高锁螺栓的结构
钢结构A-3.钢结构的连接(高强螺栓)PPT课件
螺栓群抗剪承载力:
V n 0 ( 0 . 9 n fP ) 0 . 9 n f ( P 1 . 2 5 N t 1 ) ( P 1 . 2 5 N t 2 )
V 0 .9 n f (n P 1 .2 5 N ti)
2021/6/7
15
摩擦型连接高强度螺栓的应力
2021/6/7
感谢您的关注!
连接的受剪承载力设计值应按下式计算:
N v b ,t0 .9 n f (n P 1 .2 5 N ti)
按比例关系可求得 :
Nt2 55.6kN
Nt3 42.9kN
Nt4 30.3kN
Nt5 17.7kN
Nt6 5.1kN
2021/6/7
24
故有:
N t i ( 6 8 . 2 5 5 . 6 4 2 . 9 3 0 . 3 1 7 . 7 5 . 1 ) 2
2021/6/7
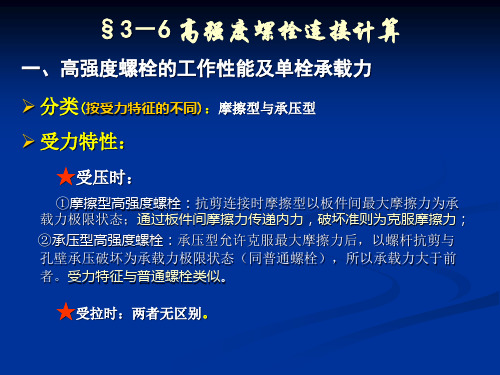
受剪力和拉力联合作用
19
普通螺栓
摩擦型高强 承压型高强
2021/6/7
受剪
受拉 剪拉
受剪 受拉 剪拉 受剪
受拉 剪拉
Nvb
nv
d2
4
fvb
NtbAeftb
Ncb dt ffb
(
Nv Nvb
)2
(
Nt Ntb
)2
1
NV Ncb
NVb 0.9nf P
Ntb 0.8P
N v b0 .9 nf P 1 .2N 5 t Ntb 0.8P
439.6kN
验算受剪承载力设计值 :
N v b ,t0 .9 n f (n P 1 .2 5 N ti)
0 . 9 1 0 . 4 5 ( 1 6 1 5 5 1 . 2 5 4 3 9 . 6 ) 7 8 1 .9 k N V 7 5 0 k N
高锁螺栓

(19)中华人民共和国国家知识产权局
(12)实用新型专利
(10)申请公布号
CN201180723Y
(43)申请公布日2009.01.14(21)申请号CN200820300593.3
(22)申请日2008.04.21
(71)申请人贵州航天精工制造有限公司
地址563006 贵州省凯山256信箱
(72)发明人张晓斌;马玲
(74)专利代理机构贵阳中新专利商标事务所
代理人刘楠
(51)Int.CI
权利要求说明书说明书幅图
(54)发明名称
高锁螺栓
(57)摘要
本实用新型公开了一种高锁螺栓,它
由螺栓头(1)、螺杆(2)和螺纹段(3)构成,在
螺纹段的端部设有内六方孔(4)。
本实用新型
采用了高锁螺栓的螺纹段端部设置一个在内
六方孔(4),方便在使用中通过对其扳拧施加
扭力限位,以使高锁螺栓不能转动。
并且本
实用新型还具有结构简单,容易生产,使用
效果好等特点。
法律状态
法律状态公告日法律状态信息法律状态
2009-01-14授权授权
法律状态公告日法律状态信息法律状态2015-06-10专利权的终止专利权的终止
权利要求说明书高锁螺栓的权利要求说明书内容是....请下载后查看
说明书高锁螺栓的说明书内容是....请下载后查看。
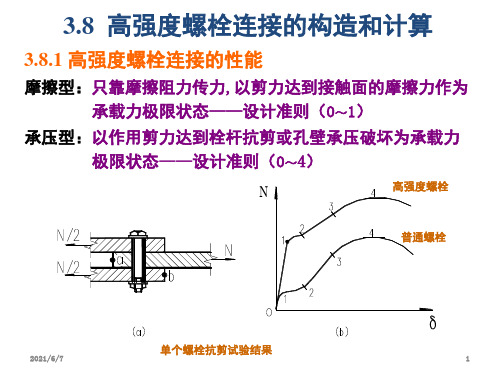
高强度螺栓连接的构造和计算
第三章连接§3-6高强度螺栓连接的构造和计算3.6.1高强度螺栓连接的工作性能和构造要求一、高强度螺栓连接的工作性能1、高强度螺栓的抗剪性能由图3.5.2中可以看出,由于高强度螺栓连接有较大的预拉力,从而使被连板叠中有很大的预压力,当连接受剪时,主要依靠摩擦力传力的高强度螺栓连接的抗剪承载力可达到1点。
通过1点后,连接产生了滑解,当栓杆与孔壁接触后,连接又可继续承载直到破坏。
如果连接的承载力只用到1点,即为高强度螺栓摩擦型连接;如果连接的承载力用到4点,即为高强度螺栓承压型连接。
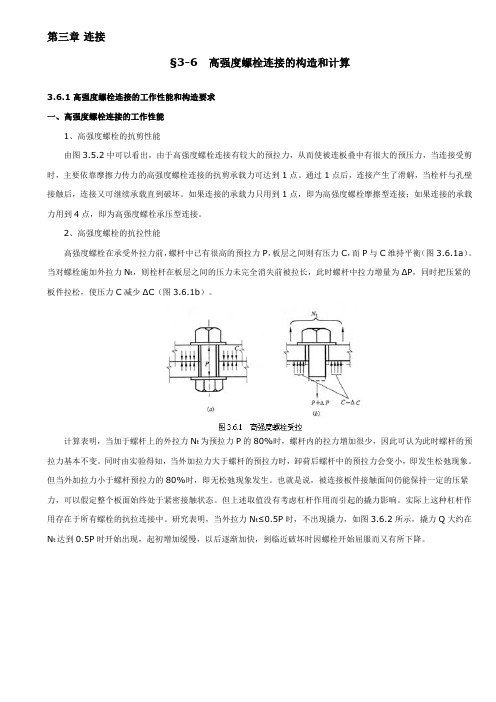
2、高强度螺栓的抗拉性能高强度螺栓在承受外拉力前,螺杆中已有很高的预拉力P,板层之间则有压力C,而P与C维持平衡(图3.6.1a)。
当对螺栓施加外拉力N t,则栓杆在板层之间的压力未完全消失前被拉长,此时螺杆中拉力增量为ΔP,同时把压紧的板件拉松,使压力C减少ΔC(图3.6.1b)。
计算表明,当加于螺杆上的外拉力N t为预拉力P的80%时,螺杆内的拉力增加很少,因此可认为此时螺杆的预拉力基本不变。
同时由实验得知,当外加拉力大于螺杆的预拉力时,卸荷后螺杆中的预拉力会变小,即发生松弛现象。
但当外加拉力小于螺杆预拉力的80%时,即无松弛现象发生。
也就是说,被连接板件接触面间仍能保持一定的压紧力,可以假定整个板面始终处于紧密接触状态。
但上述取值没有考虑杠杆作用而引起的撬力影响。
实际上这种杠杆作用存在于所有螺栓的抗拉连接中。
研究表明,当外拉力N t≤0.5P时,不出现撬力,如图3.6.2所示,撬力Q大约在N t达到0.5P时开始出现,起初增加缓慢,以后逐渐加快,到临近破坏时因螺栓开始屈服而又有所下降。
由于撬力Q的存在,外拉力的极限值由N u下降到N'u。
因此,如果在设计中不计算撬力Q,应使N≤0.5P;或者增大T形连接件翼缘板的刚度。
分析表明,当翼缘板的厚度t1不小于2倍螺栓直径时,螺栓中可完全不产生撬力。
实际上很难满足这一条件,可采用图3.5.7所示的加劲肋代替。
航空常用紧固件-双六角面高锁螺栓(Bi-Hex)

航空常用紧固件(三)双六角面高锁螺栓(Bi-Hex)最初由空客(Airbus)提出,称其为“Bi-Hex™ Nut”,LISI称其为“Reduced-Hex”。
最明显的结构特征是具有上下两个六角面,使其同时具有断帽式和定扭式两种类型的特点,拓展了其应用范围。
Bi-Hex的优点及特征:∙理论上讲,Bi-Hex™高锁帽既可以当断帽式使用,也可以做定扭式高锁螺栓使用;∙方便的可逆性,可以使用简单的工具对高锁螺栓进行拆卸。
∙当然,典型的应用在于其可以实现预拧紧,也就是说先使用定扭工具加深套筒将构件内所有高锁螺栓拧至预设扭矩,最后再使用浅套筒工具将其拧至断帽,这样做的好处是可以消除部件的应力,使得所有高锁螺栓对部件的夹紧力实现均衡。
还有一点,Bi-Hex™高锁帽的尺寸相比标准高锁帽要小,可以接受离干涉面较小的距离,这在飞机装配工艺中也是很重要的特点。
如下图所示:安装步骤:第一步,预拧紧,使用深套筒,工具设定扭矩,安装至预设扭矩;第二步,最终拧紧,使用浅套筒,拧紧至断帽(工具不需定扭),安装完成。
常用的双六角面高锁螺栓:∙HST 1380,铝合金双六角面高锁螺母,LISI标准∙ASNA 2528,铝合金双六角面高锁螺母,法宇航(空客)标准∙ASNA 2536,不锈钢双六角面高锁螺母,法宇航(空客)标准Bi-Hex高锁螺栓对安装工具的要求:∙典型的安装工具解决方案是采用两把工具分别完成两个阶段的安装;∙预拧紧阶段需要深套筒加长六角芯,动力工具必须具备输出扭矩精确可控的能力;∙最终扭矩阶段使用浅套筒加普通动力工具,也就是前面所说的断帽时安装工具;∙须采用非冲击式动力工具,如是气动工具,其空载转速低于320 rpm。
下一期,小马讲堂将介绍Aster™高锁螺栓以及安装工具,敬请期待。
航空常用紧固件-断帽式高锁螺栓

航空常用紧固件(一)断帽式高锁螺栓(Frangible Collar)随着现代航空技术的发展,大量的新型材料被用于飞机结构,最典型的代表是复合材料(CFRP)的普遍应用,导致了飞机装配工艺的变革,大量的新型紧固件被用于飞机制造,其中最具代表性的就是高锁螺栓的大量使用。
高锁螺栓,其全称为高抗剪自锁式螺栓。
按照飞机不同部位应用的要求,分为抗拉型和抗剪型两大类别;按照其结构及安装方式又分有多种类型。
本课堂分几期介绍高锁螺栓的种类及其对安装工具的要求。
断帽式高锁螺栓是发展最早,至今为止应用最普遍的一种。
常用规格如下:∙抗拉应用:HST12/HST13 (PIN)、 HST78/HST95 (COLLAR)∙抗剪应用:HST10/HST11 (PIN)、 HST79/HST97 (COLLAR)抗拉和抗剪型高锁螺栓其结构相同,只是多数情况下抗剪型大都选择铝合金(如7075-T73)高锁帽。
断帽式高锁螺栓结构示意图:需要说明的是,早期的Hi-Lok™ (HL)已经基本被Hi-Lite™ (HST)取代,其优点如下:• 在保证强度的前提下,钉体与第一道承载螺纹之间的过渡区域缩短,使其尺寸更小,重量更轻,如下图。
• 高锁帽的过渡区域也随之变短,使其与高锁钉的配合更加紧凑;优化设计的Hi-Lite™(HST)比Hi-Lok™(HL)在降低重量方面效果显著,尤其是抗剪型,其重量可降低13%。
但对抗拉型来说,重量降低不明显。
不过,这已经是一个很了不起的进步了,因为通常一架飞机上有85%以上的高锁螺栓是抗剪的。
高锁螺栓的安装步骤:1.穿入高锁钉PIN并带入高锁帽COLLAR;2.拧紧工具的六角芯保证在安装过程中高锁钉(PIN)静止不动;3.持续拧紧高锁帽直至六角部分被拧断分离,此时,高锁螺栓也被安装在正确的扭矩下。
高锁螺栓安装示意图:断帽式高锁螺栓另一大优点是对安装工具无定扭要求,只要求工具的输出扭矩大于断帽扭矩(Torque-Off)即可,这可以降低整套工具的成本。
高强度螺栓优秀课件
N1Tx
n
T r1
n
xi2
y1 yi2 r1
n
T y1
n
xi2
yi2
i 1
i 1
i 1
i 1
N1Ty
n
T r1
n
xi2
x1 yi2 r1
n
T x1
n
xi2
yi2
i 1
i 1
i 1
i 1
由此可得螺栓1的强度验算公式为:
摩擦型连接:
N 2 1Tx
N1Ty N1F
Ae
fu
Ae—螺纹处有效截面积; fu—螺栓热处理后的最抵抗拉强度;8.8级,取fu =830N/mm2,
2
3、高强度螺栓摩擦面抗滑移系数μ
摩擦型高强度螺栓是通过板件间摩擦力传递内力的, 而摩擦力的大小取决于板件间的挤压力(P)和板 件间的抗滑移系数μ ;
板件间的抗滑移系数与接触面的处理方法和构件钢 号有关,其大小随板件间的挤压力的减小而减小;
由力学可得:
N1 N2 N3 Nn
y1 y2 y3
yn
M N1 y1 N2 y2 Nn yn
N1
M
n
y1
yi2
i 1
因此,设计时只要满足下式即可:
N1
N
b t
3、偏心拉力作用下(实为M、N作用)
偏心力作用下的高强度螺栓连接,螺栓最大拉力不应大于0.8P, 以保证板件紧密贴合,端板不会被拉开,所以摩擦型和承压型均可 采用以下方法(叠加法)计算:
应进行板件的净截面验算. A、高强度螺栓摩擦型连接
主板的危险截面为1-1截面。
1
N
b1
t1t
APP J11.45-2009钛合金抗剪型100°沉头高锁螺栓
APP 贵州航天精工制造有限公司企业标准APP J11.45-2009钛合金抗剪型100°沉头高锁螺栓(共9页)2009-08-20发布 2009-08-22实施贵州航天精工制造有限公司发布前言本标准依据HST11-1998标准编制而成,结构尺寸及性能要求与其一致,并将原文中引用的美标表面处理技术规范按等同设计的原则转换为相对应的企业标准,本标准与HST11-1998具有互换使用的关系。
本标准代替标准APP J11.45-2008。
钛合金抗剪型100°沉头高锁螺栓1 范围本标准规定了钛合金抗剪型100°沉头高锁螺栓的材料、结构、尺寸等内容。
本标准适用于钛合金抗剪型100°沉头高锁螺栓的研制和批产。
2 引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是未注日期的引用文件,其最新版本适用于本标准。
HB5800 未注尺寸公差APP J0.1-2008 钛合金热处理工艺规范APP J0.10.2-2008 涂铝工艺规范(等效于Hi-Shear294)APP J0.10.3-2008 涂铝工艺规范(等效于Hi-Shear397)APP J0.11-2008 涂十六醇工艺规范(等效于Hi-Shear305)APP J0.29-2008 离子气相沉积(I.V.D)涂铝工艺规范(等效于MIL-C-83488)APP J0.35-2008 表面涂覆工艺规范(等效于Hi-Shear306)APP J0.36-2008 磷酸盐氟化物处理(等效于AMS2486)APP J0.45.2-2008 干膜润滑工艺规范(等效于MIL-L-46010)APP J0.45.3-2008 涂MoS2干膜润滑工艺规范(等效于Hi-Shear292)APP J11.20-2009 高锁螺栓技术规范AMS4928 钛合金棒、线材料规范AMS4967 钛合金棒、线材料规范AS8879 牙底圆弧半径可控的增大小径螺纹通用规范3 要求3.1 结构和尺寸钛合金抗剪型100°沉头高锁螺栓结构、尺寸见图1和表1。
航空常用紧固件-断帽式高锁螺栓
航空常用紧固件(一)断帽式高锁螺栓(Frangible Collar)随着现代航空技术的发展,大量的新型材料被用于飞机结构,最典型的代表是复合材料(CFRP)的普遍应用,导致了飞机装配工艺的变革,大量的新型紧固件被用于飞机制造,其中最具代表性的就是高锁螺栓的大量使用。
高锁螺栓,其全称为高抗剪自锁式螺栓。
按照飞机不同部位应用的要求,分为抗拉型和抗剪型两大类别;按照其结构及安装方式又分有多种类型。
本课堂分几期介绍高锁螺栓的种类及其对安装工具的要求。
断帽式高锁螺栓是发展最早,至今为止应用最普遍的一种。
常用规格如下:∙抗拉应用:HST12/HST13 (PIN)、 HST78/HST95 (COLLAR)∙抗剪应用:HST10/HST11 (PIN)、 HST79/HST97 (COLLAR)抗拉和抗剪型高锁螺栓其结构相同,只是多数情况下抗剪型大都选择铝合金(如7075-T73)高锁帽。
断帽式高锁螺栓结构示意图:需要说明的是,早期的Hi-Lok™ (HL)已经基本被Hi-Lite™ (HST)取代,其优点如下:• 在保证强度的前提下,钉体与第一道承载螺纹之间的过渡区域缩短,使其尺寸更小,重量更轻,如下图。
• 高锁帽的过渡区域也随之变短,使其与高锁钉的配合更加紧凑;优化设计的Hi-Lite™(HST)比Hi-Lok™(HL)在降低重量方面效果显著,尤其是抗剪型,其重量可降低13%。
但对抗拉型来说,重量降低不明显。
不过,这已经是一个很了不起的进步了,因为通常一架飞机上有85%以上的高锁螺栓是抗剪的。
高锁螺栓的安装步骤:1.穿入高锁钉PIN并带入高锁帽COLLAR;2.拧紧工具的六角芯保证在安装过程中高锁钉(PIN)静止不动;3.持续拧紧高锁帽直至六角部分被拧断分离,此时,高锁螺栓也被安装在正确的扭矩下。
高锁螺栓安装示意图:断帽式高锁螺栓另一大优点是对安装工具无定扭要求,只要求工具的输出扭矩大于断帽扭矩(Torque-Off)即可,这可以降低整套工具的成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高锁螺栓的结构:
1、头部结构:高锁螺栓的种类一般是按照头部结构来划分的,主
要分为沉头和平圆头两大类,其中沉头又可分为90°沉头和100°沉头;再根据头部结构尺寸的不同,又可分为抗拉型和抗剪型两大类。
高锁螺栓的名称一般是以这两种分类方式组合而成,有时还会冠以材料名称或强度等级,如100°小沉头抗剪型钛合金高锁螺栓、1300MPa 平圆头抗剪型钛合金高锁螺栓等。
2、杆部结构:高锁紧固件的装配精度要求的都非常高,因此,
高锁螺栓的光杆直径公差一般为紧公差,通常情况下选用f9级的精
度公差,但对于要求更高的装配部位,也有选用f7级或r6级的精度公差。
另外,对高锁螺栓的光杆表面粗糙度要求也比较高。
由于高锁螺栓所配的高搜螺母支承面一端具有沉头孔,可以容纳超出夹层以外的螺栓光杆部分个收尾部分,因此,在选配高锁螺栓时,允许光杆超出加成一定长度,若光杆超出为
3、过渡区结构:在高锁螺栓装配时,为了防止光杆与螺纹之间的
过渡区对基体内孔造成损伤或将孔壁挤出屑的情况,高锁螺纹的过渡区必须圆滑过渡,并且对圆弧R有着严格的控制。
国内一些旧的高锁螺栓标准也未给出过渡区的具体要求,在加工时,与普通螺栓的过渡区一样仅倒角即可。
随着装配问题的逐渐出现以及国外同类先进标准的引进,国内开始逐渐意识到过渡区的重要性,特别是在干涉配合的装配环境下,对过渡区进行倒圆处理显得尤为元件。
在新设计的高锁螺栓标准中,对于装配要求较高的部位,都明确
给出了过渡区的控制要求。
4、螺纹结构:高锁螺栓与普通螺栓的螺纹精度完全一样,唯一的
区别就是,在新的高锁螺栓标准中,其螺纹大径均是经过修正的,其上差要比光杆公称直径小于0.15mm左右。
采用修正的螺纹大径比正
常大径要小,采用滚压加工时,其不会讲滚丝轮完全填充,滚丝轮所受的挤压力会减小,因此,会大大提高滚丝轮的寿命;经过充分的试验验证,采用修正的螺纹并不会降低高锁螺栓的承载能力。
5、扳拧结构:高锁螺栓的扳拧结构即为螺纹端的内六角孔结构,
由于内六角孔是采用去除材料的加工方式,在一定程度上减轻了重量;另外,由于头部不再是扳拧结构,就不需要像普通螺栓那样体积较大的扳拧结构,也在一定程度上减轻了重量;这使得高锁螺栓的体积减小、重量减轻、结构紧凑,同事实现了单面连接。
但是,由于内六角孔的存在,肯定会降低高锁螺栓螺纹的抗拉强度。
在同一强度等级、同一螺纹结构情况下,高锁螺栓螺纹的理论抗拉载荷要比普通螺栓螺纹的理论抗拉载荷要低10%左右。
另外,在进行高锁紧固件的结构设计时,还应保证高锁螺栓拧紧后,其与高锁螺母的旋合量只要要有3扣螺纹,且旋合部位要处在内六角孔的深度范围外。
这主要是根据“前3扣螺纹承受80%以上的抗拉载荷”这一设计原则,因此,这3扣是
高锁紧固件最重要的承载区域。
高锁螺栓内六角孔的结构尺寸决定着安装工具的选用。
由于高锁螺栓具有英制和公制两大标准体系,安装用的内六角扳手也分为英制和公制两大类。
内六角孔的尺寸公差一般是在标准中给出,内六角孔
的验收要求一般是在规范中给出。
高锁螺栓通用的验收要求一般为:内六角孔应符合产品标准要求;内六角孔内允许无涂镀层;允许内六角面上有轻微的过且,但如果过切超过任一六角面的20%,应进行扭矩实验,即内六角孔扳拧实验。
内六角孔的尺寸公差是通过内六角通止规进行检测的,标准一般都规定了通规应进入到内六角孔的最小深度,止规不应进入,如果止规进入任一对边中,应进行扭矩实验。
通止规的尺寸公差和技术要求会在规范中给出,虽然英制标准体系和公制标准体系的尺寸公差存在一定差异,但是,通止规的外形结构和加工技术要求基本相同。
本文版权所属标准件之都网,如需转载、摘编或以其它方式使用本文内容,请在授权范围内使用,并标注“来源:标准件之都”。