西门子工业网络在连铸机控制系统中的应用
西门子PLC自动控制系统在唐钢方坯连铸机上的应用
西门子PLC自动控制系统在唐钢方坯连铸机上的应用作者:魏哲明陈洁来源:《数字技术与应用》2013年第04期摘要:本文介绍了西门子S7系列PLC在方坯连铸机自动控制系统中的应用,着重讨论了系统的控制对象、控制任务、硬件组成和程序设计,以及在设计中针对方坯连铸系统的控制难点而采取的相应措施。
关键词:PLC自动控制西门子PLC 方坯连铸机中图分类号:TF31 文献标识码:A 文章编号:1007-9416(2013)04-0038-011 前言在我国的钢铁连铸领域,特别是方坯连铸机领域中,自动化水平是相对较低的,在科技快速发展的今天,技术水平落后已经尤为突出。
连铸自动化水平的提高,直接关系到对保证铸坯质量、提高连铸机的劳动生产率、增加连铸机的金属收得率起着非常重要的作用。
为了提高产品的市场竞争力以及与世界接轨,是世界冶金生产的发展方向。
唐钢新建的这台连铸机流数多,设计拉速高,然而生产场地狭小,如果由人工手动控制生产流程,容易造成铸坯输送不畅,这一问题在方坯连铸生产中尤为严重。
因此,实现PLC自动控制系统在连铸生产过程中非常重要。
2 自动控制对象及任务新建方坯连铸机的自动控制系统由公用PLC、流用PLC、液位PLC、火切机PLC、电磁搅拌PLC组成。
公用PLC的控制对象包括大包回转升降、中包车换包车的移动、拉矫液压站、推钢机及步进式翻转冷床、辊道及翻钢机。
流用PLC的控制对象为引锭杆、结晶器振动、拉矫辊脱矫辊的抬起压下。
液位PLC的控制是在正常浇钢条件的情况下,为每个流的液位和拉速控制。
电磁搅拌PLC主要控制搅拌系统的正常使用,及给电磁搅拌设置参数的大小(如电流和频率)。
3 自动控制系统的硬件组成连铸电气控制系统的上位机采用两台研华工控机,下位机采用7套西门子S7-400,PLC12套西门子S7-300 PLC,PLC9套西门子S7-200 PLC,来完成这台连铸机公用设备、流用设备、镭目电磁塞棒、电磁搅拌、烘烤、油气润滑的控制任务。
西门子PLC自动控制系统在唐钢方坯连铸机上的应用

数 控 技 术
西门子 P L C自动控制 系统在唐钢方坯连铸机上的应用
魏 哲 明 陈洁
( 唐山唐钢 工业技术服务有限公司 河北唐山 0 6 3 0 1 6 )
摘要 : 本文介 绍 了西 门q - s 7 系列P L c 在 方坯连铸 机 自动控制 系统 中的应 用, 着重讨 论 了 系统 的控 制对 象、 控 制任务 、 硬件 组成和 程序设 计, 以 及在 设计 中针 对方坯 连铸 系统的控 制难 点 而采取 的相应 措施 。 关键 词 : P L C自动控 制 西 门子P L C 方坯 连铸机 中图分类 号: T F 3 1 文献标识码 : A 文章 编号 : 1 0 0 7 — 9 4 1 6 ( 2 0 1 3 ) 0 4 — 0 0 3 8 — 0 1
Ab s t r a c t : Th i s a r t i c l e d e s c r i b e s t h e a p p i f c a t i o n o f S i e me n s s 7 l l e t c a s t e r a u t o ma t i c c o n t r o l s y s t e m, a n d f o c u s e s o n t h e c o n t r o l o b j e c t ,
工业自动控制在连铸中的应用

工 业 自动 控 制 在 连 铸 中 的 应 用
信 息 自动 化 中心
摘 要
彭保 亮
工业 自动控制是实现液体金属连续铸 锭所 必须的工艺技术 ; 是连铸提高产量 、 保证铸
锭质量 、 降低 消耗 、 改善操作 的重要手 段 , 并取得 了显 著的经 济效益 。连铸 工业 自动控 制
・
图 2控 制 系 统 硬 件 平 台 配 置
2l ・
维普资讯
公共 P C站 ( O 和 1 2 3、 L C M) 、 、 4流 P C L 站 内部 主 、 站 间 采 用 P O I U P网 通 从 R FB SD
目录 下 ; 比如 d \J \rc e \rd \Q 3 — :\Y \ i \gae \ 25 ep 10 10 在 WI C 中 建 立 内部 变 量 ( 在 5 x5 : NC 只
广泛 采用 同位素 式钢水 液 面计 等 。同位 素式 钢水液 面检 测仪 由放 射源 、 探测 器 、 信号 处理 及输 出显 示等部 分组 成 , 图 1 如 所示 。
・
主站 ,7—3 0系列产 品为从 站 ; 配 置 兼顾 S 0 该 系统 的反 应速 度及 成本 。
0 JI
包含过程参数 的 自动检测 、 基础 自动化 、 过程 自动化 、 管理 自动化四个部分。
1 连铸工业 自动控制 中的钢 水液面 自 动控制系统
钢水 液 面 自动控制 系统 以结 晶 器钢水 液 面高度 控制 为 目标 。通 过 中 间包 钢水 水 口滑
件 网络 配置 , 如图 2、 3所 示 。 图
-
譬
童
—■■
。 一_ — 。 ,_
制造业的工业互联网实践案例
制造业的工业互联网实践案例工业互联网是指以互联网为基础,将制造业的各个环节连接起来,通过数据传输和分析实现生产过程的智能化和优化。
在工业互联网的大背景下,许多制造业企业开始积极探索实践,以提高生产效率、降低成本、提升竞争力。
本文将介绍几个制造业领域中的工业互联网实践案例,以期为读者进一步了解和推动工业互联网的应用提供参考。
案例一:德国西门子公司的数字工厂作为全球著名的工业自动化和数字化解决方案供应商,西门子公司借助工业互联网的力量实现了其“数字工厂”战略。
该案例中,西门子公司将传感器、智能设备与云计算技术相结合,实现了对生产线的实时监测和控制。
通过连接工厂内的各个设备和系统,西门子能够迅速获取设备状态和产线数据,并通过数据分析和运算,帮助企业预测和解决生产异常情况。
这一实践不仅提高了生产效率和质量,还为企业带来了可观的经济效益。
案例二:中国航天科工集团的远程监控系统中国航天科工集团利用工业互联网技术,建立了一个覆盖全国多个分布式工厂的远程监控系统。
该系统将各分厂的生产设备和工艺过程信息进行集中管理和监控,实现了跨地域、跨设备的实时监测和远程操作。
通过这一系统,航天科工集团单位可以及时了解生产情况,并能够针对异常情况进行快速调整和处理。
这一实践不仅节约了企业在人员和物力资源方面的开支,还提高了产品交付的准确性和生产效率。
案例三:德国博世公司的智能工厂博世公司是全球著名的家电设备制造商,通过引入工业互联网概念,实现了其智能工厂的建设和升级。
在这个智能工厂中,博世公司借助互联网技术,将生产设备、物料管理、供应链和销售环节进行了全面的数字化和智能化。
通过这一系统,博世公司可以实时监控和控制生产线上的各个环节,提高了生产过程的可视化和可控性。
同时,通过与供应商和销售商的连接,博世公司在供应链和销售环节也实现了信息的共享和协同,进一步提高了运营效率和产品质量。
综上所述,工业互联网的实践在制造业中已经呈现出广泛的应用和良好的效果。
工业以太网技术在连铸机控制系统中的应用
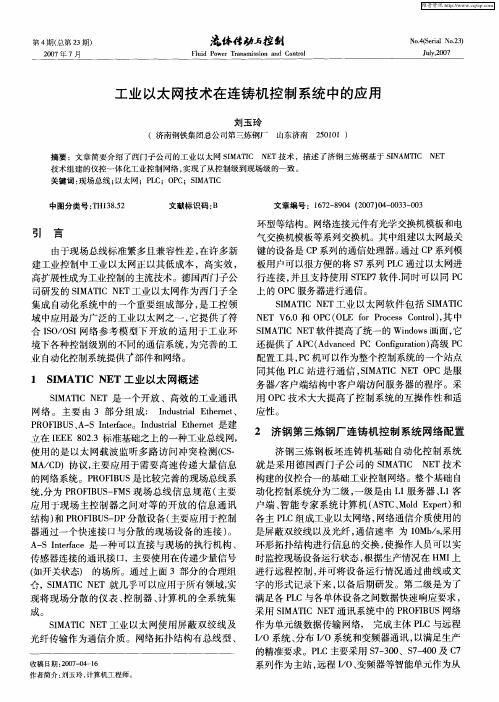
气交换机模板等系列交换机。其中组建以太网最关 键的设备是 C 系列 的通信处理器。 P 通过 C 系列模 P 板用户可以很方便的将 s 7系列 P C通过 以太 网进 L 行连接 , 并且支持使用 S E 7 T P 软件. 同时可 以同 P c 上的 O C服务器进行通信。 P S A I E I TC N T工业 以太 网软件包括 SM TC M I A I N T V. E 6 0和 O C( L o PoesC nr1, 中 P O E fr rcs ot )其 o sMA I E I TC N T软 件提 高 了统 一 的 Widw 画 面 , no s 它 还提 供 了 AP ( dacdP of uain高级 P C A vne C C ni rt ) g o C 配置 工具 ,C机可 以作 为整个 控制 系统 的一个 站点 P 同其他 P C站进行通信 ,I A I E P L S TC N T O C是服 M 务器/ 客户端结构中客户端访问服务器的程序 。采 用 O C技术大大提高了控制系统 的互操作性 和适 P 应性 。
J l,0 7 uy2 0
工业以太 网技术在连铸机控制系统 中的应用
刘 玉玲
(济南钢铁集 团总公 司第 三炼钢厂 山东济南 200 5 1 1)
摘 要 :文章简要介绍 了西 门子公司 的工业 以太 网 SMA I N T技 术 ,描述 了济钢三炼钢基于 SN M I N T I TC E I A TC E
维普资讯 http://Leabharlann
第 4 总第2 期) 期( 3
20 0 7年 7月
溢体秸动 控副
F u d P we r n miso d Co to I i o r T a s sin a nrl n
西门子S7—400PLC和WinCCV6在连铸结晶器调宽上的应用
HM l 及
PLC 控 制 系 统
2控 制原 理
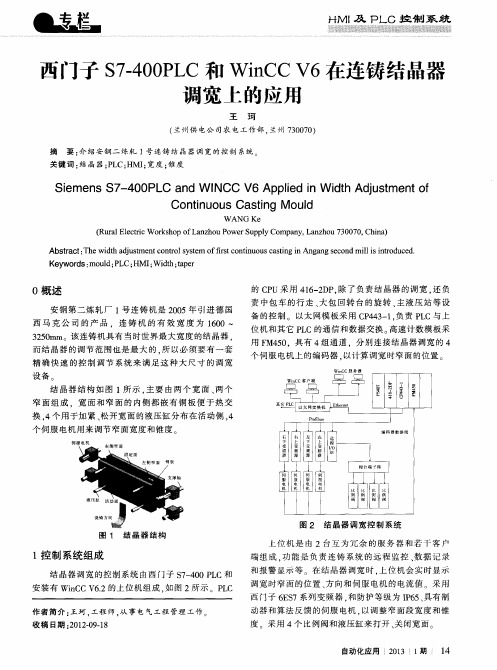
调宽时 . 宽 面 的 活 动 端 由 4个 液 缶 I = 打 开 液 压 缸 由具 有 压 力 变换 反 馈 的 比例 阀控 制 . 活 动 端 为压 力 控制 . 用 以调 宽结 束 后 把 活 动 端 和 窄 面 端 向 固定 段 压 紧. 给 出合 适 的 胝 力 以关 闭 结 晶 器 . . 窄面调 整是 为了改变结 晶器宽度 和锥度 . 4个 轴 杆( 带 有 减速 机和 制动 器 、 伺服 电机驱 动 ) 布 置 在 窄 面 段 的顶 部 和 底 部 ( 每 边 2个 ) . . 所 有 电 机 由 变 频 器 控 制 电机 白带 编 码 器 . 信号 进入 P L C的汁数模 板 , 以计 算 实 际位 置 传 动 速 度 约  ̄ 1 0 4 0 r / m i n 4个 变 频
关 键词 : 结 晶器 ; P L C; HMI ; 宽度 ; 锥 度
S i e me n s S 7 - 4 0 0 P L C a n d WI N C C V 6 A p p l i e d i n Wi d t h A d j u s t me n t o f
HM I 及
PLC 控 制 系 统
西 门子 S 7 — 4 0 0 P L C和 Wi n C C V 6 在 连铸 结 晶器 调宽 上 的应用
王 珂 ( 兰 州 供 电公 司农 电 工 作 部 , 兰州 7 3 0 0 7 0 ) 摘 要: 介 绍 安 钢 二 炼 轧 1号 连 铸 结 晶 器 调 宽 的控 制 系 统 。
收 稿 日期 : 2 0 1 2 . 0 9 . 1 8
天津冶金2010年总目次
冶炼工 艺对新 型不锈轴 承钢 的冶金质 量和 接触疲 劳
寿 命 的 影 响 … … … … … … …… … … … … …… ( — 9 2 2)
3 6L筛 网异 型 材 的研 制 开 发 … … … … … … … (- 5 l 1 1)
天 铁 高 强 度 车 厢 板 T 6 0 轧 板 卷 生 产 实 践 ( — 6 r0 热 3 1)
中间包 自由表面 的数值模 拟与物理模拟 ……… (— ) 5 1
结 晶 定 碳 技 术 的应 用 研 究 … … … … … … … … … ( - ) 5 5
高速铁 路轨枕 板钢丝 用盘条 的研 制与开 发 …( — 0 4 1)
天 津 冶金 2 1 0 0年 总 目次
天津冶金 2 1 0 ห้องสมุดไป่ตู้ 目次 0年
专 题 报 道
1 B自动测控 系统 ……………… ………………(— 4 2 1) 浅谈原 料结算 系统 的升 级改 造 ………………( - 8 33)
浅 谈 天 铁 通 讯 管 理 系 统 的 实 现 … … … … … … (— 1 34 )
研 究 与 应 用
浅 析热像 图对结 晶器传热 和事 故的监控作用 …( — ) 5 7 提 高含铝 圆钢坯可浇性 的生产实践 ……………( 一 ) 6 1 关 于规 范和优化钙处理技术 的探讨 ……………( — ) 6 4 中间罐浇 钢操 作对板坯质量影 响的探讨 ………( — ) 6 7 天铁 10t 8 钢包渣线侵蚀原 因分 析及改进 ……( - 1 6 1) 天铁 4号高炉 中修开炉实践 ………………… (— 3 6 1)
板坯连铸控制系统改造
板坯连铸控制系统改造摘要某钢厂5#板坯连铸机电气控制系统长期以来存在通讯故障问题,经常导致网络中断、信号不稳定等故障,严重影响生产,通过对plc系统硬件组态、网络通讯屏蔽及接地系统等改造,彻底解决了系统的通讯故障问题,有力保障了生产的顺利进行。
关键词控制系统;plc;profibus-dp;干扰;改造中图分类号tm57 文献标识码a 文章编号1674-6708(2013)83-0134-020 引言板坯连铸生产线是在生产过程中有着连续性、周期性和不可中断性的生产设备。
控制系统是连铸的中枢,如果在生产过程中突然中断,轻则铸机短暂停止钢坯出现接痕,重则铸机停止生产甚至有卧坯的危险,影响生产、造成损失。
因此,保证板坯连铸控制系统的稳定、可靠、安全运行极为重要。
影响控制系统的干扰源一般都是由电流或电压剧变产生的,大致可以分为两类,一是来自系统外引线的干扰,二是来自控制系统内部的干扰。
本系统采用了西门子可编程控制器及70系列变频器,其产品在抗干扰方面具有较高的水平,能够在恶劣的工业现场稳定运行。
然产品的可靠性高并不是保证设备稳定运行的充分条件,还必须在工程设计、安装施工以及使用维护等方面高度重视应用合理,才能保证系统安全可靠的运行。
5#板坯连铸机自投产以来存在通讯故障问题,经常导致网络中断,铸机非计划停机,严重影响生产并可能发生安全事故。
本文通过对故障问题的分析,提出改造方案,彻底解决通讯故障问题保障生产顺利进行。
1 系统的组成2 故障现象及分析在浇铸过程中,结晶器振动、扇形段传动、辊道区域传动停止或部分停止,编码器跟踪值不准,设备重启后正常。
检查电气元器件正常,查询变频器故障代码为f082通讯故障。
我们通过仔细分析和现场检查认为故障原因有以下几点:1)plc在设计方面不合理。
在设计之初没有结合现场,通讯线路过长,关键性设备和次要设备都在一条dp线路上,一个简单的故障可能引起整个系统的事故,且在施工过程中没有达到实际要求的标准;2)现场的电磁干扰。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 2 P O I U P 网络 结 构 图 R FB SD
此, 要按 照设备工艺要求通过 P C编程运算 出每 台电 L
机的实际输 出频 率 , 过变频器来 准确 地控制 电机 转 通 速。 在实际控制 中结 晶器振动 电机 的输 出频率 与拉轿
变频器 变频器
ET 0 M 20 鹾 醣
的同步控制是 控制系统 的关键 。考虑到设备 的因素 ,
连铸机是 4流方坯连铸机 ,每一 台 P C控制 2流 、 L 每
流 包 括 3台拉 轿 机 电 机 和 1台结 晶器 振 动 电机 , 机 电
变频 器
翔鼗
变频器
盛醴
采用变频控制 。 每台拉矫机 电机 的安装位置处在铸坯 不 同的弧段上 , 因此每台 电机 的输 出频率各不 同。因
21 P C与 P C之 间的数 据 交换与 共享 . L L
根据现场设备 的安装特点 , 台 P C柜之间相距 每 L 2m, 信数据量不大 ( 个 字节 )网络传输速率要求 通 8 、 不高( 8 . k is , 17 bt ) 因此选用 了 M I 5 / P 这种简单经济 的 网络通信方式 。 采用其 中的全局数据包通信方式实现
2 拉 轿 机 速 度 与 结 晶 器振 动 连 锁 同步 控 制 . 2
。M
圆 一一一一
PROn B S P U D
2 . 拉轿 机与结 晶器 同步 控制是 决定 连铸 机铸 坯 .1 2 质量好坏 的主要 因素之一 , 何做到高 精度 、 故障 如 低
POI SPl RF UD1 B
交换机等设备组成 ,运用 M I R FB SD P 、 O I U P和T业 P 以太网通信技术来满足控制 系统的要求 。 在连铸机的 自控系统 中运用 SE E S I M N 工业 网络 通信技术 , 实现 了以下功能和特点 : ( ) 运 用 MP 网络通信技术 , 1 I 实现了 3台 P C之 间 L 的数据交换 与共享 ;
调整 。
P ROF B I USDP 2
PKU BUS 2 l DP
2 工业 网络的功能和特点
图 1 连 铸 机 控 制 系 统结 构 图
连铸机 的控制系统结 构见 图 1 。整个控制网络结
构 由 MP 网络 、 R FB SD 网络 、R FB SD I P O IU P 1 P O IU P 2网络 、 工业 以太 网三部分组成 。 I MP 网络实现 了 3 台
P C与 P 的 数 据 交 换 。 这 种 通 信 方 式 是 在 配 置 L I c间
P C 之 间 的 小 范 围 、小 点 数 的 现 场 级 通 信 。 L
P O I U P 网络实现 了 P C与 E 0 R FB SD 1 L T2 0M远程 I / O站之问的数据传输 ,把 I / O通道分散到实际需机
1 概 况
控 制 以太 网 通 信
技术
变频 器 可编 程序控 制 器 备之间 的数据传输 , 提高 了 自动化过程的生产力 和灵
活性 。 工业以太网实现 了 P C与上位机操作站之间的 L
天铁集 团炼 钢厂小方 坯连铸机 控制系 统是采用
SE E SS 0 I M N 740系 列 可 编 程 控 制 器 ,整 个 控 制 系 统 是 由 S 0 74 0系 列 P C 3套 、IME SE 0 M 远 程 L SE N T20
( ) 运用 P O I U P网络通信 技术 , 2 R FB SD 实现 了拉轿 机速度 与结 晶器振动连锁 同步控制 ; ( ) 运用工业 以太 网网络通信技术 ,实 现上位 机操 3 作站与 P C系统 的网络连接。 L 改善了二次冷却水配水
调 节的精度 , 实现 了对 运行参数 的实时监控 、 优化 与
数据传输 , 以对工艺数据进行实时监控 、 线修改 、 可 在
优化参数 、 记录查询 , 以促进生产顺利进行 。
HMI HMI
I / O站 4个 、 n C上位机操作 站( M ) Wi C H I2台 、ME — E R
S N T 0 0变 频 器 1 O D 30 6台 、IME N O M 丁控 网 络 SE S S
现场设备附近 , 而降低 了整个 系统 的工程费用和维 从
护 费 用 。 R FB SD 2网 络实 现 了 P C与 变频 器 设 P O IU P L
P C硬件 的过程 中, L 组态所需要通信 的 P C站之间的 L 发送 区和接受 区参数 , 不需要任何程序处理 。全局数
据 ( D) 编 程见 表 l。 G 表
21 年第 6 00 期
天津坛4 " -
西 门子 工 业 网络 在连 铸机 控 制 系统 中的应 用
王巍 王利 民 ( 天津天铁冶金集 团有限公 司炼钢厂 , 河北涉县 0 60 ) 5 44
[ 要] 介绍了天铁集团炼钢 厂小方坯连铸 机控制 系统既 SE N 摘 IME S工业网络通信技术 中 M I P 通信 、R FB S通信 、 P O IU 工
表 1 全局数据( GD) 表
西 门子 T 业 网络 在 连 铸 机 控 制 系统 中 的应 用
通 过这 种通 信方 式将 3台 P C连 接在 一 起 , L 使
得 3台 P C设备之间实现少量数据共享成 为可能 , L 减 少 了线缆 的敷设 、 节约 了成本 、 降低 了故障率。