表面拉丝工艺
铝板表面拉丝处理工艺流程

铝板表面拉丝处理工艺流程
铝板表面拉丝处理工艺流程包括以下步骤:
1. 脱酯:去除铝板表面的油污和杂质,为后续的拉丝处理做准备。
2. 拉丝:使用砂纸将铝板表面刮出线条,使铝板呈现拉丝效果。
这一步可以根据需要进行多次,以达到所需的拉丝效果。
3. 清洗:用清洗剂彻底清洗铝板表面,以去除油污、灰尘和残留物。
4. 抛光:使用抛光工具对铝板表面进行抛光处理,使其更加光滑和有光泽。
5. 抗氧化处理:在铝板表面喷涂抗氧化剂,以提高其耐腐蚀性和抗老化性能。
6. 质检:对处理后的铝板进行质量检查,确保其表面质量和性能符合要求。
7. 包装:将处理后的铝板进行包装,以防止其被刮伤或受到污染。
以上是铝板表面拉丝处理的工艺流程,具体操作可能会因材料、设备和要求而有所不同。
在实际操作中,需要根据具体情况进行调整和优化。
不锈钢表面拉丝处理工艺

不锈钢表面拉丝处理工艺
不锈钢表面拉丝处理工艺是通过对不锈钢表面进行一系列加工步骤,来达到拉丝效果,使其表面呈现出一种具有流线型纹理的效果。
一般不锈钢表面拉丝处理工艺包括以下几个步骤:
1. 表面处理:首先对不锈钢表面进行清洗和脱脂,确保表面干净无尘。
然后进行酸洗处理,去除表面氧化物和锈蚀。
2. 磨削处理:使用砂轮、砂带或砂纸进行磨削,将不锈钢表面的粗糙处磨平,并去除表面的氧化物和锈蚀。
3. 刷磨处理:使用刷磨工具对不锈钢表面进行刷磨,使其呈现出一定的纹理效果。
4. 抛光处理:采用不锈钢抛光机或手工抛光工具,对不锈钢表面进行抛光,使其光滑,提高光泽度。
5. 清洗处理:最后对不锈钢表面进行清洗,去除残留的磨削和抛光材料,使其表面干净整洁。
这些步骤可以根据需要进行多次重复,直到达到满意的拉丝效果。
不同的拉丝工艺和不同的设备使用可能会有所差异,但总体的工艺流程是相似的。
利用砂带对表面拉丝工艺的处理

====Word行业资料分享--可编辑版本--双击可删====利用砂带对表面拉丝工艺的处理。
拉丝工艺就是反复用砂纸、砂带、工业百洁布或其他形式的研磨材料,汉通研磨分析在工件表面刮出线条的过程。
拉丝是一种物理表面处理过程,是一种永久的,破坏性的,不可逆的过程。
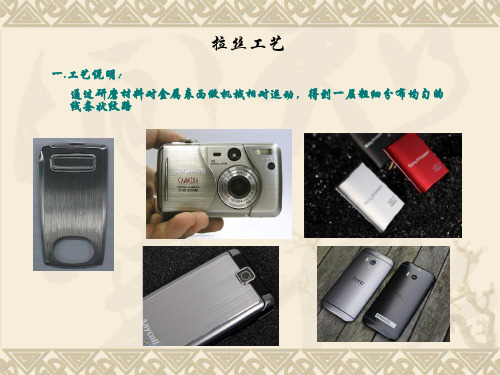
我们日常接触的拉丝产品有很多,比如电子产品的外壳,家电,手扶电梯两侧下面的金属外观面等。
拉丝工艺的分类拉丝工艺按照效果来分类,主要可以分为直纹和碎纹。
直纹也叫发丝纹,在电子消费品行业,家电行业比较流行。
直纹纹理清晰,明暗相间,手触摸有凹凸感。
碎纹又叫雪花纹,乱丝纹,振动纹,摆动纹等。
碎纹手感平滑,线纹短,错落有致。
两种纹路各有千秋,选择有很大的主观性。
我们需要明确客户需要的效果,然后提供不同的产品以尽量去满足。
影响拉丝效果的几点因素一、砂带、砂纸、工业百洁布等研磨产的粒度。
同类型的砂带,粒度越粗,拉出来的线路越深,120#-400#是经常用到的拉丝工艺粒度。
二、拉丝研磨材料的种类:砂带、工业百洁布等。
粗粒度的砂带适合拉出较深,效果明显的线纹拉丝工艺。
如果使用80#,60#甚至更粗的砂带拉丝时,拉丝纹很明显,但同时也会出现明显的毛刺,比较扎手。
工业百洁布可以用来手工拉丝,把合适尺寸的百洁布贴在受托上,然后手工来回拉丝,适用在小工件,有一定形状的工件上面。
汉通研磨三、工件材质也会影响拉丝效果。
比如不锈钢板拉丝和铝板拉丝工艺,就算使用同一条砂带,同一台机器,同样的参数,出来的效果也很不一样。
如果要在不锈钢工件表面获得非常明显的拉丝工艺效果,一般会选择更粗粒度的砂带,或背基更硬,矿砂更锋利的砂带。
四、手工拉丝和机械拉丝两个不同拉丝方式。
手工拉丝针对小工件,一般使用的是工业百洁布。
这种拉丝效率低,线纹效果不稳定,所以主流是机械拉丝。
机械拉丝主要分为平压式砂带拉丝,接触式砂带拉丝,不织布辊轮拉丝。
平压式拉丝线纹比较连续,比较长,被拉丝的表面不可以有任何的凸点。
pvd拉丝产品的表面处理工艺
pvd拉丝产品的表面处理工艺
PVD拉丝产品的表面处理工艺
PVD拉丝是一种高端的表面处理工艺,它可以使金属表面呈现出高质感的拉丝效果,同时还能增强金属表面的硬度和耐磨性。
PVD拉丝产品的表面处理工艺主要包括以下几个步骤:
1. 清洗处理
在进行PVD拉丝之前,需要对金属表面进行清洗处理,以去除表面的油污、氧化物和其他杂质。
清洗处理可以采用化学清洗、机械清洗或电解清洗等方法,以确保金属表面的干净和光滑。
2. 拉丝处理
PVD拉丝的核心工艺是拉丝处理,它可以使金属表面呈现出细腻的拉丝纹理。
拉丝处理可以采用机械拉丝、化学拉丝或电解拉丝等方法,其中机械拉丝是最常用的方法。
机械拉丝可以通过不同的砂纸、砂轮和刷子等工具来实现,以达到不同的拉丝效果。
3. PVD镀膜
在完成拉丝处理后,需要对金属表面进行PVD镀膜,以增强金属表面的硬度和耐磨性。
PVD镀膜可以采用物理气相沉积(PVD)技术,将
金属离子蒸发成气体,然后在真空环境中沉积在金属表面上。
PVD镀
膜可以选择不同的材料,如钛、铬、锆等,以实现不同的颜色和效果。
4. 抛光处理
在完成PVD镀膜后,还需要对金属表面进行抛光处理,以使表面更加光滑和亮丽。
抛光处理可以采用机械抛光、化学抛光或电解抛光等方法,其中机械抛光是最常用的方法。
机械抛光可以通过不同的砂纸、
砂轮和抛光膏等工具来实现,以达到不同的抛光效果。
总之,PVD拉丝产品的表面处理工艺是一个复杂的过程,需要多种技
术的协同作用。
通过精细的处理和优质的材料,可以制造出高质感、
高品质的PVD拉丝产品,满足不同客户的需求。
拉丝工艺
2.砂带拉丝:产品固定与夹具上,下压砂带贴服在产品表面做直线循环 运动
砂带拉丝机
砂带
纹路效果
特点:纹理为乱纹,线条粗犷,有手感,表面去材料较少,通常为0.030.08mm,
3.尼龙拉丝:使用尼龙轮旋转磨擦产品表面
尼龙拉丝机
尼龙轮
纹路效果
特点:纹理为乱纹,线条细腻,无手感,表面不去除材料或极少,对产
全自动料带拉丝机
放产品
尼龙轮
取产品
自动产品拉丝机
五. 实例:
改善对策: 更换砂带,用锯条和铜刷对砂带和尼轮进行清理,打腊或加润滑油,抬 高砂带高度和降低拉丝机转速.
3.产品拉蹋角: 位. 改善对策: 产品周边和孔位做限位,使用D2料热处理或硬质合金,限位可更换 夹具周边和孔位未做限
四. 非标机器设备:
连续模冲压
送料机
尼龙轮
感应器 Hale Waihona Puke 膜装置 固定装置 清洗装置 校平机
拉丝工艺
一.工艺说明: 通过研磨材料对金属表面做机械相对运动,得到一层粗细分布均匀的 线条状纹路
二.拉丝种类:
1.直纹拉丝:产品固定与夹具上,产品上顶,砂带紧贴住产品表面做高速直 线循环运动
直纹拉丝机
3M金字塔砂带
纹路效果
特点:拉丝纹理清晰,线条粗犷,手感较强,一般应用在铝合金产品表
面,拉丝面必须为平面,表面去材料较多,通常为0.05-0.12mm, 适用小面积拉丝,面积在150*80mm以下
品的外形特征要求不高,各种外形几乎都可以做此种拉丝,对拉 丝前的产品的表面效果要求较高。
三.拉丝常见问题点及改善对策:
1.产品变形: 夹具设计不合理,拉丝时产 品温度过高受热变形 改善对策: 夹具设计以3D内型或定位销做管位,拉丝时加水或冷却液,抬高拉丝机 砂带高度,延长拉丝时间. 2.表面深线条: 不够. 砂带和尼轮表面磨损或夹带铝削,润滑
设备表面拉丝处理方案

设备表面拉丝处理方案1. 引言设备表面拉丝处理是一种常见的表面处理方法,可以提高设备的美观度和耐用性。
本文将介绍表面拉丝处理的原理、方法以及相关注意事项,帮助读者了解该处理方案并正确应用于设备制造过程中。
2. 原理设备表面拉丝处理是指利用特定工艺和工具,将设备表面形成一定的纹理效果。
其原理主要包括以下几个方面:•磨削作用:通过研磨工具对设备表面进行均匀磨削,消除表面的不平整和缺陷,为后续的拉丝工作打下基础。
•表面拉丝:采用机械或化学方法,在设备表面形成一定的纹理,使其呈现出拉丝效果。
拉丝方式可以选择线性拉丝、圆弧拉丝或复杂图案拉丝,具体取决于设备的设计要求和制造工艺。
•抛光处理:对拉丝后的设备表面进行抛光,进一步提高光洁度和美观度。
3. 拉丝处理方法设备表面拉丝处理的方法多种多样,根据设备的材质、形状和设计要求选择合适的方法。
下面介绍几种常见的拉丝处理方法:3.1 机械拉丝机械拉丝是最常见的拉丝处理方法之一。
它通过使用机械设备,如砂轮机或钢丝轮机,对设备表面进行磨削和拉丝处理。
这种方法适用于较硬的材质,如不锈钢和铝合金。
使用机械拉丝的步骤如下: 1. 清洁设备表面,确保无灰尘和油脂。
2. 选择合适的砂轮或钢丝轮,根据设备表面的材质和要求进行选择。
3. 调整机械设备的速度和压力,进行磨削和拉丝处理。
4. 完成拉丝后,使用抛光工具进行抛光,提高表面的光洁度。
3.2 化学拉丝化学拉丝是使用化学溶液对设备表面进行处理,使其产生一定的纹理效果。
这种方法适用于一些较软的材质,如铜和铝。
使用化学拉丝的步骤如下: 1. 清洁设备表面,确保无灰尘和油脂。
2. 准备合适的化学拉丝溶液,根据设备表面的材质和要求进行配制。
3. 将设备浸泡在化学拉丝溶液中,根据需要的拉丝效果控制浸泡时间。
4. 取出设备,用水冲洗干净,防止化学溶液残留。
5. 完成拉丝后,使用抛光工具进行抛光。
4. 注意事项在设备表面拉丝处理过程中,需要注意以下事项:•安全操作:使用机械设备时,应戴好防护眼镜和手套,避免发生意外伤害。
表面拉丝处理

表面拉丝处理表面拉丝处理技术是一种常见于金属加工领域的表面处理方法,通过将材料的表面拉伸产生细长的纹理,提高材料的光泽度和装饰效果。
本文将介绍表面拉丝处理的原理、工艺以及应用领域。
表面拉丝处理的原理是利用机械力使材料表面产生弯曲、切割和拉伸,从而形成细长的纹理。
这种处理方法可以改善材料的视觉效果,并增加其商业价值。
常见的拉丝处理方法有手工拉丝、机械拉丝和化学拉丝等。
手工拉丝是最传统的拉丝处理方法,通常使用金属丝刷或磨砂纸等工具手动对材料表面进行划擦,使其产生纹理。
这种方法操作简单,成本低廉,适用于小批量生产和个性化加工需求。
机械拉丝是一种自动化的拉丝处理方法,通过机械设备对材料进行拉伸和切割,使其表面产生均匀的纹理。
这种方法可以提高生产效率和一致性,适用于大批量生产。
化学拉丝是一种采用化学药剂对材料表面进行处理的方法。
常见的化学拉丝药剂包括稀酸、碱性药剂和特殊添加剂等。
通过在材料表面涂覆药剂并加热处理,使其表面产生化学反应,从而形成纹理。
表面拉丝处理在装饰和工艺品制作中广泛应用。
常见的应用领域包括建筑装饰、家居用品、珠宝首饰和手表等。
在建筑装饰中,通过对不锈钢和铝材进行拉丝处理,制成各种金属板材、管材和设计构件,提高其耐腐蚀性和装饰效果。
在家居用品中,将金属制品表面进行拉丝处理,增加其质感和美观度。
在珠宝首饰和手表制作中,通过拉丝处理使金属表面呈现出细腻的纹理,提高其艺术价值和市场竞争力。
然而,表面拉丝处理也存在一些技术难题和挑战。
首先,拉丝处理需要对材料的物理性能有一定的要求,如硬度和可塑性等。
其次,不同材料的拉丝工艺参数不同,需要根据材料特性和产品要求进行调整。
此外,拉丝处理还可能引起材料表面的变色、划痕和腐蚀等问题,需要采取合适的防护措施。
综上所述,表面拉丝处理是一种常见的金属表面处理方法,通过机械力使材料表面产生细长的纹理,提高其光泽度和装饰效果。
该处理方法在装饰和工艺品制作中得到广泛应用。
五金表面拉丝处理
Hale Waihona Puke 要在折弯等成型前,一般是平板拉丝。其实表面处理对基材的前处理有很高要求, 不然表面处理后反而回放大基材的缺陷 ◎ 塑胶件的表面拉丝一般是通过烫金来做的,在烫金机的高温高压作用下,将烫金膜 上的物质转移到塑胶表面。选用不同的烫金膜,可得到不同光泽和粗细的纹路效果, 这种工艺在影碟机面板上用的很多。现在在视听产品上用的很多的魔术镜面装饰件, 就是在PMMA板材上烫印的反光膜(也有用电镀的) ◎ 铝材表面处理除拉丝外,还常用喷沙工艺,同样可以起到掩盖划痕和美化外观的作 用 ◎ 1、有关烫印板,即施压头部份的材料选取,以红铜材料为最佳,因为红铜散热性、 传热性比较好,在金属中属于中性材料,既不太软也不太硬,不仅便于加工,有一 定弹性,耐用性很好;不过实际使用时,很多厂商为降低材料成本,选择的多是铝 合金印板,这样在烫板制作成本上可以省一些,不过因为铝材太软,使用寿命差, 如果批量很大,用一段时间还得重新制版,制版费也不便宜了,所以应该要综合考 虑材料选择问题。 2、有关烫印工艺条件方面比较容易理解,就是烫印压力、烫印温度和烫印时间。
乱纹拉丝是在高速运转的铜丝刷下,使铝板前后左右移动磨擦所获得的一种无 规则、无明显纹路的亚光丝纹。这种加工,对铝或铝合金板的表面要求较高。
波纹一般在刷光机或擦纹机上制取。利用上组磨辊的轴向运动,在铝或铝合金 板表面磨刷,得出波浪式纹路。
旋纹也称旋光,是采用圆柱状毛毡或研石尼龙轮装在钻床上,用煤油调和抛光 油膏,对铝或铝合金板表面进行旋转抛磨所获取的一种丝纹。它多用于圆形标牌和 小型装饰性表盘的装饰性加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
面拉絲工藝
A:在做機箱時,鋁合金的表面拉絲工藝是怎麼一回事?
B: 其實是一修復工藝,也可起到美觀作用:
因為金屬表面局部有劃痕,就整面用拉絲機作出一致的劃痕(減小壁厚)-淹蓋劃痕
最好不用(經加工後有加工硬化,改變性能)但劃痕不好避免,所以又常用
C: 拉絲不單有刷除鋁板表面劃痕,也有美化裝飾鋁板外觀表面的雙重作用。
另外還有一種“燙金”工藝(電化鋁轉移),可以在塑膠件的表面也做出類似這樣的效果來。
D: 拉絲可根據裝飾需要,製成直紋、亂紋、螺紋、波紋和旋紋等幾種。
直紋拉絲是指在鋁板表面用機械磨擦的方法加工出直線紋路。
它具有刷除鋁板表面劃痕和裝飾鋁板表面的雙重作用。
直紋拉絲有連續絲紋和斷續絲紋兩種。
連續絲紋可用百潔布或不銹鋼刷通過對鋁板表面進行連續水平直線磨擦(如在有靠現裝置的條件下手工技磨或用刨床夾住鋼絲刷在鋁板上磨刷)獲取。
改變不銹鋼刷的鋼絲直徑,可獲得不同粗細的紋路。
斷續絲紋一般在刷光機或擦紋機上加工制得。
制取原理:採用兩組同向旋轉的差動輪,上組?快速旋轉的磨輥,下組?慢速轉動的膠輥,鋁或鋁合金板從兩組輥輪中經過,被刷出細膩的斷續直紋。
亂紋拉絲是在高速運轉的銅絲刷下,使鋁板前後左右移動磨擦所獲得的一種無規則、無明顯紋路的亞光絲紋。
這種加工,對鋁或鋁合金板的表面要求較高。
波紋拉絲一般在刷光機或擦紋機上制取。
利用上組磨輥的軸向運動,在鋁或鋁合金板表面磨刷,得出波浪式紋路。
旋紋拉絲也稱旋光,是採用圓柱狀毛氈或研石尼龍輪裝在鑽床上,用煤油調和?光油膏,對鋁或鋁合金板表面進行旋轉?磨所獲取的一種絲紋。
它多用於圓形標牌和小型裝飾性錶盤的裝飾性加工。
螺紋拉絲是用一台在軸上裝有圓形毛氈的小電機,將其固定在桌面上,與桌子邊沿成60度左右的角度,另外做一個裝有固定鋁板壓茶的拖板,在拖板上貼一條邊沿齊直的聚酯薄膜用來限制螺紋競度。
利用毛氈的旋轉與拖板的直線移動,在鋁板表面旋擦出寬度一致的螺紋紋路。
E: 大家談的真好,不過好像要做拉絲前,是不是要先做電鍍,再拉絲呢;還是可以直接在金屬表面做啊?大家能不能談些電鍍方面的啊?
D: 當然要先拉絲後電鍍了。
要在折彎等成型前,一般是平板拉絲。
其實表面處理對基材的前處理有很高要求,不然表面處理後反而重播大基材的缺陷.
E: 在塑膠件的表面怎樣做拉絲?
D: 塑膠件的表面拉絲一般是通過燙金來做的,在燙金機的高溫高壓作用下,將燙金膜上的物質轉移到塑膠表面。
選用不同的燙金膜,可得到不同光澤和粗細的紋路效果,這種工藝在影碟機面板上用的很多。
現在在視聽?品上用的很多的魔術鏡面裝飾件,就是在PMMA板材上燙印的反光膜(也有用電鍍的)
鋁材表面處理除拉絲外,還常用噴沙工藝,同樣可以起到掩蓋劃痕和美化外觀的作用.
C: 有關燙金上面的ddmao朋友也說明了一些,你可以參考一下,我再補充一些:
1、有關燙印板,即施壓頭部份的材料選取,以紅銅材料為最佳,因?紅銅散熱性、傳熱性比較好,在金屬中屬於中性材料,既不太軟也不太硬,不僅便於加工,有一定彈性,耐用性很好;不過實際使用時,很多廠商?降低材料成本,選擇的多是鋁合金印板,這樣在燙板製作成本上可以省一些,不過因?鋁材太軟,使用壽命差,如果批量很大,用一段時間還得重新製版,製版費也不便宜了,所以應該要綜合考慮材料選擇問題。
2、有關燙印工藝條件方面比較容易理解,就是燙印壓力、燙印溫度和燙印時間。
3、最重要的就是燙金原材料的選擇,即燙金紙,選擇時要注意與不同的燙印基材相匹配才行,並非一種燙金紙就能通吃所有的材料,這主要是關係到熱轉印時的粘著牢固度的問題。
F: could somebody compare about the cost issue between the 電化鋁轉移 and the 鋁合金的表面拉絲?
D: 這個可能不便直接比較,因為兩種工藝適用的場合不同,拉絲適用于板金件,而燙金適用於紙、塑膠、織物類,如果要做比較的話,還得考慮模具及結構設計的不同所引起的其他成本變化才合理。
如果單純做個簡單比較,比如上面SONY面板的拉絲與燙金成本的話,拉絲會略微便宜一些。
但我想在材料變化時所引起的其他成本差異遠超過這個成本量了。
C: 在及強調外觀的場合,也有電鍍後拉絲的,不過電鍍層要厚,拉絲深度也要控制合理,當然成本提高了。
I: 陽極氧化聽說過,針對鋁材的話,主要是加強其表面的硬度(一層陶瓷),增強抗摩擦性能。
K: 不是燙金也叫熱轉印啊?那你知不知道什為叫水轉印?我們用到水轉印,但不知道是什?原理,能否講解一下?
L: 燙金也屬於熱轉印的一種。
M: 請問一下,壓鑄鋁件可否做表面拉絲?
N: 壓鑄鋁件是可以做表面拉絲處理的,拉絲處理後再噴上一層保護膜就可以了,,應該是防止氧化的一層漆。
我想問一下C兄,壓鑄鋁件可否進行表面氧化處理,達到一種表面磨砂,亞光的效果啊?
C: 壓鑄件當然也可以做表面氧化處理,表面啞光是可以做到的,但磨砂的效果是要通過噴砂工藝實現的,是表面氧化處理的前期工序,噴砂工藝簡單介紹一下:
噴砂處理是為了獲得膜光裝飾或細微反射面的表面,以符合光澤柔和等特殊設計需要。
同時,可以使絲印時印料和承印物的結合更牢固。
噴砂通常在專用噴砂機內進行。
根據砂面粗細程度的要求,選擇適當目數的石英砂,噴製成適當的砂面。
均勻適度的噴砂處理,基本上可以克服鋁材表面的常見的缺陷。
D: 鋁合金產品表面是電鍍,鋁合金產品表面不能氧化出的各種顏色,純粹鋁產品才能通過氧化出的各種顏色.。