V法全自动生产线的介绍
浴缸转台式V法铸造生产线

模具、 砂箱 更换 , 浇注系统真空切换 , 薄膜( 、 面
背膜 ) 开 均 由人 工完 成 。 展
2 与造型 有 关 的技术 参数
硅 砂 :i 2 SO 含量 ≥9 %; 8
车将砂型转运至浇注线上完成浇注。 待冷却后 , 砂型 经转 运 小 车 和解箱 吊车 转入 解 箱 间解 箱 。解 箱 后 的
1 工 艺参数 及 生产 纲领 产 品 : 缸类 薄 壁铸 件 , 浴 材质 为 灰 口铸 铁 件 ; 砂箱 内框 尺寸 ( m)2 0 x 30 7 5最 大 9 5 m :2 0 10 x2 ( 2)
/ 55; 3
浇 注方 式 : 包定 量 定点 浇 注 ; 倾
转 台转 动一周 , 单个模具 依据覆膜 、 喷涂 、 烘干 、 扣 箱、 加砂 、 振实 、 覆背膜 、 起模等工序连续进行操作 , 完 成造 型 。机 械 手分 别 对 下箱 、 箱 进行 起 模 , 箱 上 下
箱。
文章编号 :0 0 0 6 2 1— 2
作者简介 : 张俊峰( 9 1 )高级 程师 , 17 一 , L 主要从 事铸造机械 的研究
开 发
e F M 中国铸造装备与技术 4 2 1 /00
2
3
4
5
6
7
下部模 板升 起实 现覆 膜 。这种 结构避
免 了传 统 薄膜 升 降 引起 的薄膜 破 裂 , 缩 短 了薄膜 升 降 占用 的过 长 时 间 , 使 覆 膜精 度更 高 。 42 齿 条缸 翻转机 械手 .
砂子 经 收砂 斗 落 到落 砂皮 带 机 上一 皮带 机将 砂 _输 f
收 稿 日期 :0 0 0 — 2 2 1— 3 0
送 至 l 高 温 板 式 提 升 机一 振 动筛 筛 除 大颗 粒 和 #耐 其 他 杂 质 一 砂 子 进 入 沸 腾 冷却 床 一2≠ 5 机… l ,{提 t 一 # 空气 槽 造 型 砂 库 一 砂 子 经 m 淋 加 砂 开 荚 加 入 砂 - +
V法铸造工艺设备和质量

V法铸造工艺、设备和质量摘要:介绍了利用真空V法工艺生产铸铁件、铸钢件的实际应用过程,总结了V 法造型工艺的优缺点和操作技巧。
关键词:真空密封造型,负压造型,V法造型,工艺特点1 概述真空密封造型是一种物理造型工艺方法,型砂中不加入粘结剂、水和其它附加物,因而减轻了砂处理的工作量,而且使造型和铸件落砂清理劳动量也大大减轻,旧砂回用率可达95%。
这种铸造工艺是利用塑料薄膜密封砂箱,依靠真空泵抽出型内空气,造成铸型内外有压力差,使干砂紧实,以形成所需型腔的一种物理造型方法。
因此,真空密封造型又名“负压造型法”,或真空密封造型,统称V法造型铸造工艺。
采用V法造型,与传统砂型铸造工艺相比,其设备投资可减少30%左右,造型用木制作模板,用钢板焊接制造砂箱。
所以模型和砂箱使用寿命长,生产周期短,材料利用率较高,铸件废品率降低,内外质量提高,从而铸件成本降低。
利用真空V法造型,可生产铸铁件、铸钢件和有色合铸件,甚至可以薄壁大型铸件,但要根据铸件的形状来决定。
2 V法造型工艺过程(1)模型和模板制造带有抽气室和抽气孔的模型和承接板。
将模型固定承接板上,模型的边缘以及关键部位开设透气孔,透气孔与承模板腔直接连通。
当空腔内处于负压时,空气通过透气孔被抽出去。
如图1所示(2)覆膜加热将一块尺寸与承接板大小差不多的塑料薄膜加热到软化状态,薄膜厚度一般为0.08mm~0.2mm,并具有良好的伸缩性和较高的塑料形变率。
如图2所示图2 薄膜加热装置(3)抽真空薄膜软化后,立即使真空装置开始工作,使软化的薄膜被吸覆在模型上,真空吸力通过透气孔作用于薄膜上,使薄膜与模型紧贴在一起,用真空系统抽出覆膜后承接板及模型中的空气,使薄膜紧贴在承接板和模型上,形成填砂用的承接板(称为覆膜成型),再向模型上喷上快干涂料。
如图3所示图3 模型抽真空4)放置砂箱真空吸力继续作用于模型承载板上,把带有过滤抽气系统的砂箱放在模型四周,并位于薄膜的上面。
全自动生产线(3篇)

第1篇一、全自动生产线的定义全自动生产线是指由多个自动化设备、传感器、控制系统等组成的,能够实现生产过程中各个环节的自动化控制,实现产品从原料到成品的生产过程完全自动化的生产线。
全自动生产线具有高效率、高精度、低能耗、低污染等特点。
二、全自动生产线的发展历程1. 初期阶段(20世纪50年代至70年代):在这一阶段,全自动生产线主要以单机自动化为主,如数控机床、自动化装配线等。
这些设备的应用使得生产效率得到了一定程度的提高。
2. 成长阶段(20世纪80年代至90年代):随着计算机技术的快速发展,PLC (可编程逻辑控制器)和工业机器人等自动化技术的应用逐渐普及,全自动生产线开始向集成化、智能化方向发展。
3. 成熟阶段(21世纪至今):在这一阶段,全自动生产线实现了高度集成化、智能化,具有高度灵活性和适应性。
物联网、大数据、云计算等新兴技术的应用,使得全自动生产线在智能制造领域得到了广泛应用。
三、全自动生产线的特点1. 高效率:全自动生产线通过自动化设备、传感器和控制系统,实现了生产过程的连续化、自动化,大大提高了生产效率。
2. 高精度:全自动生产线采用高精度传感器和控制系统,确保了产品生产过程中的精度,降低了不良品率。
3. 低能耗:全自动生产线采用高效节能设备,降低了能源消耗,有利于实现绿色生产。
4. 低污染:全自动生产线在生产过程中,通过自动化控制减少了废弃物排放,有利于环境保护。
5. 高适应性:全自动生产线可根据生产需求调整生产线布局,实现多品种、小批量生产。
6. 易维护:全自动生产线采用模块化设计,便于维护和升级。
四、全自动生产线的应用领域1. 电子制造业:全自动生产线在电子制造业中得到了广泛应用,如手机、电脑、家电等产品的生产。
2. 汽车制造业:汽车制造业采用全自动生产线,实现了汽车零部件的自动化装配和焊接。
3. 食品制造业:全自动生产线在食品制造业中用于食品的加工、包装和检测。
4. 医药制造业:全自动生产线在医药制造业中用于药品的生产、包装和检验。
v法造型在生产耐磨铸件中的应用
v法造型在生产耐磨铸件中的应用
V法造型是一种铸造工艺,主要应用于生产各种铸件,包括耐磨铸件。
在生产耐磨铸件中,V法造型具有以下应用:
一、高精度铸造
V法造型可以实现高精度铸造,能够生产出形状复杂、精度高的耐磨铸件。
这是由于V法造型采用了先进的数控技术,可以精确控制铸造过程中的各个参数,从而保证了铸件的精度。
二、高效率生产
V法造型可以实现高效率生产,能够快速生产出大批量的耐磨铸件。
这是由于V 法造型采用了自动化生产线,可以实现连续生产,从而提高了生产效率。
三、优质铸件
V法造型可以生产出优质的耐磨铸件,具有良好的耐磨性能和耐腐蚀性能。
这是由于V法造型采用了高温高压的铸造工艺,可以使铸件的组织更加致密,从而提高了铸件的硬度和强度。
四、环保节能
V法造型是一种环保节能的铸造工艺,可以减少废气、废水和废渣的排放,从而降低了环境污染。
同时,V法造型采用了高效的能源利用方式,可以节约能源,降低生产成本。
总之,V法造型在生产耐磨铸件中具有广泛的应用,可以实现高精度铸造、高效率生产、优质铸件和环保节能等多种优点。
中小型铸件V法铸造生产线设计
蓑
一 一 一 翟
科
I
1 V 法 造 型 线 工 艺 流 程
图l 为 V法 造 型 基 本 工 艺 流 程 。 其 造 型 机 组 分 别 完 成 上 箱 和 下 箱 的造 型 。装 有 振 实 台 、 负 压 箱 、型 板 及 模 样 的 移 动 车 在 固定 的 轨 道 上 前 后 移 动 , 电加 热 器 位 于 移 动 车 的上 部 ,有 移 动 机 构 可
中图分 类号 :T G 2 4 9 . 9 文献 标 识 码 :B 文章编号:1 6 7 3 — 3 3 2 0( 2 0 1 3 )0 2 — 0 0 3 7 — 0 3
De si gn o f V- Pr oc e s s Pr odu c t i on Li n e f or Sm al l an d Me di um Ca s t i ng s
Ab s t r a c t :Ac c o r d i n g t o t h e c h a r a c t e r i s t i c o f V- p r o c e s s p r o d u c t i o n l i n e f o r s ma l l a n d me d i u m c a s t i n g s . t h e t e c h n o l o g i c a l p r o c e s s a n d ma i n t e c h n i c a l p a r a me t e r s o f mo l d i n g l i n e f o r V- p r o c e s s we r e p r e s e n t e d . T h e p r o b l e ms t o b e s o l v e d i n s a n d p r e p a r i n g s y s t e m we r e a n a l y z e d . An d t h e ma i n e q u i p me n t s f o r V- p r o c e s s we r e r e c o mm e n d e d . Th e V- p r o c e s s p r o d u c t i o n l i n e wi t h s e mi — a u t o ma t i c c o n t r o l c a n s h o r t e n p r o d u c t i o n c y c l e a n d i ep r r o v e p r o d u c t i o n e f R c i e n c y . Ke y wo r d s : V- p r o c e s s ; mo l d i n g l i n e ; s a n d c o n d i t i o n e r
V法造型
V 法造型
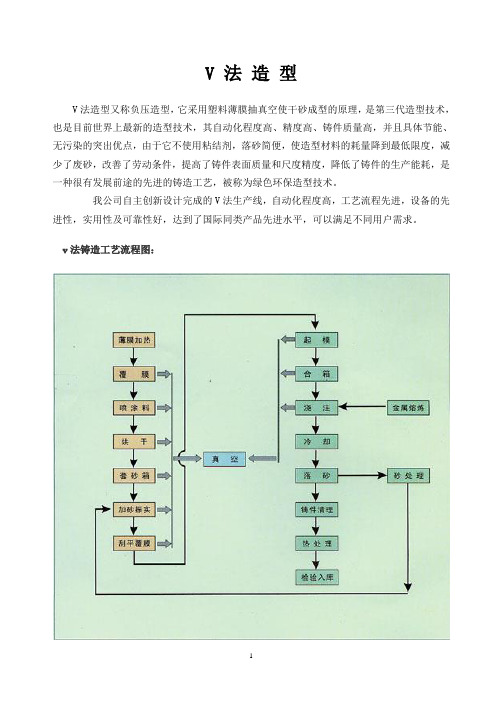
V法造型又称负压造型,它采用塑料薄膜抽真空使干砂成型的原理,是第三代造型技术,也是目前世界上最新的造型技术,其自动化程度高、精度高、铸件质量高,并且具体节能、无污染的突出优点,由于它不使用粘结剂,落砂简便,使造型材料的耗量降到最低限度,减少了废砂,改善了劳动条件,提高了铸件表面质量和尺度精度,降低了铸件的生产能耗,是一种很有发展前途的先进的铸造工艺,被称为绿色环保造型技术。
我公司自主创新设计完成的V法生产线,自动化程度高,工艺流程先进,设备的先进性,实用性及可靠性好,达到了国际同类产品先进水平,可以满足不同用户需求。
v法铸造工艺流程图:
v法生产线:。
Get格雅V法技术文件

V法技术文件目录一、公司简介: .......................... 错误!未定义书签。
二、设备名称: (2)三、工程概述: (2)四、设计的依据 (2)五、方案简介: (2)1、砂处理系统简介: (2)2、造型系统简介 (4)3、辅助系统 (4)4、砂处理指标: (4)六、主要设备简介: (5)1、ZS0660惯性振动给料机 (5)2、S995永磁别离机 (5)3、FTB20沸腾冷却床 (6)4、VS20I直线振动筛砂机 (6)5、HL250链式提升机 (7)6、TH250斗式提升机 (8)7、Z296C震实台 (8)8、覆膜器 (9)9、涂料 (10)10、塑料薄膜 (10)11、电控系统 (10)12、除尘系统 (11)13、真空系统 (12)七、其他 (12)一、设备名称:V法铸造生产线二、工程概述:本次设计主要涉及的是砂处理及简易造型工部。
方案设计着眼于:满足年产6000吨摇柄、箱体等铸件的V法铸造生产线。
流程清晰、优化、合理,物流通畅,布置紧凑,维修方便,设备先进可靠。
三、设计的依据设计依据主要包括:国家有关标准及标准;落砂、筛分、冷却、输送、加砂、振实、真空、液压、除尘等主要设备的能力和性能参数;国内外砂处理线及V法造型设备的模式与技术资料;生产纲领:满足客户要求;四、方案简介:1、砂处理系统简介:浇铸冷却后的砂箱人工吊运至落砂格栅→上箱吊出→工件吊出→下箱吊离→型砂落至落砂过渡斗→惯性振动给料机〔ZS0660〕→永磁别离机〔S995〕→1#斗提机〔HL250〕→直线振动筛砂机〔VS20I〕→1#砂库→沸腾冷却床〔FTB20〕→2#斗提机〔TH250〕→2#砂库→3#斗提机〔TH250〕→皮带输送机→造型砂库→雨林加砂开关→造型砂箱;落砂格栅采用缝隙为10mm的条状栅格, 材质为铸钢件;能将型砂中的冷铁、未完全熔化的塑料薄膜等隔离,巩固耐用且分隔均匀;振动输送机将型砂输送至造型车间外砂处理系统且将型砂温度调匀,防止过热型砂对后续设备造成损坏而影响设备正常使用;悬挂磁选机将经过的磁性物质进行有效别离;1#砂库进一步调匀砂温。
pvc皮带自动流水线讲解范文

pvc皮带自动流水线讲解范文在现代工业生产中,自动化生产线已经成为生产效率提高、生产成本降低的重要手段。
其中,pvc皮带自动流水线作为一种常见的自动化生产线,在各种行业中广泛应用,为产品生产提供了高效、稳定的生产方式。
今天我们就来讲解一下pvc皮带自动流水线的工作原理、优势和应用范围。
一、工作原理pvc皮带自动流水线主要由输送带、传动装置、支撑装置、电控部分等组成。
其工作原理主要是通过传动装置带动pvc皮带循环运行,从而实现产品在生产线上的输送和加工。
同时,通过电控系统对传动装置进行控制,可以实现生产线上不同工位之间的协调配合,实现自动化生产。
二、优势1. 提高生产效率:pvc皮带自动流水线可以实现连续不间断的生产,避免了人工搬运和等待的时间,大大提高了生产效率。
2. 降低生产成本:自动化生产线可以减少人工投入,降低了劳动成本,同时减少了产品生产过程中的错误率,降低了产品质量问题带来的额外成本。
3. 稳定可靠:pvc皮带自动流水线采用先进的传动和控制技术,运行稳定可靠,能够持续高效地工作。
4. 灵活多样:pvc皮带自动流水线可以根据不同的生产需求进行定制,可以进行多样化的生产加工,满足不同产品的生产要求。
5. 安全环保:自动化生产线可以减少工人的直接接触,降低了工作风险,同时通过精确的控制,减少了能源和材料的浪费,符合节能环保的要求。
三、应用范围pvc皮带自动流水线在各种行业中均有广泛的应用,主要包括以下几个方面:1. 制造业:如电子、汽车、家具等行业的生产线上,可以用pvc皮带自动流水线实现零部件的输送、装配和包装。
2. 食品加工业:食品加工行业中的各类食品生产线,可以通过pvc皮带自动流水线实现食品的输送、包装等过程。
3. 化工行业:化工行业中的各类产品生产线,可以通过pvc皮带自动流水线实现原材料的输送、混合、加工等工艺。
4. 物流仓储:各种物流仓储中的货物搬运、分类、分拣等工作,可以通过pvc皮带自动流水线实现自动化操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• •
•
谢 谢! 2012年4月
造型线全貌
浇注线全貌
自动覆膜
涂料
涂料烘干
机械手脱模
合箱
浇注线的真空自动切换
真空负压系统
二)多品种多牌号同时生产运行
• 通过造型线模板负压箱箱的自动穿梭运行 从而实现六个产品同时生产。 • 通过1#2#浇注线实现多个牌号的浇注。
两条浇注线可根据生产灵活组织生产, 从而实现多材质同时运行。
V法自动生产线介绍
成都成工工程机械井研铸造有限责任公司 刘余松
一 前言
•
近年来,由于V法工艺独有的优势,使得 V法工艺发展非常迅猛,但均以简单V法工 艺生产中、大型简单件居多,自动化生产 线非常少见。 • 我公司产品特点:品种多,材质多(灰铁、 球铁、铸钢等材质);并且产品热节分散, 冒口较多,不便于生产组织管理等。 • 我公司07年引进简易试验线,生产桥、箱 等产品,取得了V法生产经验。随着质量及 生产效率要求,迫切期望建一条适合公司 产品特点的自动化生产线。09年开始与多 家V法设备生产厂家交流,前后共拿出二十 多种方案,最终与双星公司反复交流后, 确定了现在的方案。
• 整条生产线模板、砂箱较标准,加上设备 运行较精准,产品尺寸精度高; • 外观普遍高于树脂砂铸件;
六)操作员工劳动强度较低
• 整条生产线自动化程度较高,多数为辅助 性工作,劳动强度大幅度降低,改善了用 工环境。
七)生产成本相对降低
• 相对于树脂砂及水玻璃砂工艺生产钢件, 采用V法自动化生产线,提高了生产效率, 型生产成本,从而使铸件成本降低; • 由于V法固有的特点,工艺出品率较高。
二 我公司V法产品介绍
• 一 )桥类
二 )箱体类
三 我公司1、 实现了自动覆模; • 2 、实现了造型线负压的自动切换及模板 负压箱的自动穿梭运行; • 3 、采用了机械手自动脱模翻箱合箱; • 4 、实现了浇注线负压的自动切换。
现场布局图
三)生产效率高
• 由于自动化程度高,生产效率实现6-8型/小 时的生产效率,对于相对简单铸件可完成 10型/小时。
四)噪音粉尘污染低
• 生产线砂处理及除尘设备安装在室外,保 证了室内的噪音粉尘较低; • 由于造型采用了无粘结剂干砂,浇注时产 生的有害气体较少,体现了V法的优点。
五)产品质量较好