6sigma之控制图的设计与观察分析
6sigma之控制图的设计与观察分析
的绝对值。此图用于数据不能分组时,如:对钢水化学成分的控制等。
(注:由于
控制图在计量值控制图的实际运用中使用最为频繁,故在
后面的示例中仅举了
控制图的列子,其它控制图的使用可参考相关
书籍。)
2)、计数值控制图
A、 控制图(不合格品数控制图),用于对不合格品数的管理。 B、 控制图(不合格率控制),用于对产品不合格品率控制的场合,是通过产 品的不合格品率变化来控制质量的。
图2-12
图初始和修正的比较
一月份
二月份
七月份
图2-13 修正后的控制图投入使用和改进
2、计数值控制图的设计
1)、 不合格品率控制图 (P控制图)
样本大小n相同的p图
A、收集数据 某产品五月份检验数据如表2-4所示,共检验了25个样本,样本大小n=300
B、确定控制界限
查表-1得:
C、 控制图(缺陷数控制图),用于单件上缺陷数,如铸件上的气孔、砂 眼数、布匹上的疵点等的控制。
D、 控制图(单位缺陷数控制图),用于单位面积、单位长度上缺陷数的 控制。
计数值控制图
数量
(样本大小不变)
百分率
(样本大小变化)
不合格品 Pn - 控制图
P - 控制图
缺陷 C - 控制图 U - 控制图
设当工序不存在系统性原因时, 则
, 。
如图1-4如示, 落在两条虚线外的概率只有0.27%。即1000个样品(数
据)中,平均约有3个数据超出分布范围。有997个落在
之
中,如果从处于统计控制状态的工序中任抽一个样品 ,我们可以认为
一定范围在分布范围
之中,而认为出现在分布范围之外是不可能
的,这就是 原理。
六西格玛管理SPC控制图使用及注意事项
/六西格玛管理SPC控制图使用及注意事项一、控制图使用多数企业对于实施SPC的基本步骤应该是:确定关键测量,实施数据收集计划,绘制数据图,观察结果以及采取适当的行动。
这与作为六西格玛组织基础的“闭环”系统很一致。
数据绘图和检验工作可以很容易由统计软件完成。
简单地输入数据或是从电子表格上复制过来,从操作菜单上选择出控制图类型和检验类型,然后你就得到了一张控制图。
正确选择所使用的控制图类型很重要。
确定哪种形式的控制图适合你的情况且涉及几种因素。
例如,如果你有一些连续型的数据测量(重量、时间、温度等),就可使用两种类型中的一种。
SPC通常会在如何选择恰当的控制图方面给予简明的指导。
企业不需要创制新的控制图,因为这些图在监测过程运行变动上就有实际价值。
因此,你只会偶尔不得不面对这样一个问题:“我们应采用哪种类型的控制图?”二、使用SPC和控制图时的注意事项1、要迅速收集、绘制和观察数据SPC价值的关键就是要及早得到问题或机会的预警,如果你的数据收集系统和报告要花费数天乃至数周才能完成报告,或者根本没有人会去查看这些报告,那么又何必浪费资源呢?2、要仔细选择和给出测量优先次序一两份真正有意义的控制图能给企业很大帮助,而拥有10或15份无关痛痒的图表,则只能意味着你将很快放弃查看它们。
3、要设置和调整你的预警系统使用你了解的过程知识来改进反应计划,对关键事件采取的行动越迅速有效,就越有可能维持顾客和股东的满意!4、不要过于频繁地重新计算控制界限由于控制界限是数据的函数,因而几乎可以随时进行调整,但那会使发现“预警”状态的工作变得困难很多。
最好是只在已知过程发生变化后重新计算界限(当使用软件来检验控制图时,可以通过设置首选项来避免控制界限的重新计算)。
5、不要假设数据是完美的使用类似“可重复性、可再现性测量系统分析”(Gage R&R)来经常检查数据收集的质量对确保是基于问题而不是数据本身发出警报是非常重要的。
精选图表分析技巧6Sigma流程ppt36页
如沒有第一槽,製程能力是怎樣的? 你能把資料分爲子資料組嗎?
圖表程序用途一覽表
9、静夜四无邻,荒居旧业贫。。10、雨中黄叶树,灯下白头人。。11、以我独沈久,愧君相见频。。12、故人江海别,几度隔山川。。13、乍见翻疑梦,相悲各问年。。14、他乡生白发,旧国见青山。。15、比不了得就不比,得不到的就不要。。。16、行动出成果,工作出财富。。17、做前,能够环视四周;做时,你只能或者最好沿着以脚为起点的射线向前。。9、没有失败,只有暂时停止成功!。10、很多事情努力了未必有结果,但是不努力却什么改变也没有。。11、成功就是日复一日那一点点小小努力的积累。。12、世间成事,不求其绝对圆满,留一份不足,可得无限完美。。13、不知香积寺,数里入云峰。。14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。15、楚塞三湘接,荆门九派通。。。16、少年十五二十时,步行夺得胡马骑。。17、空山新雨后,天气晚来秋。。9、杨柳散和风,青山澹吾虑。。10、阅读一切好书如同和过去最杰出的人谈话。11、越是没有本领的就越加自命不凡。12、越是无能的人,越喜欢挑剔别人的错儿。13、知人者智,自知者明。胜人者有力,自胜者强。14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。15、最具挑战性的挑战莫过于提升自我。。16、业余生活要有意义,不要越轨。17、一个人即使已登上顶峰,也仍要自强不息。
最新整理六西格玛图解介绍.doc
1. 請問何謂6σ?所謂6σ就是指在客戶的規格上下限之內應含蓋±6σ的變異。
<版權所有.尋智專業顧問2. 請問客戶為何愈來愈重視6σ?在大量生產的時代客戶都會越來越在意不良品所造成的潛在損失(停機、斷線,全檢等額外的成本),而這些損失都源自於產品超出規格的不良品。
因此,客戶為了降低潛在的風險和損失,當然會回頭要求供應商降低變異換言之,供應商的變異愈小,不良品出現的機率就愈少,客戶的潛在風險也就愈低,這就是客戶愈來愈重視6σ的根本原因。
<版權所有.尋智專業3. 能否舉例說明6σ與個人有何關係?其實6σ並非工廠的事,你我每一個人都身受6σ的影響而不自知,就以等火車為例,為何大多數人都不排隊呢?因為火車實際的停車位置變異太大,所以就無法建立乘客排隊的信心。
但是同一群人,換乘捷運時,為何又都排隊呢?因為捷運停靠月台的位置十分精確,所以大家自然會排隊,由此可見,在每一個人的潛意識中,我們都期待一種變異更小(換言之更加穩定可靠)的生活型態。
<版權所有.尋智專4. 請問6σ與過去大家熟知的品管觀念有何不同?過去的品管觀念比較重視Q(事後的管制),因此才衍生出管制圖與抽樣計劃等品管工具,但是6σ的想法則完全將焦點放在P(事前的生產系統)上,二者的差別可用圖示如下:5. 請問改善系統降低變異是不是有更具體的方向?其實總變異()只是一個綜合的結果,統計學家早已發現:換言之,有些變異來自於原料的變異(),而變異的另一部分則可能來自方法(),當然設備()也有可能造成一些變異。
<版權所有.尋智專業6. 照這樣看來,要做好6σ就不能只靠品管部門自已的努力囉?沒錯,6σ必須動員全公司的力量才可能成功。
所以6σ等於是為眾所週知的TQM找到了一個更容易落實的平台,也提供了更客觀的評估指標。
<版權所有.尋智專業顧問7. 既然改善系統變異與方法(Me),設備(Eq),原料(Ma)等都有關係,但是為何推動6σ愈成功的公司總是先強調方法的改善?為了儘快看到成果,所以降低變異時最明智的作法是要由可掌控性高的部分下手,一般而言一個正在運轉的工廠其設備(Eq)的可掌控性(指立即更換或修改)最低。
6sigma图表分析(PPT 62张)
• 通过对数据分布分析可以找出过程中X变量发生变动的原因
那好,现在开始通过事例 一起掌握图表的分布
确认基本统计量
Descriptive Statistics 可提供多种图表和数据的平均及标准偏差, 倾斜,峰度,置信区间,正态分布等信息,帮助我们确认基本统计量.
Stat > Basic Statistics > Display Descriptive Statistics
Graph > Dot plot (Multiple Do规格的异常状态的数据.
120
通过 Dot plot 可以看出供应商合同付款周期的散布比较大 , 同时平 均值出现严重的偏移.
Histogram直方图
•主要应用在了解数据的形状及形态. •便于掌握数据的集中倾向,位置,平均, 分布等.
S S
2
i 1
2 (X X ) /( n 1 ) i
Sx
Sx n
输出图表分析:
Descriptive Statistics
Variable: 合 同 付 款 期
Anderson-Darling Normality Test A-Squared: P-Value: Mean StDev Variance Skewness Kurtosis N Minimum 1st Quartile Median 3rd Quartile Maximum 1.481 0.001 57.4805 24.2588 588.490 0.252767 -5.1E-01 88 5.560 37.670 52.610 79.638 116.430
95% Confidence Interval for Mu 52.341
精选6Sigma管理实例解析ppt42页
为什么要开展 6 Sigma
管理的科学性复归
质量管理的前进步伐
为什么要开展 6 Sigma
6 Sigma 与TQM 的区别和联系
TQM 6 Sigma依据原理 统计学 统计学 应用对象 产品质量 产品质量 、工作质量 适用范围 产品特性可测之行业 所有商业行为性 质 工具 标志、工具、哲学
什 么 是 6 Sigma
什 么 是 6 Sigma
统 计 工 具 定 量 方 法 学 习 过 程 管 理 哲 学 生 活 方 式
6 Sigma 的基础--正态分布原理
为什么要开展 6 Sigma
6 Sigma的各种表现形式
Sigma 是希腊字母表里的一个字母专业术语 “sigma” 定义为标准偏差----用来描述特性值相对于过程平均值的偏离程度 对于一个商务或制造过程来说 , sigma value ---- 是一个度量单位, 它显示过程的执行情况。Sigma 值越高说明执行情况越好。 Sigma通过测量过程的能力来追求零缺陷。这里把缺陷定义为可能导致客户不满的任何要素在 6 sigma中,常用的测量指数是单位缺陷数 (defects-per unit) 其中单位可以是任何形式--一个零件/一块材料/时间段/距离等 。sigma value 显示了缺陷可能发生的频率。sigma value 越高,过程产生缺陷的可能性越少。当 sigma值增加时,成本下降,工作周期减少,同时客户满意度提高。
同 类 中 最 好 的
一 般 公 司
为什么要开展 6 Sigma
隐性成本是最大的敌人
浪费 返工 报废 投诉 冰山 测试成本 检验成本 水面部分 顾客退货 ------------------------------------------- 冰山 加班过多 未使用能力 水下部分 文件延迟 库存量过高 计划延迟 顾客赔偿金 快件运输 系统成本过高 处理投诉 生产安排脱节 失去的成交机会 产品开发失败 对现状缺少跟踪 报价或结帐错误 人员流动过于频繁 未正确完成销售定单 上门服务支出过多 接待不满的顾客耗费时间 因赶交货而发生的各种额外支出
六西格码管理图概念及解释方法课件

六西格玛管理图特点
六西格玛管理图具有数据可视化、分析深入、预测准确等特点。
六西格玛管理图通过图形化的方式展示数据,帮助管理者快 速了解数据分布和变异情况。它能够深入分析潜在原因,找 到关键因素,从而提高改进效果。同时,六西格玛管理图还 能对未来情况进行预测,为决策提供依据。
六西格玛管理图绘制方法
数据收集与整理
确定测量对象
明确需要测量的产品或过程的关 键特性,确保数据的准确性和可
靠性。
数据采集计划
制定详细的数据采集计划,包括采 集时间、采集人员、采集方法等, 确保数据的一致性和可追溯性。
数据整理
对收集到的数据进行清洗、筛选和 整理,确保数据的准确性和完整性。
绘制六西格玛管理图
VS
传统的六西格玛管理图通常以纸质或 简单的电子表格形式呈现,难以满足 现代企业的需求。数字化转型可以使 六西格玛管理图更加直观、动态和交 互式,方便团队成员更好地理解和分 析数据,从而提高改进的效率和效果。
六西格玛管理图的国际化发展
随着全球化的加速,六西格玛管理图正逐渐成为国际上广泛接受的管理工具,有助于企业实现跨文化、跨地域的管理和改进。
对图表中的数据进行深入 分析,发现数据之间的关 联和规律,为改进提供依 据。
解读图表
根据数据分析结果,对图 表进行解读,找出问题所 在,提出改进措施和建议。
制定改进计划
根据解读结果,制定具体 的改进计划,明确改进目 标、措施、时间表等,推 动改进的实施。
03
六西格玛管理图解读
6西格玛质量控制数据处理与分析
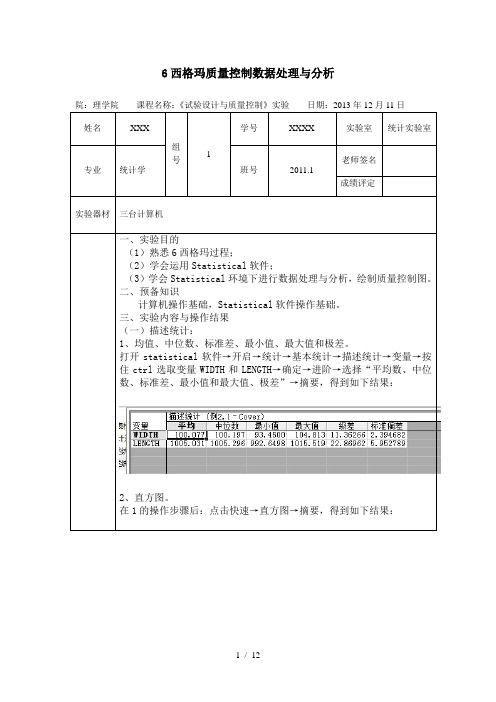
6西格玛质量控制数据处理与分析院:理学院课程名称:《试验设计与质量控制》实验日期:2013年12月11日姓名XXX组号1学号XXXX 实验室统计实验室专业统计学班号2011.1老师签名成绩评定实验器材三台计算机一、实验目的(1)熟悉6西格玛过程;(2)学会运用Statistical软件;(3)学会Statistical环境下进行数据处理与分析,绘制质量控制图。
二、预备知识计算机操作基础,Statistical软件操作基础。
三、实验内容与操作结果(一)描述统计:1、均值、中位数、标准差、最小值、最大值和极差。
打开statistical软件→开启→统计→基本统计→描述统计→变量→按住ctrl选取变量WIDTH和LENGTH→确定→进阶→选择“平均数、中位数、标准差、最小值和最大值、极差”→摘要,得到如下结果:2、直方图。
在1的操作步骤后:点击快速→直方图→摘要,得到如下结果:3、箱线图。
点击统计→六西格玛→测量(M)→盒须图→变量→“1-2为”反应变量,分类变量为none→确定→确定,得到如下结果:(二)假设检验:1、单样本t检验。
打开statistical软件→开启例2.2数据→统计→基本统计→单一样本t检验→点击快速→设定均值为8.48→摘要→选择”耗油量”→摘要,得到如下结果:结论:根据实验操作得到的P值为0.085808,在显著性水平α取0.05时,我们不能拒绝原假设,顾接受原假设。
即认为百公里耗油仍然为8.48升,并没有显著性改进。
2、两独立样本t检验。
打开statistical软件→开启例2.3数据→统计→基本统计→独立样本t检验、依据分群定义→进阶→变量→反应变量“配件厚度”,分群变量“组别”→确定→摘要t检验→摘要,得到如下结果:结论:在给定显著性α为0.05的水平下,P值远远大于α,不能拒绝原假设。
即认为两样本代表的均值是相等的。
进阶→分类正太概率图→摘要,得到下图:3、配对样本t检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、控制图的概述------------------------------------------------------------------------------- 3页 1、控制图的概念----------------------------------------------------------------------------- 4页 2、控制图的统计原理---------------------------------------------------------------------- 5页 3、控制图的分类--------------------------------------------------------------------------- 14页 4、控制图的作用--------------------------------------------------------------------------- 19页
2、计量值控制图的设计-------------------------------------------------------------------38页
三、控制图的观察分析------------------------------------------------------------------------ 50页 1、受控状态--------------------------------------------------------------------------------- 51页 2、失控状态--------------------------------------------------------------------------------- -52页 3、应注意的几个问题---------------------------------------------------------------------- 58页
图)进行工序控制,控制图是控制生产过程状态,保证工序加工产品质量的重
要工具。应用控制图可以对工序过程状态进行分析、预测、判断、监控和改
x 进。如图1-1所示,是以单值控制图,即x 图为例说明一般控制图的基本模式
。
3.6
3.5
3.4
3.3
1
5
9
图1-1 单值控制图(X图)
横坐标:以时间先后排列的样本组号。
,这就是 3原理。
2)、控制图的控制界限
通常控制图根据 “ 3”
中心线和上、下控制界限为:
原则确定控制界限,如图-2所示,x图的
x
中心线: CL (或x)
上控制限U:CL 3 0 ( x)
3
UCL3
CL x
下控制限L:CL 3
3
LCL3
x 如图-3所示
控制图的控制界限为:
中心线:CL (或 x)
四、复习思考题---------------------------------------------------------------------------------- 59页
一、控制图概述
1、控制图的概念
早在1924年,美国的休哈特(W.A.Sheuhart)首先提出用控制图(也叫管理
纵坐标:质量特性或样本统计量(如:样本平均值 x )。
上控制界限UCL:Upper Control Limit
下控制界限LCL:Lower Control Limit
中心线Control Limit
UCL上控制界限 CL中心值
LCL下控制界限
13
• 控制界线数字化地定义了每一过程中正常可变的 变化范围
品数据不便分组等情况。
B势、x,即平R 均控值制图的(x平变均化值,和以极及差其控离制中图趋)势。,此即图极可差以同R时的控变制化质。量该特图性可值以的提集供中较趋
设当工序不存在系统性原因时, xN(,2),
则 P ( 3 x 3 )0 .99。 73
x 如图1-4如示, 落在两条虚线外的概率只有0.27%。即1000个样品(数
据)中,平均约有3个数据超出分布范围。有997个落在 (3,3)之
x 中,如果从处于统计控制状态的工序中任抽一个样品 ,我们可以认为
一定范围在分布范围 3 之中,而认为出现在分布范围之外是不可能的
x
2
上控制限:UCL x 3
x (x)
下控制限:LCL x 3 x
2
图1-2 3 控制图 样本编号
x
UCL
3
x
CL
3 x
LCL
图1-3 x 控制图
样本编号
3、控制图的分类
控制图的种类很多,若按统计量分类,一般可分为:
1)、计量值控制图
x A、 控制图(单值控制图)。该图用于测量一个数据时有花费时间,费用高或样
二、控制图的设计------------------------------------------------------------------------------ 20页 1、计数值控制图的设计-------------------------------------------------------------------21页 1)、不合格品率控制图 (P控制图)-------------------------------------------------21页 2)、缺陷数控制图 (C控制图)-------------------------------------------------------30页 3)、不合格品数控制图 (Pn控制图)----------------------------------------------- 33页 4)、单位缺陷控制图 (U控制图)---------------------------------------------------- 37页
• 控制界线并不能驾驭过程,他们仅仅反映当前过 程的状态。
上控制界线
瞬时失误
中心线
下控制界线
1 2 3 4 5 6 7 8 9 10 11 12
样本数
2、控制图的统计原理
1)、3 原理
x 在生产过程中,仅有偶然性原因存在时,产品质量特性值 形成某种确 x 定的典型分布。当出现系统性原因时, 就偏离原来的典型分布了。