船标 焊接位置
焊接位置的分类与术语图解
焊接位置的分类与术语图解
焊接位置的分类
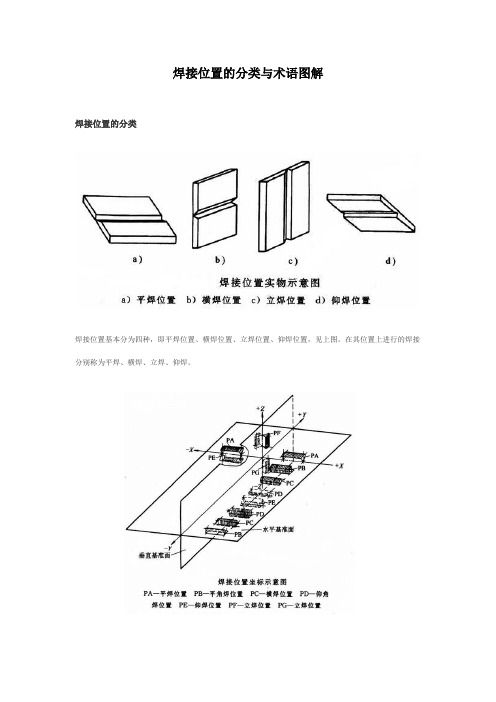
焊接位置基本分为四种,即平焊位置、横焊位置、立焊位置、仰焊位置,见上图。
在其位置上进行的焊接分别称为平焊、横焊、立焊、仰焊。
1.平焊位置:焊缝倾角0°,焊缝转角90°的焊接位置,见上图PA。
2.横焊位置:焊缝倾角0°,焊缝转角0°、180°的对接位置,见PB、PC。
3.立焊位置:焊缝倾角90°(立向上)、270°(立向下)的焊接位置,见图PD。
4.仰焊位置:对接焊缝倾角0°、180°;转角270°的焊接位置,见图PE、PF。
其它常用焊接位置术语
为了更清楚地表达焊接位置(板板、管板、管管)及操作的特点,习惯上还有一些常用的焊接术语。
1.船形焊:T形接头、十字形接头和角接接头处于平位置进行的焊接,如下图。
2.向下立焊和向上立焊:立焊时,热源自下向上进行焊接,称为向上立焊;若热源由上向下进行焊
接,则称为向下立焊。
3.管板的焊接位置:管板角焊缝焊接通常分为三类:垂直俯位、垂直仰位、水平固定。
按其接头种
类又可分为插入式管板角焊缝和骑座式管板角焊缝,如下图:
4.管管的焊接位置:管子对接时,管子边转动边焊接,始终处于平焊位置焊接,称为水平转动焊。
若焊接时,管子不动,焊工变化焊接位置,习惯上称为全位置焊。
水平固定管板焊也可以称为全位置焊。
全位置焊要求焊工具有较高的操作技能、熟练的手法。
在全位置焊时,经常将焊接位置按时钟的钟点划分,如下图所示。
中国船级社焊工资格证书焊接位置分类

我国船级社焊工资格证书焊接位置分类一、介绍我国船级社焊工资格证书是海事行业中的重要资格证书,具有权威性和可信度。
焊接是造船行业中不可或缺的一环,而焊工的资格证书则是评定他们技术水平和专业能力的重要标准。
而焊接位置分类作为我国船级社焊工资格证书的一部分,对焊工具体技术能力的评定有着直接而深远的影响。
二、焊接位置分类的意义焊接位置分类指的是根据焊接的具体位置和角度对焊接技术的技能水平进行分类。
这种分类不仅是对焊工技能的检验,更是对焊接工艺的要求。
焊接位置分类的设置旨在规范焊工的技术要求,保障焊接质量,确保船舶的安全性和可靠性。
三、我国船级社焊工资格证书的焊接位置分类根据我国船级社的要求,焊接位置分类主要分为水平位置焊、垂直位置焊、上方位置焊和仰角位置焊。
其中,水平位置焊是指焊接位置与水平面夹角小于15度,垂直位置焊是指焊接位置与竖直面夹角为90度,上方位置焊是指焊接位置在水平面上方,仰角位置焊则是指焊接位置在水平面下方。
每种焊接位置都有其特定的工艺要求和技术难点,需要焊工具备相应的技能和经验。
四、个人观点在我看来,焊接位置分类的设立对于提升焊工技术水平和规范焊接工艺具有重要意义。
通过对不同位置的焊接技术要求的明确,可以激励焊工不断提升自己的专业技能,规范焊接流程,确保焊接质量,提升船舶制造行业整体水平。
我认为随着技术的不断发展,焊接位置分类也应该不断更新和完善,以适应船舶制造行业的新需求。
五、总结我国船级社焊工资格证书的焊接位置分类是对焊工技术水平和焊接工艺的重要评定标准。
不仅要求焊工掌握不同位置的焊接技术,更要求他们在实际工作中能够灵活运用这些技术,保证焊接质量和船舶的安全可靠。
焊接位置分类的合理性和准确性对于船舶制造行业的发展至关重要。
通过以上文章,相信您对我国船级社焊工资格证书焊接位置分类有了更深入的了解。
若有更多疑问或需要进一步了解,欢迎随时与我联系。
焊接是船舶建造中不可或缺的一环,而焊工的技术水平和专业能力直接影响船舶的安全性和可靠性。
船舶安全标识规定有哪些(3篇)

第1篇一、概述船舶安全标识是保障船舶航行安全、预防事故发生的重要手段。
为了确保船舶安全,我国依据《中华人民共和国船舶安全法》、《船舶安全技术规范》等相关法律法规,制定了船舶安全标识的规定。
本文将对船舶安全标识的规定进行详细阐述。
二、船舶安全标识的种类1. 船舶标志船舶标志主要包括船名、船籍港、载重线、水尺、船型等。
船舶标志应按照以下规定进行设置:(1)船名:船名应采用醒目的字体和颜色,按照规定位置标写在船首两舷和船尾,船尾船名下方标明船籍港,船名船籍港下方标明汉语拼音。
(2)船籍港:船籍港应与船名一并标写在船尾船名下方。
(3)载重线:载重线应按照规定位置标写在船首两舷和船尾,以便于识别船舶装载情况,防止超载。
(4)水尺:水尺应按照规定位置标写在船首两舷和船尾,以便于船上人员、海事安全监督人员检查船舶装载情况。
(5)船型:船型应按照规定位置标写在船首两舷和船尾,以便于识别船舶类型。
2. 船舶安全标志船舶安全标志主要包括:(1)脱险通道标志:规定脱险通道识别的脱险通道标志,如MES标志。
(2)应急设备标志:规定急救设施和便携安全设备使用和位置的应急设备标志,如EES标志。
(3)救生系统和设备标志:规定救生系统和设备使用和位置的救生系统和设备标志,如LSS标志。
(4)消防设备标志:规定消防设备使用和位置的消防设备标志,如FES标志。
(5)禁止行为标志:规定禁止行为的禁止行为标志,如禁止吸烟标志。
(6)危险警告标志:规定危险情况的危险警告标志,如易燃易爆标志。
(7)指定动作标志:规定指定动作的指定动作标志,如紧急停止按钮。
(8)安全和操作须知符号:规定安全和操作须知的安全和操作须知符号,如穿戴救生衣。
三、船舶安全标识的设置要求1. 标志材料:船舶安全标识应采用耐腐蚀、耐候性良好的材料,如不锈钢、铝、塑料等。
2. 标志颜色:标志颜色应符合国家标准,如红色表示禁止,黄色表示警告,绿色表示安全等。
3. 标志字体:标志字体应清晰易读,如宋体、黑体等。
ccs船规第三篇焊接

如上述复试结果仍不合格,则经本社验船师同意,可重新焊制试件,再进行一次全部规定项目的试 验。
!"#"$"* 所有试验结果应全部记录在试验报告内。
· !$& ·
第 ! 章 焊接材料
第 " 节 一般规定
!#"#" 适用范围 ! # " # " # " 本章规定适用于本规范所规定的金属结构焊接所使用的焊条、焊丝和焊剂等焊接材料。 !#"#"#! 本章第 $ 至第 % 节仅适用于钢焊接材料。 ! # " # " # $ 本章规定以外的焊接材料,应将有关的技术资料提交本社批准后方可使用。
焊接材料等级
& * 4 +
铝合金焊接材料认可试验用铝材级别
相应 && 牌号 %7%%(6. %(6$ .(6!
试验用铝级别
表 !"#"$"7
牌号 &<8=$ &>8=-
&<8=- " %8? &<21#8=8?
图 ! " # " $ " (# !)
(.)#% / " !%&
图 ! " # " $ "(# #)
船舶标识要求
船舶标识要求为进一步规范船舶标识,切实解决船舶标志标识不规范、不清晰或缺失的突出问题,及时、方便、有效地对船舶实施监督管理,维护正常的管理秩序,按照《船舶标识规定》的规定,对船舶船名、船籍港、吃水标尺、载重线以及船名灯箱标识标志要求如下:船舶标识要求:(1)吃水标尺、载重线在船舶相应位置标识。
(2)船名标志位置:在船首两舷标明船名;在船尾标明船名和船籍港。
如因船舶尾部结构及尺寸等因素的影响,可在尾部两侧舷墙或尾楼(甲板室)两侧进行标明。
因受船型或尺寸限制无法在上述位置标示的船舶,应当在船尾楼(甲板室)两侧显著不易被遮挡的位置标示船名标志。
(3)字体格式。
汉字为规范的简化字,字体为仿宋体。
字高不小于180mm、字宽不小于120mm、笔画粗不小于18mm;文字的间隔不小于12mm。
具体的尺寸应与船舶尺度大小相协调。
编号为阿拉伯数字,等粗线体。
阿拉伯数字的字高不小于180mm、字宽不小于90mm;数字之间间隔不小于10mm。
具体尺寸应与船舶尺度大小相协调。
汉语拼音位于对应汉字的正下方,与汉字之间行距不小于30mm;汉语拼音字母的字高不小于90mm、字宽不小于45mm、字母之间间隔不小于6mm。
具体尺寸应与船舶尺度及汉字大小相协调。
(4)安装方法。
船名标志安装可以用钢板切割成汉字及数字后焊于船上并用油漆涂刷,或在船体上用电焊条焊出空心字然后在空心部位用油漆涂刷。
(5)20米以下小型船按部局“小型船舶船名标志管理暂行办法”统一安装船名牌或船名灯箱。
但对于20米以下玻璃钢游船、公务船等不适合挂船名牌的小型船舶除外。
船名灯箱的技术要求:(1)对所有进入内河辖区的船舶都必须按照要求安装船名灯箱;(2)船长20米及以上的小型船舶的灯箱尺寸为长500mm,宽450mm(Ⅰ型);船长20米以下的小型船舶的灯箱尺寸为长500mm,宽375mm(Ⅱ型)。
对200总吨以上的非小型船舶的灯箱,其尺寸为长900mm,宽500mm。
船台检验标准

船台检验标准(二)检验前应具备的条件检验员首先应了解部件装配作业的一般工艺要求:1.定位焊要求(1)定位焊焊条牌号应与正式焊接时规定的焊条牌号相同,焊条直径通常为3.2mm;(2)在拼板十字接缝交叉处,定位焊离开交叉点距离不小于10倍板厚;(3)对要求焊断续焊的焊缝,定位焊应施焊于已划妥的焊段尺寸内;(4)定位焊应焊于焊接坡口的反面。
角钢定位焊应焊于角边的内缘;(5)定位焊规格,见表3-8。
表3-8 定位焊规格注:高强度钢定位焊长度应不小于50mm。
2.埋弧自动焊要求(1)焊缝边缘距焊缝15mm范围内应清洁、干燥、无锈、无屑、无氧化物和其它杂物。
(2)焊缝装配间隙及错边要求,见表3-9。
(3)焊缝的始末两端应设置引弧板和引出板。
其厚度与焊件相同,对于焊件厚度≤15mm,取100×100mm;对于焊件厚度≥16mm,取150×150mm。
(4)焊丝必须经过表面处理,除运河锈迹、油污及水份等,焊剂必须按该材料要求的温度和时间进行焙烘,焊剂当天用乘后,应放入干燥密封箱妥善保管。
二、船台基准线检验为使船体分段能在船台上正确定位、安装,确保主船体建造精度而设置的船台中线、水线检验线、肋骨检验线、龙骨线检验线及分段安装工艺规定的其它线条统称为船台基准线。
随着船体建造检测量具,水准仪、准直仪、经纬仪及激光经纬仪的广泛应用,船台基准线的划线精度与分段定位精度更容易保证。
随着船台基准线定位工艺技术的不断改进,船台标杆已逐渐淘汰,分段定位的方法也趋于简便。
在船台中线上用V形插口支撑进行底部分段定位的方法已在国内船厂得到应用,有利于船体建造质量的提高与缩短船台建造周期。
船台基准线检验是检验员对分段安装工艺所规定的船台基准线进行检测。
船台基准线精度是确保船体主尺度建造精度的基础,必须认真检验。
(一)检验前的准备工作检验员应了解船台基准线的种类、含义、设置部位与作用如下:1.船台中线为分段在船台上定左右位置而设置的船体中线位置线称为船台中线。
船体结构焊接要求

船体结构焊接要求1. ⽬的1.1 旨在确保焊接质量满⾜或基本达到各国船级社规范所要求的修船焊接质量标准。
2. 适⽤范围2.1 适⽤各类船舶修理中所⽤的普通结构钢,⾼强度钢的焊接施⼯。
船体结构的焊缝设计在此不作明确规定,原则上均以修理项⽬的具体⼯艺⽂件为准。
3. ⼯艺规程与检验要求3.1 施⼯前应将⼯艺⽂件和检验标准提交相应船级社认可。
⽂件中未提及的均以通⽤⼯艺为准,确保施⼯按规定的要求进⾏。
4. 焊接前的准备构件的坡⼝、装配次序、定位精度及装配间隙应符合⼯艺要求,并应避免强制装配,以减少构件的内应⼒。
若焊接坡⼝或装配间隙过⼤应按规定修正后再施焊。
施焊前焊缝坡⼝区域的铁锈、氧化⽪、油污和杂物等应予以清除,并保持清洁和⼲燥。
涂有车间底漆的钢材,如果车间底漆对焊缝质量有不良影响,则应在焊前将车间底漆清除。
当焊接必须在潮湿、多风或寒冷的露天场所进⾏时,应对焊接作业区域提供适当的遮敝和防护措施。
并保持焊接区域的⼲燥。
将焊条拿到施⼯现场时,最多只能那去半天内所使⽤的数量。
CO2陶瓷衬垫要粘贴牢固、平整且对准坡⼝中⼼,保证坡⼝清洁,随⽤随贴。
5. 焊接⼯艺要点船体重要部位的焊接须由经船级社认可的焊⼯进⾏。
普通结构钢在0℃以下施焊时应使⽤低氢型焊条。
当环境温度低于-5℃时必须按照专门的⼯艺要求采⽤预热或缓冷措施,以防焊件内产⽣冷裂纹和不良组织。
当母材的碳当量(Ceq):Ceq>0.41% 时(Ceq=C+Mn/6+ (Cr+Mo+V)/5+(Ni+Cu)/15),应对焊件进⾏预热;Ceq>0.45% 时,焊后应对焊件进⾏热处理。
所焊结构刚性过⼤、构件板厚较厚或焊段较短时,焊件应进⾏预热。
焊条吸潮过量时,焊接⼯艺性能变差,且产⽣凹坑,应在70—100℃烘⼲30~60min后使⽤。
船体结构的焊缝应按焊接程序进⾏,焊接时尽量使焊接部分⾃由收缩。
对较长的焊缝应尽可能从焊缝中间向两端施焊,对结构复杂的应先焊⽴焊再焊平⾓焊,以减少结构的变形和内应⼒。
船体焊接原则工艺规范标准

DH32 DH36
H10Mn2G/HJ331(SHJ331)
EH32 EH36
其它等效焊材
E71T-1 (DW-100)(2Y)
A、B、D、
外板及构
E70T-1 (MX-200)
CO2气
AH32
架对接,
E71T-1 (SM-1F)(2Y)
体保护
AH36
3
E71T-1 (KFX-712C)
构架与板
NSH-IR
其它等效焊材
A、B、D
AH32
DH32
AH36
DH36
平面分段流
水线中板材
的对接焊
3.3典型结构用焊接材料和焊接方法的规定:
3.3.1当采用手工电弧焊接时,下列结构的焊接必须选用低氢型焊
条焊接。
a)
船体总组立时的环形对接缝和纵桁对接;
b)
具有冰区加强级的船舶,船体外板端接缝和边接缝;
c)
c) c)总段环缝焊接顺序
,见图
3。
UnRegistered
图
3总段环缝焊接顺序
d)分段焊接顺序,见图
4。
先焊外板与外板之间的拼板焊缝,然后焊构架之间的对接焊缝,
再焊构架与构架间的角焊缝,最后焊构架与外板之间的角焊缝。
左
后
1
前
右
图
4分段焊接顺序
6.2船体焊接优先采用的焊接方法
6.2.1小、中组立优先采用的焊接方法,见图
CO2衬垫焊 +
埋弧自动焊
半自动 +自动
自动
8
上甲板对接(横
向)
CO2衬垫焊 +
埋弧自动焊
半自动 +自动
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
船标焊接位置
船标是指在航行中用来标示船只位置和航行方向的标志物。
船标的焊接位置是船体上焊接船标的具体位置。
船标通常被焊接在船体的上方,以便船员和其他船只能够清晰地看到。
船标的焊接位置可能因船型和航行需求而有所不同。
一般来说,船标应该被焊接在船舷的上部,以确保其在航行中不会被其他物体阻挡。
船标的高度通常需要根据船体的规格和航行环境来确定,以便船员和其他船只能够远远地看到。
在焊接船标时,需要注意焊接位置的稳固性和耐久性。
船标在海上经受着各种气候条件和海浪的冲击,因此焊接位置必须经过严格的测试和检查,以确保其能够稳固地固定在船体上,并且能够经受住长时间的使用和风浪的冲击。
船标的焊接位置还应考虑到船员的操作便利性。
船员在船舶上工作时,需要经常观察船标来确认船只的位置和航行方向。
因此,船标应该被焊接在船舷上方,以方便船员在船舷上观察到。
船标的焊接位置是船舶上用来标示船只位置和航行方向的标志物所焊接的具体位置。
这个位置需要经过严格的测试和检查,以确保其稳固性和耐久性。
同时,焊接位置还应考虑到船员的操作便利性,以便船员能够方便地观察到船标。
这样,船舶就能够安全地航行,避免碰撞和其他事故的发生。
船标的焊接位置对船舶的航行安全起
着至关重要的作用。