11MSA管理办法-ok
某公司MSA管理办法

某公司MSA管理辦法1. 簡介MSA(Microservices Architecture)是一種軟體架構設計模式,將整個應用程序拆分為多個小型、自治的服務單元,每個單元都可以獨立開發、部署和運行。
這種架構模式有助於提高系統的擴展性、可靠性和可維護性。
某公司在採用MSA架構開發應用程序的同時,需要完善相應的管理辦法,以確保MSA架構的有效實施與運作。
本文將介紹某公司MSA 管理辦法的要點和相關指導原則。
2. MSA管理辦法的目的MSA管理辦法的目的是確保組織在應用MSA架構時能夠提供一致性、可擴展性和可靠性。
下面列出了一些MSA管理辦法的具體目標:•提供準確的技術要求和指導,確保團隊開發和維護的應用程序符合組織的要求;•確保服務單元之間的通信和協作能夠高效可靠,降低系統故障的機會;•提供監控和日誌記錄的標準,方便故障排查和系統分析;•定義限流和故障恢復的機制,確保系統的可用性和性能。
3. MSA管理辦法的內容3.1 技術要求和規範為了確保MSA架構的一致性、可擴展性和可靠性,某公司需要定義相應的技術要求和規範,並向團隊成員進行培訓和宣導。
以下是一些常見的技術要求和規範:•服務單元的開發語言和框架選擇;•服務單元的接口設計和文檔編寫;•邊界網關和API管理工具的選擇和配置;•容器化和部署工具的選擇和配置;•高可用性和故障恢復機制的設計和實施;•監控和日誌記錄工具的選擇和配置。
3.2 通信和協作MSA架構中的服務單元之間需要通過網絡進行通信和協作。
為了確保通信和協作的高效可靠,某公司需要制定相應的策略和辦法。
以下是一些常見的通信和協作管理措施:•定義服務發現和記錄的標準;•確定不同服務之間的接口和協議;•確保服務之間的耦合度盡量低;•設置維護版本控制和回滾機制;•測試服務之間的通信和協作。
3.3 監控和故障排查某公司需要建立有效的監控和故障排查機制,以確保MSA架構的系統運行狀態可掌握並能及時解決問題。
MSA管理办法
测量系统分析(MSA)(第三版)
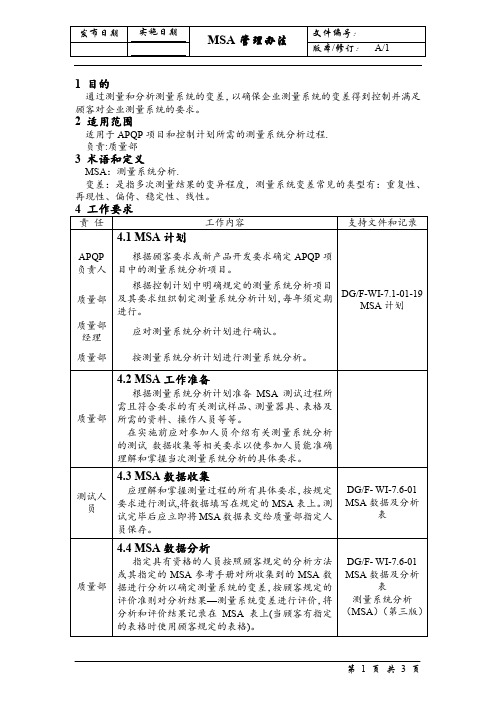
责任
工作内容
支持文件和记录
质量部经理
4.5 MSA结果确认
应对测量系统分析和评价结果进行确认,当顾客有确认要求时,送交顾客前顾客代表应对其进行再次确认。
根据分析与评价结果确定对测量系统是否采取必要改进措施。
当测量系统分析结果不符合顾客要求时组织相关人员对整个测量系统分析过程和测量系统本身进行原因分析,确定其主要原因并提出相应的对策进行改进,改进后应按照以上4.1至4.5的要求重新进行测量系统分析,并记录所采取的措施和采取措施的结果。
质量部
按测量系统分析计划进行测量系统分析。
质量部
4.2 MSA工作准备
根据测量系统分析计划准备MSA测试过程所需且符合要求的有关测试样品、测量器具、表格及所需的资料、操作人员等等。
在实施前应对参加人员介绍有关测量系统分析的测试数据收集等相关要求以使参加人员能准确理解和掌握当次测量系统分析的具体要求。
测试人员
4.3 MSA数据收集
应理解和掌握测量过程的所有具体要求,按规定要求进行测试,将数据填写在规定的MSA表上。测试完毕后应立即将MSA数据表交给质量部指定人员保存。
DG/F-WI-7.6-01
MSA数据及分析表
质量部
4.4 MSA数据分析
指定具有资格的人员按照顾客规定的分析方法或其指定的MSA参考手册对所收集到的MSA数据进行分析以确定测量系统的变差,按顾客规定的评价准则对分析结果—测量系统变差进行评价,将分析和评价结果记录在MSA表上(当顾客有指定的表格时使用顾客规定的表格)。
1目的
通过测量和分析测量系统的变差,以确保企业测量系统的变差得到控制并满足顾客对企业测量系统的要求。
MSA管理流程
2` 3.65 零件數 2 3 4 5 6 7 8 9 10
3 2.70 K3 3.65 2.70 2.30 2.08 1.93 1.82 1.74 1.67 1.62
% R&R
=100 [R&R/TV] =100 [ / ] = %
零件變異(PV) PV=RP × K3 = × = 全變異 (TV) TV=√(R&R2+PV2) 2 =√( 2 + ) =
2 3
K1
பைடு நூலகம்4.56 3.05
%EV=100〔EV/TV〕 =100〔___/___〕 =_____% % AV=100[AV/TV] =100[ / ] = % n=零件數 r=量測次數
=____ 再現性-評價人變差(AV) 2 2 AV=√〔 (Xdiff×K2) -(EV /nr)〕 =√[( × )2- ( 2/× )] 作業者人數 K2 再現性&再生性(R&R) R&R =√( EV + AV ) 2 =√( 2 + ) =
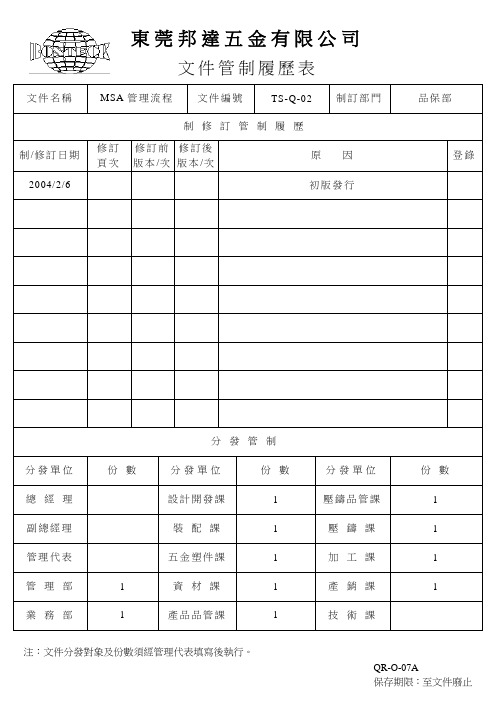
注:文件分發對象及份數須經管理代表填寫後執行。 QR-O-07A 保存期限:至文件廢止
東莞邦達五金有限公司
文件名稱 制訂部門 MSA 管理流程 品保部 制訂日期 文件編號 2004/2/6 TS-Q-02 修訂日期 版本/次 1.0 頁 碼 第 1 頁,共 5 頁
1.目的: 1.目的:為使本公司之量測系統能得到有效的管制與評估,特制訂本程序以評估量測系統的變異性,進而依此對其進 目的
東莞邦達五金有限公司
文件管制履歷表
文件名稱 MSA 管 理 流 程 文件編號 TS-Q-02 制訂部門 品保部
制 修 訂 管 制 履 歷 制 /修 訂 日 期 2004/2/6 修訂 頁次 修訂前 修訂後 版 本 /次 版 本 /次 原 因 登錄
MSA管理办法
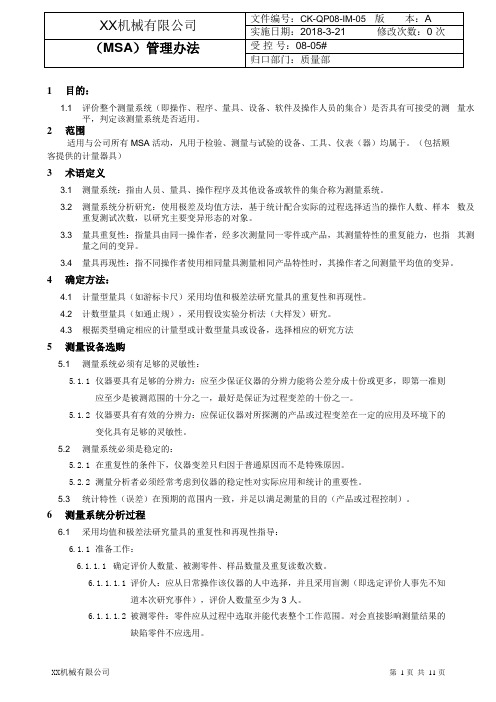
1目的:1.1 评价整个测量系统(即操作、程序、量具、设备、软件及操作人员的集合)是否具有可接受的测量水平,判定该测量系统是否适用。
2范围适用与公司所有 MSA 活动,凡用于检验、测量与试验的设备、工具、仪表(器)均属于。
(包括顾客提供的计量器具)3术语定义3.1 测量系统:指由人员、量具、操作程序及其他设备或软件的集合称为测量系统。
3.2 测量系统分析研究:使用极差及均值方法,基于统计配合实际的过程选择适当的操作人数、样本数及重复测试次数,以研究主要变异形态的对象。
3.3 量具重复性:指量具由同一操作者,经多次测量同一零件或产品,其测量特性的重复能力,也指其测量之间的变异。
3.4 量具再现性:指不同操作者使用相同量具测量相同产品特性时,其操作者之间测量平均值的变异。
4确定方法:4.1 计量型量具(如游标卡尺)采用均值和极差法研究量具的重复性和再现性。
4.2 计数型量具(如通止规),采用假设实验分析法(大样发)研究。
4.3 根据类型确定相应的计量型或计数型量具或设备,选择相应的研究方法5测量设备选购5.1 测量系统必须有足够的灵敏性:5.1.1仪器要具有足够的分辨力:应至少保证仪器的分辨力能将公差分成十份或更多,即第一准则应至少是被测范围的十分之一,最好是保证为过程变差的十份之一。
5.1.2仪器要具有有效的分辨力:应保证仪器对所探测的产品或过程变差在一定的应用及环境下的变化具有足够的灵敏性。
5.2 测量系统必须是稳定的:5.2.1在重复性的条件下,仪器变差只归因于普通原因而不是特殊原因。
5.2.2测量分析者必须经常考虑到仪器的稳定性对实际应用和统计的重要性。
5.3 统计特性(误差)在预期的范围内一致,并足以满足测量的目的(产品或过程控制)。
6测量系统分析过程6.1 采用均值和极差法研究量具的重复性和再现性指导:6.1.1准备工作:6.1.1.1确定评价人数量、被测零件、样品数量及重复读数次数。
6.1.1.1.1评价人:应从日常操作该仪器的人中选择,并且采用盲测(即选定评价人事先不知道本次研究事件),评价人数量至少为 3 人。
MSA管理规定

MSA管理规定受控状态:发放编号:发布日期2023年1月20日实施日期2023年1月25日有限公司发布修订履历表1对测量系统变差进行分析评价,以确定测量系统是否满足规定要求,确保测量数据质量。
2范围适用于公司对测量系统分析(MSA)的管理。
3职责3.1质量部负责测量系统分析的管理。
3.2各相关部门配合做好测量系统分析工作。
4定义4.1测量系统:指用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;是获得测量结果的整个过程。
5管理内容5.1测量系统分析的对象和时机5.1.1测量系统分析的对象:控制计划中所识别的每种检验、测量和试验设备系统。
5.1.2测量系统分析的时机1)APQP过程中“产品和过程的确认”阶段,按“过程的设计和开发”阶段确定的《测量系统分析计划》进行。
2)原则上每年进行一次测量系统分析。
每年12月底前,质量部制定下一年度《测量系统分析计划》,经部门负责人批准后实施。
3)对新购置的与现有不同的测量设备,由品管部组织进行测量系统分析。
4)其他情况:如顾客要求;对测量结果有异议时;质量改进需要等。
5.2测量系统变差的分布特性5.2.1位置变差1)偏倚:相同零件上同一特性的测量结果平均值与基准值的差值。
2)线性:在整个测量范围(量程)内偏倚大小的变化。
3)稳定性:在某阶段时间内,测量同一基准或零件的单一特性时获得的测量总变差,是偏倚随时间的变化。
5.2.2宽度变差1)重复性:同一评价者使用同一测量仪器,对同一零件的同一特性多次测量获得的测量变差。
通常被称为E.V.一设备变差,系统内变差。
2)再现性:不同评价者使用同一测量仪器,对同一零件的同一特性多次测量获得测量平均值的变差。
通常被称为A.V.一评价者变差,系统间变差。
5.3测量系统分析的基本要求5.3.1评价者:必须从日常操作该仪器的人员中选择。
5.3.2样件:必须从过程中选择,并且该样件能代表整个生产作业范围。
测量系统分析(MSA)管理办法
测量系统分析(MSA)管理办法1 / 12测量系统分析(MSA)管理办法一、目的1.1为规范地进行测量系统分析工作,确保测量系统分析准确、有效,特制定本文件。
1.2本文件适用于新的或改进后的,用于产品测试和测量中的测量系统分析工作的管理。
二、范围适用于公司产品量测设备及量具的统计变差分析。
三、术语和定义3.1 MSA:即测量系统分析,对测量系统进行分析,目的是发现哪种因素对测量系统有显著影响,验证一个测量系统是否可行,并保持持续的恰当统计特性。
3.2测量系统:系指用来获得测量结果的整体(包括:量具、测量者、测量方法等)。
3.3“计量型”数据:测量后所给出的具体测量数值。
3.4“计量型”测量系统分析的途径:包括“稳定性”、“重复性”、“再现性”、“偏倚”及“线性”(五性)的分析、评价。
3.5稳定性:系指测量系统变差随时间变化的结果。
3.6重复性:系指于测量某零件的某一特性时,一位测量者同一量具多次执行这一测量所获得的变差结果。
3.7重复性:在确定的测量条件下,来源于连续试验的普通原因随机变差。
3.8再现性:测量过程中由于正常条件改变所产生的测量均值的变差。
系指于测量某零件的某一特性时,由不同测量者使用同一量具执行这一测量所获得的变差的结果。
3.9偏倚:系指测量所得数值与基准值之间的差距。
3.10 线性:系指在量具预期工作量程内,各量测数据与相应基准值之间的差值(偏倚)之变化情况。
3.11量具的分辨力:若被测特性的变差要求为0.01,测该量具应能读出0.001的变化(分辨能力),即:量具的分辨能力应至少能直接读取被测特性预期变差的十分之一。
3.12计数型测量系统:属于测量系统中的一类,其测量值是一种有限的分级数。
与结果是连续值的计量型测量系统不同。
最常见的是通/止量具,只可能有两个结果。
四、职责4.1品保部:负责制定并实施测量仪器及测量工具校验计划。
4.2各使用部门负责使用仪器之变差分析(主要指重复性、再现性)及送校。
MSA管理办法
5.4.3.3 具体操作步骤
5.4.3.3.1 检测设备的选定:周期MSA分析由质量管理部按《检验设备仪器周期检定计划表》,新产品MSA分析、新购或新制检测设备验收新产品开发项目组按试生产控制计划来选定。其最小读数需为公差范围的1/10~1/5.
4)所有评价人自己和两两间一致并且与基准一致
5)UCL和LCI分别是上、下置信区间边界线。
5.5评审
5.5.1R&R的接受准则,质量管理部经理最终批准测量系统的适用性。
5.5.1.1R&R<10%,测量系统可接受。
5.5.1.210%< R&R<30%,要根据该检测设备的重要性和其成本以及维修费用,同时考虑有无顾客抱怨等情况,综合起来决定是否对该测量系统进行改进,可有条件接受。
5.5.1.3R&R>30%,该测量系统必须改进,不能接受。
5.5.2若需对测量系统采取改进措施时,一定要先分析EV和AV值,找出真正原因后方可采取措施。改进后的测量系统还需作MSA,直到可接受.
5.5.2.1当重复性AV变差值大于再现性 EV 时
1)量具的结构需设计增强;
2)量具的夹紧或零件定位的方式(检验点)需加以改善;
4.2生产部、质量管理部等使用部门负责按MSA计划要求进行实际操作及数据的提报。
5内容
5.1 计划编写:质量管理部责新产品MSA计划编制;负责量产产品周期MSA计划、客户要求MSA计划、新检测设备MSA计划编制。
5.2 测量系统分析计划由质量管理部经理批准。
5.3质量管理部将批准后的“MSA计划”分发相关部门。
5.4.3.3.7 如果评价人在不同的班次,可以使用一个替换的方法。让评价人A测量10个零件,并将读数记录下来;然后让评价人A按不同的顺序重新测量,由记录人员将结果记录下来;评价人B和C也同样做。
MSA分析管理规定
MSA分析管理规定MSA分析管理规定1.目的本程序的目的是评价测量系统的适用性,保证满足产品特性的测量需求。
2.范围本程序适用于公司控制计划中要求的和/或顾客要求的所有测量设备的测量系统分析。
3.引用文件《质量记录控制程序》4.术语和定义MSA:指Measurement Systems Analysis(测量系统分析)的英文简称。
测量系统:指用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合;用来获得测量结果的整个过程。
偏移(准确度):指测量结果的观测平均值与基准值的差值。
一个基准值可通过采用更高级别的测量设备(如:全尺寸检验设备)进行多次测量,取其平均值来确定。
重复性:指由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差。
再现性:指由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
稳定性:指测量系统在某持续时间内测量同一基准或零件的单一性时获得的测量值总变差。
线性:指在量具预期的工作范围内,偏倚值的差值。
盲测:指测量系统分析人员将评价的零件予以编号,然后要求评价人以随机抽样方式进行测量,且评价人之间的测量结果不能相互看到或知道。
5.职责5.1测量系统分析计划制定:质量部。
5.2 测量系统分析所需涉及到的产品测量工作和数据的收集:使用单位。
5.3 数据收集后之测量设备的测量系统分析工作:质量部。
5.4 测量设备的测量系统分析之结果评价和审查:新产品项目组。
6.工作内容6.1在控制计划中选择和配备的量具分辨率应达到公差的十分之一或过程变差的十分之一的要求。
6.2试生产阶段,凡控制计划中规定的或顾客要求的测量设备均需进行测量系统分析。
同时包括:6.2.1新购和更新的检验、测量和试验设备用于控制计划中的量具。
6.2.2用于控制计划中的检验、测量和试验设备的位置移动,并经重新校准。
6.2.3用于控制计划中的检验、测量和试验设备经周期检定不合格,通过修理并经重新校准合格的量具。
MSA(测量系统分析)管理规定
MSA(测量系统分析)管理规定1.目的对测量系统偏差进行分析评估,以确定测量系统是否满足规定要求,确保测量系统满足测量要求,反映测量结果的真实性,确保产品质量,满足顾客需要。
2.范围适用于公司产品生产过程中监视和测量系统的分析和评估管理。
3.职责3.1品质部负责MSA(测量系统分析)的组织、计划、分析、评估。
3.2相关职能部门配合本规定实施。
4.程序4.1 定义4.1.1MSA是Measurement Systems Analysis的缩写,指测量系统分析。
4.1.2ANOV A-方差分析法4.1.3计量型数据:一个样品的测量值4.1.4计数型数据:一个样品的质量和通过/不通过测试结果4.1.5分辨率—测量系统检测并如实指示被测特性的微小变化的能力4.1.6重复性((Reproducibility):测量一个零件的某特性时,一位评价人用同一量具多次测量的偏差4.1.7再现性((Repeatability):测量一个零件的某特性时,不同评价人用同一量具测量的平均值偏差4.1.8偏移:是测量结果的观测平均值与基准值的差值4.1.9稳定性:是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差4.2 测量系统分析计划4.2.1测量系统分析计划必须在前期质量策划中予以考虑,由品质部具体制定。
4.2.2制定测量分析计划的时机:由品质部明确的、为度量产品质量所必须的检测任务(项目)、计量器具及其准确度要求各部门在人、机、料、方、环(4M1E)等任一方面发生改变时4.2.3测量系统分析计划要求突出关键工序、特殊工序。
4.3 明确可接收性判定原则4.3.1测量仪器R&R值低于10%的任何使用情况均可接收;R&R值在10%-30%范围内,基于仪器应用的重要性、测量装置及其维修成本等因素,由品质部批准后可以接收使用;R&R 值超过30%的情况则不接收。
4.3.2在零件评价人极差控制图中,如极差分析表明极差都受控。
MSA管理办法.doc
-------------精选文档 -----------------文件会签/审批记录文件会签栏部门签名日期部门签名日期技术市场部材料部财务部企划部质量部采购部生产部装备部物流部审批栏批准审核编制-------------精选文档 -----------------文件修订记录版本修订处数标记修订原因描述签名日期1.目的本程序文件针对测量系统进行分析与管理,使测量系统处于受控状态,确保过程输出所测得的数据有效。
2.适用范围适用于本公司的产品在生产过程中所有在用计量器具和测试设备,亦适用于其它客户及本公司内部要求。
3.定义3.1 测量过程:是指给具体实体或系统赋值的过程。
3.2 测量系统:是指操作、零件、评价人、测量工具、设备的集合(整个获取测量结果的过程)。
3.3 MSA :全称为Measurement System Analysis(测量系统分析),是指对测量体系进行分析的过程。
3.4 分辨率:是为测量仪器能够读取的最小测量单位,又称最小刻度读数。
3.5 测量系统的术语与评价参数3.5.1 偏倚:是指测量结果的观测平均值与基准值的差值;3.5.2 线性:是指测量设备在正常工作量程内偏倚的变化量;3.5.3 稳定性:是指经过一段长期时间下,用相同的测量系统对同一基准或零件的同一特性进行测量所获得的总变差。
3.5.4 重复性(设备 EV ):是指由一个评价人,采用同一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差。
3.5.5 再现性(评价人 AV ):由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。
3.5.6GR&R (测量设备的重复性和再现性):是指测量系统的可重复性与可再现性的联合估计值,英文全称为 Gauge Repeatability and Reproducibility 。
3.5.7 分级数( ndc ):是指覆盖预期的产品变差所用不重复的97% 的置信区间的数量,其值等于零件变差除以 GR&R 再乘以一个系数( 1.41 ),用于判断测量体系分辨力是否可接受。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号:FS- __________ 版本版次: 1.0 ________ 制定部门: _______ 部_____ 制定日期:2015年5月18日修改日期: _______________ 分发号: __________________ 总页次:5 _____________
一、目的:规定测量系统分析和评价的方法,以及明确测量系统的接收准则,从而确保测量数据的有效性。
二、范围:控制计划中规定使用的测量系统并且离最近一次MSA评价六个月以上者。
三、权责:由质量部负责测量系统分析。
四、定义:
4.1 MSA :测量系统分析;4.2 EV:重复性一设备变差;
4.3 AV :再现性一评价人变差;
4.4 GRR:重复性和再现性;
4.5 PV :零件变差;
4.6 TV :总变差;
4.7 ndc:测量系统分辨率。
五、作业内容:
5.1计量型测量系统分析(均值和极差法):
5.1.1本公司计量型测量系统见“计量器具台帐”;
5.1.2计量型测量系统分析的方法本公司采用均值和极差法;
5.1.3具体操作步骤:
5.1.3.1测量系统的选定:质量部按“测量仪器年度校准计划表”及控制计划来选定。
其最
小读数需为公差范围的1/10。
5.1.3.2 评价人的选定:由质量部从日常操作该测量仪器的人员中挑选2—3人进行测
量。
另外,质量部负责MSA研究的人员进行记录和计算评价。
5.1.3.3测量参数的选定:由质量部选定,并填写在“量具重复性与再现性报告”的表格
中。
5.1.3.4被测零件的选定:由质量部研究人员和评价人一起选取具有代表整个生产过程的10
个零件(有时,每天取一个,连续10天)。
然后由研究人员按1到10给零件编
号,在测量时评价人看不到这些编号,可测量2—3次。
5.1.3.5 让评价人员A以随机的顺序测量10个零件,由研究人员计入“量具重复性和再现性
数据收集表”的第一行,再让评价人B和C测量者10个零件并相互不
看对方的数据,由研究人员记录于“量具重复性和再现性数据收集表”的第6
行和第11行。
5.1.3.6使用不同的随机测量顺序重复上述操作过程,把数据填入第2、7和12行,如
果需试验三次,则重复上述操作,记录于第3、8和13行中。
5.1.3.7 如果评价人在不同的班次,可以采用一个替换的方法。
让评价人A测量10个
零件,并结果记录于“量具重复性和再现性数据收集表”的第一行,然后,让评
价人A按不同的顺序重新测量,由研究人员将结果记录于该表的第2行和第3
行,评价人B和C,也同样做。
5.1.4 “量具重复性和再现性数据收集表”的计算按照其格式计算出相应数据,然后将R、X
DIFF及Rp的数据填入“量具重复性与再现性报告”中。
5.1.5研究人员计算出EV AV和GRR勺百分比数值。
5.1.6 GRR的接受准则:
5.1.
6.1 %GRR〈10%测量系统可接受;
5.1.
6.2 10% <%GRR30%要根据该测量设备的重要性和其成本以及维修费用,同时
考虑有关顾客抱怨等情况综合起来决定是否对该测量系统进行改进;
5.163 %GRR>30% 该测量系统要改进;
5.164 ndc > 5。
5.1.7原因分析:
5.1.7.1如果重复性(EV比再现性(AV大,原因可能是:
(1) 仪器需要维护;
(2) 量具应重新设计来提高精度;
(3) 夹紧和检验点需要改进;
(4) 存在过大的零件内变差。
5.1.7.2如果再现性(AV比重复性(EV大,原因可能是:
(1) 评价人需要更好的培训如何使用量具仪器和读数;
(2) 量具刻度盘上的刻度不清楚;
(3) 需要某种夹具帮助评价人提高使用量具的一致性。
5.1.8若需对测量系统采取改进措施时,一定要先分析%E\和口%AV值,找出真正原因后方
可采取措施,改进后的测量系统需作好MSA直到可接受。
5.1.9若测量数据的变差很小,集中于某数据段,但%GR很大时,可用公差T代替“量具重复
性与再现性报告”计数公式中的%TV
5.1.10 “量具重复性和再现性数据收集表”中第5、10、15行的所有数值都不能大于19
行的R数值,若有数据大于R时,需重新测量,直到满足该条件,或删除这些数值,再
由剩余数值进行计算。
5.2计数型测量系统分析:
5.2.1本公司的计数型测量系统见“计量器具台帐”。
5.2.2计数型测量系统分析的方法本公司采用小样法和风险分析法。
5.2.3小样法具体操作步骤:
5.2.3.1测量系统的选定:由质量部按“测量仪器年度校准计划表”及控制计划中的规定来
选定。
5.2.3.2 评价人的选定:由质量部从日常操作该测量系统的人员中挑选二名进行测
量。
由质量部的研究人员进行记录及评价。
5.2.3.3被测零件的选定:先用计量型测量系统测量20个零件,并确保这20个零件
里有4—6个不合格,由研究人员编号,一定要注意这4—6个不合格零件的编号
不能让评价人知道。
5.2.3.4由二名评价人随机对零件进行测量,研究人员将结果记录于“计数型数据小样法分
析表”。
5.2.3.5接受准则及评价:如果所有的测量结果(每个零件四次)一致,则接受该测量系统,
否则应改进或重新评价该测量系统。
若不能改进该测量系统,则不
能被接受并且应找到一个可接受的替代测量系统。
524风险分析法:
524.1测量系统的选定:由质量部按“测量仪器年度校准计划表”及控制计划中的规定来选定。
524.2 评价人的选定:由质量部从日常操作该测量系统的人员中挑选三名进行测量。
由质量部的研究人员进行记录及评价。
5.2.4.3被测零件的选定:先用计量型测量系统测量50个零件,并确保这50个零件
里有一些不合格品,由研究人员编号,一定要注意这些不合格零件的编号不能
让评价人知道。
5.2.3.4由三名评价人随机对50个零件进行3次测量,研究人员将结果记录于“风险分析
法数据记录表”。
5.2.3.5 接受准则及评价:
A. 计算3个评价人两两之间的一致性Kappa =(p° - pe) /⑴pe)(p0 = 对
角线单元中观测值的总和,pe =对角线单元中期望值的总和);
B. 再计算3个评价人与基准之间的一致性Kappa二(卩。
-pe) /⑴pe)(pO=对
角线单元中观测值的总和,pe =对角线单元中期望值的总和)。
C. K appa的接收准则是:大于0.75表示好的一致性(Kappa最大为1);小于0.4表
示一致性差。
D.
E.研究人员根据上述计算编制“风险分析法报告
六、相关文件:
6.1外来文件-测量系统分析(MSA教材
七、产生的相关记录:
7.1量具重复性和再现性数据收集表
7.2量具重复性与再现性报告
7.3计数型数据小样法分析表
7.4风险分析法数据记录表
7.5风险分析法报告。