热轧带钢厂工艺设备简介(PPT 47页)
合集下载
热轧带钢生产工艺介绍教学课件

05
CHAPTER
设备选型及维护管理
根据产品规格、材质和生产工艺要求,选用合适的轧机类型和规格。
轧机选型
考虑加热质量、能源消耗和设备寿命等因素,选用高效、节能的加热炉。
加热炉选型
根据带钢厚度、宽度和卷重等要求,选用合适的卷取机类型和规格。
卷取机选型
03
建立设备档案
记录设备的运行状况、维护保养情况、故障维修记录等信息,为设备管理提供依据。
学习态度与团队协作
THANKS
感谢您的观看。
应急预案制定
针对可能发生的安全事故,制定应急预案,并定期组织演练,提高应急处理能力。
利用余热回收技术,将生产过程中产生的余热进行回收利用,降低能源消耗。
余热回收
采用高效节能设备,如高效电机、变频器等,降低设备能耗。
节能设备应用
建设能源管理系统,对生产过程中的能源消耗进行实时监控和管理,提高能源利用效率。
能源管理系统建设
定期对节能减排技术应用效果进行评估,总结经验教训,持续改进节能减排工作。
减排效果评估
07
CHAPTER
总结与展望
通过测试、作业等方式评估学生对热轧带钢生产工艺知识的掌握程度。
知识掌握情况
组织学生参与实际生产操作,培养其运用所学知识解决实际问题的能力。
实践能力提升
考察学生在学习过程中的态度、参与度及团队协作能力。
冷却
通过水淬或空冷等方式,将热轧带钢冷却至适当温度,以改善其组织和性能。冷却速度和时间要根据带钢厚度和材质等因素进行控制。
平整
通过平整机对热轧带钢进行平整处理,消除其内应力和形状缺陷,提高带钢的平直度和表面质量。平整时要根据带钢的厚度、材质和表面状况等因素制定合理的平整工艺参数。
51钢铁PPT-1780mm热轧板带工程工艺设备介绍

(6)
1.3 板加区及其主要工艺特点
板加区有二个部分组成:三个板坯跨和二个加热 跨。在板坯跨板坯库布置成与主轧线相垂直的T字 形式,由两个跨间组成,每跨跨度33m,长197m。 两个跨间设置了三条辊道:1号主要用于碳钢连铸 与热轧的连接,并与加热炉装炉辊道直接连接, 作为上料、直接热装板坯的辊道;2号用于碳钢连 铸与热轧的连接,并与轧制线直接连接,作为碳 钢冷装板坯的卸料辊道;3号辊道用于不锈钢连铸 与热轧的连接,作为不锈钢连铸坯的卸料辊道 (返回)。在连铸下线清理的合格的板坯,可由 连铸的一台100t过跨台车运入热轧板坯库。每跨 设有两台30t电动板坯夹钳桥式起重机,轨面标高 12m。
800000 1324000
合计
-
-
-
2822000
(5)
1.2 热轧1780mm平面布置
热轧1780mm工程和冶炼和连铸相连接,从热 轧的工艺流程看有东向西和1580热轧方向相 反,整个热轧的工程(一期)总长700米,共 分成三个区。板坯、加热炉区,主轧区和钢 卷库区。
按功能分成:板坯库、加热炉上料跨、加热 炉跨、主轧跨、钢卷库、主电室、磨辊间等 组成。
(7)
加热炉与轧线垂直布置,加热炉上料跨与主轧跨 平行,跨度36m,长度70m,设置有装炉辊道、 加热炉装料机等。跨间内设有一台30t桥式起重机, 轨面标高11m。
加 热 炉 跨 与 主 轧 跨 相 邻 平 行 , 跨 度 21m , 长 度 70m。跨间内设置一台20t桥式起重机。
加热炉出料端在主轧跨内,布置两台加热炉出钢 机、加热炉出炉辊道等。
(4)
表1 按产品流向分配的年产量表
下工序 生产品种
代表牌号或钢号
产品规格 (mm)
热轧钢卷 量(t)
1.3 板加区及其主要工艺特点
板加区有二个部分组成:三个板坯跨和二个加热 跨。在板坯跨板坯库布置成与主轧线相垂直的T字 形式,由两个跨间组成,每跨跨度33m,长197m。 两个跨间设置了三条辊道:1号主要用于碳钢连铸 与热轧的连接,并与加热炉装炉辊道直接连接, 作为上料、直接热装板坯的辊道;2号用于碳钢连 铸与热轧的连接,并与轧制线直接连接,作为碳 钢冷装板坯的卸料辊道;3号辊道用于不锈钢连铸 与热轧的连接,作为不锈钢连铸坯的卸料辊道 (返回)。在连铸下线清理的合格的板坯,可由 连铸的一台100t过跨台车运入热轧板坯库。每跨 设有两台30t电动板坯夹钳桥式起重机,轨面标高 12m。
800000 1324000
合计
-
-
-
2822000
(5)
1.2 热轧1780mm平面布置
热轧1780mm工程和冶炼和连铸相连接,从热 轧的工艺流程看有东向西和1580热轧方向相 反,整个热轧的工程(一期)总长700米,共 分成三个区。板坯、加热炉区,主轧区和钢 卷库区。
按功能分成:板坯库、加热炉上料跨、加热 炉跨、主轧跨、钢卷库、主电室、磨辊间等 组成。
(7)
加热炉与轧线垂直布置,加热炉上料跨与主轧跨 平行,跨度36m,长度70m,设置有装炉辊道、 加热炉装料机等。跨间内设有一台30t桥式起重机, 轨面标高11m。
加 热 炉 跨 与 主 轧 跨 相 邻 平 行 , 跨 度 21m , 长 度 70m。跨间内设置一台20t桥式起重机。
加热炉出料端在主轧跨内,布置两台加热炉出钢 机、加热炉出炉辊道等。
(4)
表1 按产品流向分配的年产量表
下工序 生产品种
代表牌号或钢号
产品规格 (mm)
热轧钢卷 量(t)
轧机区域设备简介ppt课件-49页PPT精品文档

5 辅助设施
5 辅助设施
5.3 稀油集中润滑系统
轧机稀油集中润滑系统用于向轧机1#~5#机 架的主传动齿轮箱、飞剪及卡罗式卷取机提供集中 稀油润滑。系统主要包括2 个油箱(1 用1 备)、2 台 泵(1 用1 备)、双联过滤器、冷却器、净油机和液位、 压力、温度控制装置等。
在油箱上装有液位继电器、温度继电器和渗水报 警器以控制油箱的液位、温度和渗水报警;在主供 油管路上装有压力继电器和温度继电器以控制主供 油管路的压力和温度。
整个行程分六段调整,五段用于调整轧制线,一段用于换 辊。
斜楔调整装置的调整模式取决于辊子的重磨量,该重磨量 为上工作辊、上中间辊及上支承辊重磨量的和。
当重磨量小于30mm时,只利用斜楔进行调整。 当重磨量大于30mm时,先利用阶梯板粗调,再利用斜楔 精调。阶梯板阶梯的高度为30mm,共5个阶梯,用于轧线 调整;此外,一个阶梯高40mm,用于换辊。
3.5 测厚仪
机架间共有2套测厚仪,分别安装在No.1和No.4轧机的出 口处,用于测量带钢厚度。测厚仪将实际厚度值发送给厚度 控制系统。轧机轧制运行之前,测厚仪必须移入带钢流动区。 轧制过程中,测厚仪停留在带钢流动区。 万一检修维护、 断带和人工剪断带钢时,测厚仪必须移出。
3 机架间设备
3.6 机架带钢压紧装置(S1-S4)
4.4 出口测厚仪和激光测速仪
4 出口设备
4.5 出口夹送辊
出口夹送辊安装在飞剪的入口侧,钢卷分卷剪切时防止带 钢拍动;并将带钢夹送到转向辊和磁力导板台。上下夹送辊 分别通过1台交流变频电机驱动。
轧机正常运行时,仅上夹送辊与带钢接触。正常轧制时, 上夹送辊与带钢速度保持同步,下夹送辊下降缩回,并停止 转动。进行分卷剪切时,处于下降位置的下夹送辊开始加速 至剪切速度 。当下夹送辊等于出口带钢速度后,下夹送辊
热轧带钢厂1780工艺设备简介-培训0709017

1780 ASP1700
230 100-150
5.3-11 7-15.6
800-1630 900-1550
1.2-19 1.5-10
30 21
350 290
项目
轧机类型
铸机
加热炉 3座步进式 加热炉
主轧机
宽控轧机
卷取机
1780
常规轧机
2RM+7FM
SP+2E+F1E
3DC
ASP1700
连铸连轧
立弯式两机 两流
商品卷
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
热轧带钢厂工艺设备简介
一、概述
二、二线工艺流程 三、ASP1700线和1780线主要工艺设备
二○○七年七月
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
概述--产品及用途
热轧带钢厂目前生产 品种有:低碳钢、中碳 钢、高碳钢、船用结构 钢、管线钢、锅炉用钢、 焊瓶钢、IF深冲钢、无 取向硅钢、包晶钢、高 强双相钢等,产品覆盖 面广。
R1轧机主要参数 最大轧制力, t 3000 最大轧制力矩, t·m 2×305 最大轧制速度, m/s 0~1.95~2.9 主传动功率, kw 2×3800 工作辊规格, mm Φ 1350/ Φ 1230 × 1780 轧辊开度, mm 270(最大直径) 低/高速压下 mm/s 20/40
热轧带钢厂工艺设备简介 置身一流,建设一流,事事追求最优
两线工艺流程--1780线工艺流程
1780线机械设备总重37869吨,电气装 机容量115299千瓦。
热轧带钢厂工艺设备简介
置身一流,建设一流,事事厚度 mm 板坯长度 m 成品宽度 mm 成品厚度 mm 最大单重 ton 年设计产量 wanton
热轧带钢厂工艺设备介绍
14.33 强制给油
1-AC2000kw×680rpm
1780线工艺设备—精轧机组
1780线工艺设备—精轧机组
1780线工艺设备—精轧机组
1780精轧机组是日本三菱重工设计,设备由三菱重工与 中国一重合作制造或从日本引进。主要包括:测量辊 、切头 剪、精轧机除鳞机、F1E立辊轧机、7架精轧机及其附属设 备组成。 F1,F5~F7为常规轧机;F2~F4为PC轧机, F4~F7带有ORG装置,设计年生产能力350万吨。
2×7000 Φ 1200/ Φ 1100 ×
1780
支持辊规格, mm Φ 1550/ Φ 1400 ×
轧辊开度, mm
1780 270(最大直径)
高速压下
mm/s 19.4/38.8
低速压下
mm/s 0.48/0.96
1780线工艺设备—保温罩
形式:液压倾动式 液压缸行程:560㎜ 开启角度:0。 45。 90。
1780线工艺设备—加热炉
加热炉采用步进梁式加热炉, 每座加热炉最大生产能力为270t/h。 炉子有效长度为40.02m,炉子宽 度为12.644m,炉子内宽度为 11.716m,采用高炉、焦炉、转炉 混合煤气加热。
加热炉采用高架式机械-液压装 钢机,装钢机最大行程4.36米,装 炉板坯最大重量32吨。
E2立辊轧机技术数据
最大轧制力, t 400
最大轧制速度, m/s 0~1.95~2.9
轧辊直径, mm Φ1180~1080
轧辊开口度, mm 770~1780
主传动功率, kw 2×1450
最大压下量 mm
80
R2轧机主要参数
最大轧制力, t
4000
最大轧制速度, m/s 0~1.95~2.9
热轧带钢厂工艺设备简介-培训0709017

概述—两线对比
项目 板坯厚度 mm 板坯长度 m 成品宽度 mm 成品厚度 mm 最大单重 ton 年设计产量 wanton
1780 ASP1700
230 100-150
5.3-11 7-15.6
800-1630 900-1550
1.2-19 1.5-10
30 21
350 290
项目
轧机类型
铸机
加热炉 3座步进式 加热炉
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
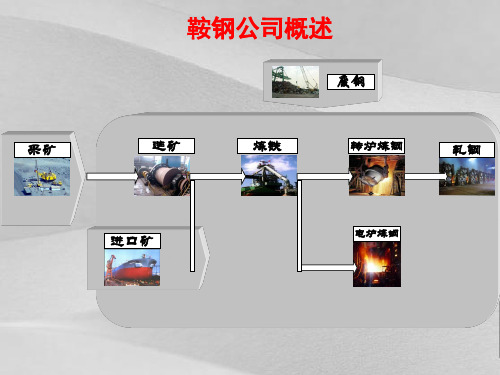
鞍钢公司概述
废钢
采矿
选矿Leabharlann 炼铁转炉炼钢轧钢
进口矿
电炉炼钢
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
鞍钢公司概述
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
概述--产品流向
二炼钢北区连铸 二炼钢南区钢水 二炼钢西区钢水 热轧1780 热轧ASP1700 热轧ASP2150 冷轧厂 硅钢厂
加热炉采用高架式长行程装钢机, 液压升降,装钢杆最长可伸入炉内 10.5米,每炉可缓冲钢坯5-7块,柔性 连接了连铸与轧线两个工序。
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
ASP1700线工艺设备--E1
E1是2005年新 改造设备,主传 动电机功率为 2×1500kw,立 辊最大轧制速度 为6.7m/s,立辊 开口度为8501700mm,最大 轧制力4000KN, 最大侧压量为 50mm。
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
ASP1700线工艺设备--E2R2
E2立辊轧机技术数据 最大轧制力, KN 1600 最大轧制力矩, KN·m 150 最大轧制速度, m/s 0~2.5~5 轧辊直径, mm Φ 880~830 轧辊开口度, mm 600~1700 主传动功率, kw 2×400
宝钢热轧带钢相关设备介绍PPT课件
Wear of pivot cause poor parallelism of Top and Bottom Pinch Roll.
Poor gap accuracy.
Roll changing is very difficult.
8 Hours including adjusting.
夹送辊
为了延长辊子 更换时间、改 善带钢表面质 量、降低工人 劳动强度,现 在不少热轧厂 在卷取夹送辊 上设置了在线 辊面抛光装置
输出辊道
精轧设备
输出辊道对带钢表面有直接的影响。 输出辊道要求每根都必须运转正常,表面无缺陷。 由于环境恶劣,轴承、电机极容易进水。维护难度很大。
输出辊道
SMSD新设计的输出辊道电机与轴承座采用法兰联接, 可有效防止水进入电机和轴承座。
精轧设备
卷取机侧导板
卷取设备
卷取侧导板对钢卷的塔形、带钢的边部质量有直接的影响。
为了改善钢卷的塔形,对侧导板的开口度设定进行 了改善,有原来的一次短行程控制发展成2次短行 程控制。
卷取机侧导板动作图.ppt
卷取设备
卷取机侧导板结构特点
为了减少带钢边部边裂、拉毛,在侧导板上设置了立 式滚轮。滚轮可前后、上下移动。一般在生产薄带钢 时不投入使用。上下移动可延长使用时间。
带钢
卷取机夹送辊
卷取设备
夹送辊
上下移动缸
卷取设备 摆动缸
压紧气囊 磨石
三菱的夹送辊抛光机
Frame
Impact Force
卷取设备
Pinching Force
Influence of Parts wear
Roll changing method
Roll changing time (Actual data of Japanese user)
热轧带钢厂工艺设备简介

E2立辊轧机技术数据
最大轧制力, t 400
最大轧制速度, m/s 0~1.95~2.9
轧辊直径,
mm Φ 1180~1080
轧辊开口度, mm 770~1780
主传动功率, kw 2×1450
最大压下量 mm
80
R2轧机主要参数
最大轧制力, t
4000
最大轧制速度, m/s 0~1.95~2.9
主传动功率, kw 2×7000
产能:ASP机组产能与常规机组相当。
品种:产品域覆盖常规轧机,具备开发高技术产品 功能。
质量:采用先进控制技术、产品精度控制水平高。
效率:ASP机组生产效率高。钢水到钢卷工序时间 由常规流程平均几十小时减至一百分钟。
运行成本:运行成本低。近终断面连铸,节省变形 能;紧凑式连接节约加热能;减少板坯烧损,节约 金属消耗;减少板坯库存,节约资金占用。
7-15.6
900-1550
1.5-10
21
290
项目
轧机类型
铸机
加热炉
主轧机
宽控轧机
卷取机
1780
常规轧机
3座步进式 加热炉
2RM+7FM
SP+2E+F1E
3DC
ASP1700
连铸连轧
立弯式两机 两流
2座步进式 加热炉
2RM+6FM
2E
2DC
ASP技术及其发展
ASP目标是在品种、质量、规模上取代常规流程
鞍钢公司概述
废钢
采矿
选矿
炼铁
转炉炼钢
轧钢
进口矿
电炉炼钢
鞍钢公司概述
概述--产品流向
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低速压下
mm/s 0.48/0.96
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
1780线工艺设备—保温罩
形式:液压倾动式 液压缸行程:560㎜ 开启角度:0。 45。 90。
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
1780线工艺设备—飞剪
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
加热炉采用机械-液压出钢机, 出钢机最大水平行程4.925米,出 炉板坯最大重量32吨。
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
1780线工艺设备—定宽机机
定宽压力机为水平对称型, 是将从加热炉抽出的板坯全长连 续地对其板宽进行强制压下,以 得到宽度一致的板坯。
压力机负荷:最大2200吨 宽度压下量:最大350mm 板坯行走量:400mm
置身一流,建设一流,事事追求最优
1780线工艺设备—加热炉
加热炉采用步进梁式加热炉, 每座加热炉最大生产能力为270t/h。 炉子有效长度为40.02m,炉子宽 度为12.644m,炉子内宽度为 11.716m,采用高炉、焦炉、转炉 混合煤气加热。
加热炉采用高架式机械-液压装 钢机,装钢机最大行程4.36米,装 炉板坯最大重量32吨。
1780生产线主要设备包括三座步进梁式加热炉、一台板坯高压 水除鳞箱、一台定宽压力机、三架立辊轧机、一架二辊可逆粗轧机、 一架四辊可逆粗轧机、十二组保温罩、一台转鼓式切头飞剪、一台 精轧高压水除鳞箱、七架四辊连轧机组、一套层流冷却装置、三台 地下卧式卷取机及相应辅助配套设施等。
热轧带钢厂工艺设备简介
热轧带钢厂工艺设备简介
热轧钢卷除供冷轧、 硅钢继续深加工外,广泛 应用于建筑、机械加工制 造、汽车制造、造船、卷 管、集装箱制造业等行业。
置身一流,建设一流,事事追求最优
两线工艺流程--1780连轧生产线
1780生产线于1999年10月份热负荷 试车。该生产线是从日本三菱公司引进 的,配备了步进式加热炉、SP定宽压力 机、GTO变频调速装置、精轧液压AGC、 PC轧机、在线磨辊(ORG)和弯辊装置、 带自动跳步功能的全液压卷取机、全线 三级计算机控制等先进技术装备。
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
两线工艺流程--1780线工艺流程
1780线机械设备总重37869吨,电气装 机容量115299千瓦。
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
概述—两线对比
项目 1780
板坯厚度 mm
230
板坯长度 m
5.3-11
成品宽度 mm
板坯速度:20mpm 主电动机:1-3400kw
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
1780线工艺设备—E1、R1轧机
E1立辊轧机技术数据
最大轧制力, t
350
最大轧制力矩, t·m 63
最大轧制速度, m/s 0~1.95~2.9
轧辊直径,
mm Φ1000~900
轧辊开口度, mm 770~1780
立弯式两机 两流
2座步进式 加热炉
2RM+6FM
2E
2DC
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
ASP技术及其发展
ASP目标是在品种、质量、规模上取代常规流程
➢ 产能:ASP机组产能与常规机组相当。
➢ 品种:产品域覆盖常规轧机,具备开发高技术产品 功能。
➢ 质量:采用先进控制技术、产品精度控制水平高。
热轧带钢厂工艺设 备简介(PPT 47页)
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
鞍钢公司概述
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
概述--产品流向
二炼钢北区连铸 二炼钢南区钢水 二炼钢西区钢水
热轧1780 热轧ASP1700 热轧ASP2150
冷轧厂 硅钢厂
商品卷
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
1780线工艺设备—E2、R2轧机
E2立辊轧机技术数据
最大轧制力, t 400
最大轧制速度, m/s 0~1.95~2.9
轧辊直径, mm Φ1180~1080
轧辊开口度, mm 770~1780
主传动功率, kw 2×1450
最大压下量 mm
主传动功率, kw 2×700
R1轧机主要参数
最大轧制力, t
3000
最大轧制力矩, t·m 2×305 最大轧制速度, m/s 0~1.95~2.9
主传动功率, kw 2×3800 工作辊规格, mm Φ 1350/ Φ 直径)
低/高速压下 mm/s 20/40
➢ 效率:ASP机组生产效率高。钢水到钢卷工序时间 由常规流程平均几十小时减至一百分钟。
➢ 运行成本:运行成本低。近终断面连铸,节省变形 能;紧凑式连接节约加热能;减少板坯烧损,节约 金属消耗;减少板坯库存,节约资金占用。
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
1780线工艺设备--概述
800-1630
成品厚度 mm
1.2-19
最大单重 年设计产量
ton
wanton
30
350
ASP1700 100-150
7-15.6
900-1550
1.5-10
21
290
项目
轧机类型
铸机
加热炉
主轧机
宽控轧机
卷取机
1780
常规轧机
3座步进式 加热炉
2RM+7FM
SP+2E+F1E
3DC
ASP1700
连铸连轧
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
热轧带钢厂工艺设备简介
一、概述 二、二线工艺流程 三、ASP1700线和1780线主要工艺设备
二○○七年七月
热轧带钢厂工艺设备简介
置身一流,建设一流,事事追求最优
概述--产品及用途
热轧带钢厂目前生产 品种有:低碳钢、中碳钢、 高碳钢、船用结构钢、管 线钢、锅炉用钢、焊瓶钢、 IF深冲钢、无取向硅钢、 包晶钢、高强双相钢等, 产品覆盖面广。
80
R2轧机主要参数
最大轧制力, t
4000
最大轧制速度, m/s 0~1.95~2.9
主传动功率, kw 工作辊规格, mm
2×7000 Φ 1200/ Φ 1100 ×
1780
支持辊规格, mm Φ 1550/ Φ 1400 ×
轧辊开度, mm
1780 270(最大直径)
高速压下
mm/s 19.4/38.8
1780线工艺设备—飞剪
热轧带钢厂工艺设备简介