加氢反应器发展史
浅析我国加氢工艺和技术的发展历史

浅析我国加氢工艺和技术的发展历史摘要: 介绍了国内外加氢工艺和技术的发展状况:加氢装置的处理能力迅速提高, 国外加氢工艺和技术不断创新,催化剂的更新换代明显加快;国内也开发了一批具有广泛应用前景的新技术, 采用新技术改造原有装置取得了显著成效,一批新型催化剂正在推广应用于工业生产, 加氢催化剂的器外再生技术已取得了可喜进展。
针对我国的实际情况, 指出应做好以下六个方面的工作, 以推动国内加氢技术的发展:①抓紧开发和推广清洁燃料生产技术;②加快发展中压和高压加氢裂化技术; ③重视润滑油加氢处理和加氢异构技术的开发应用; ④适当发展常压重油和减压重油加氢工艺; ⑤加快新型加氢催化剂的研制开发;⑥重视有关加氢配套技术的研究开发和应用。
主题词: 加氢过程加氢催化剂加氢反应器高硫原油加工产品质量技术发展水平20 世纪90 年代以来,世界炼油企业加工的原油明显变重,原油中硫和重金属含量明显上升; 各国的环保法规日趋严格, 要求炼油企业采用清洁生产工艺和生产清洁燃料的呼声越来越迫切; 柴油机具有明显的节能优势, 减少其尾气污染物排放和污染物治理技术也取得了显著成效, 成品油市场中柴油需求增长速度远高于汽油; 芳烃和乙烯原料的需求增长, 仅仅依靠原油加工量的增长已不能满足需要。
因此, 加氢工艺和技术受到世界各大石油公司的普遍重视, 加氢装置建设和技术开发明显加快。
有人预测, 21 世纪加氢工艺将取代催化裂化成为炼油工业的核心工艺。
1 世界各国加氢工艺和技术的发展加快20 世纪90 年代以后,世界各国加氢装置建设和加氢技术开发明显地加快。
美国Cri terion 催化剂技术公司总裁R H Stade 说, 近5 年来加氢催化剂的发明比过去20 年都更多、更快、更好。
这些新发明,延长催化剂寿命50%以上, 提高了装置加工能力或加工劣质原料的能力, 可以生产优质清洁燃料,并降低生产成本。
Stade 先生的话反映了近年来世界加氢技术总的发展态势。
No.01-加氢反应器
第一章 加氢反应器反应器是加氢裂化装置的核心设备,它操作于高温、高压、临氢(含H 2S)环境下,且进入到反应器内的物料中往往含有硫和氮等杂质。
由于加氢反应器使用条件苛刻,在反应器的发展历史上主要围绕提高反应器使用的安全性。
为确保加氢裂化反应器的安全运行,有必要了解反应器的结构、原理、损伤形式和对策。
一、反应器的分类1、按主体结构分加氢反应器按其主体结构特点可以分为锻焊结构、板焊结构和多层结构。
其断面结构及特征如下表1-1所示。
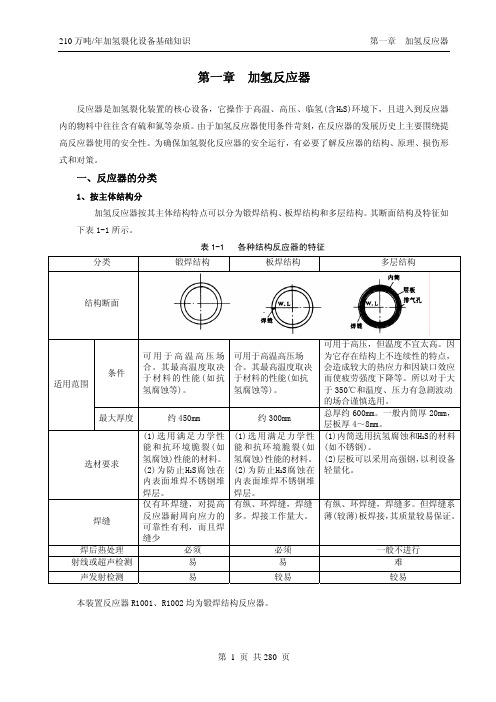
表1-1 各种结构反应器的特征分类锻焊结构板焊结构多层结构结构断面条件可用于高温高压场合。
其最高温度取决于材料的性能(如抗氢腐蚀等)。
可用于高温高压场合。
其最高温度取决于材料的性能(如抗氢腐蚀等)。
可用于高压,但温度不宜太高。
因为它存在结构上不连续性的特点,会造成较大的热应力和因缺口效应而使疲劳强度下降等。
所以对于大于350℃和温度、压力有急剧波动的场合谨慎选用。
适用范围最大厚度 约450mm 约300mm总厚约600mm。
一般内筒厚20mm,层板厚4~8mm。
选材要求(1)选用满足力学性能和抗环境脆裂(如氢腐蚀)性能的材料。
(2)为防止H 2S腐蚀在内表面堆焊不锈钢堆焊层。
(1)选用满足力学性能和抗环境脆裂(如氢腐蚀)性能的材料。
(2)为防止H 2S腐蚀在内表面堆焊不锈钢堆焊层。
(1)内筒选用抗氢腐蚀和H 2S的材料(如不锈钢)。
(2)层板可以采用高强钢,以利设备轻量化。
焊缝仅有环焊缝,对提高反应器耐周向应力的可靠性有利,而且焊缝少有纵、环焊缝,焊缝多。
焊接工作量大。
有纵、环焊缝,焊缝多。
但焊缝系薄(较薄)板焊接,其质量较易保证。
焊后热处理 必须 必须 一般不进行 射线或超声检测 易 易 难声发射检测 易较易较易本装置反应器R1001、R1002均为锻焊结构反应器。
2、按使用状态的分类型式及其特征反应器按其使用状态下高温介质是否直接与器壁接触可分为热壁结构和冷壁结构。
加氢反应器的发展历史
加氢反应器的发展历史
加氢反应器是一种重要的化工设备,其发展历史可以追溯到19世纪末。
以下是加氢反应器的发展历史:
1. 19世纪末到20世纪初:最早的加氢反应器是工业化学家Schultz和Lortz 于1890年在德国发明的,用于将植物油加氢生成固体脂肪。
此后,加氢反应器逐渐被应用于生产化工原料、燃料以及化学品等领域。
2. 20世纪20年代到40年代:加氢反应器的发展进入快速阶段,出现了很多重要的技术创新。
例如,1920年,阿米莉亚·埃尔哈特(Amelia Earhart)引入了氢气循环反应器,大大提高了反应的效率;1930年,哈德斯菲尔德(Hadfield)发明了连续式固定床反应器,提高了生产效率。
3. 20世纪50年代到70年代:在这一时期,加氢反应器的应用范围进一步扩大,涵盖了更多的领域,包括炼油、化学品、冶金等。
此外,20世纪50年代中期,加氢反应器出现了新的发展方向,即高压反应器,可以在高压下实现更高效的反应。
4. 20世纪80年代至今:随着科学技术的不断进步,加氢反应器也在不断发展。
例如,近年来,一些新的反应器设计和材料应用已经被开发出来,这些设计和材料可以提高反应器的性能、寿命和安全性。
此外,一些新型的加氢反应器也被应用于生产可再生能源燃料等领域。
总之,加氢反应器的发展历史见证了人类对科学技术的不断追求和创新精神。
未来,随着能源和化学品需求的增长,加氢反应器将继续扮演重要的角色。
加氢反应器培训课件

二、加氢反应器腐蚀形态及机理
二、加氢反应器腐蚀形态及机理 (一)氢损伤:
加氢反应器为临氢操作,临氢设备金属由于有氢存在或与氢反应引起的机械性能破 坏,通称为氢损伤。分子状态的氢(H2)不能扩散渗入金属。只有原子氢才可扩散渗入 金属中造成氢损伤。加氢装置的原子氢来源可以分为高温高压氢气分解。也可为低温 H2S-H2O的离子分解。氢损伤的四种不同类型为:氢鼓泡、氢脆、表面脱碳、氢腐蚀。 1、氢鼓泡:
截面上的温度非常均匀,温差达到≤l℃水平,不仅有利于反应器的操作控制,也可 以大大延长催化剂的使用寿命。大型加氢反应器取材方面,将发展杂质含量低、钢水纯 净度高、组织结构致密、性能均匀、稳定、成材率高、性能优良、成本又低的大型锻件 和厚钢板。在制造加工方面将发展厚壁筒节、封头的成型技术;高效、快速的大厚度窄 间隙焊接技术和堆焊技术;高效、准确和适宜环保的无损检测技术;适合内陆地区的大 型和超大型反应器的现场组装技术。同时大型反应器的在役监测、检测、维护技术也将 得到发展。
《加氢反应器简介》课件
THANKS
感谢观看
封头
加氢反应器的两端,通常 采用球形或椭圆形封头, 用于密封和固定反应器。
催化剂床
加氢反应器中的核心部分 ,通常由多个催化剂层叠 而成,用于促进氢化反应 。
附件与组件
入口/出口接管
用于连接加氢反应器与其 他设备,以便原料和产品 的进出。
支座
支撑加氢反应器的底座, 通常由混凝土或钢材制成 。
视镜
观察加氢反应器内部情况 的窗口,通常由耐高压、 耐腐蚀的材料制成。
《加氢反应器简介》ppt课件
contents
目录
• 加氢反应器概述 • 加氢反应器的结构 • 加氢反应器的应用 • 加氢反应器的操作与维护 • 加氢反应器的发展趋势与挑战
01
加氢反加氢反应器是一种重要的工业设备,用于在氢气存在下进行 化学反应。
详细描述
加氢反应器是一种专门设计的工业设备,用于在高温高压条 件下,在氢气存在下进行各种化学反应。它具有高效、安全 、环保等特点,广泛应用于石油、化工、制药等领域。
石油工业是加氢反应器应用最广泛的领域之一。在石油工业 中,加氢反应器主要用于将石油中的硫、氮等杂质去除,提 高石油产品的质量和稳定性。
加氢反应器在石油工业中还用于生产高品质的燃料和润滑油 。通过加氢反应器,可以将石油中的烯烃和芳烃进行加氢饱 和,生产出高品质的燃料和润滑油。
化学工业
在化学工业中,加氢反应器主要用于生产高纯度化学品和 精细化学品。例如,加氢反应器可以用于生产高纯度的乙 醇、丙酮、丁醇等化学品,以及用于生产农药、染料、香 料等精细化学品。
详细描述
根据用途和结构,加氢反应器有多种类型。常见的类型包括固定床加氢反应器、 流化床加氢反应器和搅拌釜加氢反应器等。不同类型的加氢反应器适用于不同的 化学反应和生产工艺,具有广泛的用途。
加氢反应器的发展现状

化工装备技术应用与发展1 前言在炼油工业中,采用高温高压加氢精制技术已有近半个世纪的历史。
随着加氢裂化和加氢脱硫等工艺的改进,轻质油品需求量的增加,重质原料油的裂解精制,防止大气污染等的需要,该项工艺技术在不断进步,带动了加氢精制装置和加氢裂化装置中的核心设备—加氢反应器制造技术的改进提高和材料的更新换代。
由于目前在役的加氢反应器已经使用多年,出现了一些问题,越来越多的人开始重视其检修和延寿的技术。
2 加氢反应器的概述2.1 加氢反应器的发展历史有人把加氢反应器的发展分为4个阶段[1~3]:第一代从1963年日本制钢所正式生产第一台加氢反应器为标志,早期是Cr-Mo钢钢板(少量用锻件)内壁加不锈钢复合板焊接完成,70年代前后用内壁堆焊不锈钢的板焊或锻焊结构所代替。
70年代后期我国开始引进加氢裂化装置。
第二代是改良期,由于材料脆化造成的事故,开始研究回火脆化问题,并控制J系数≤ 300、250、180、150(%)。
第三代是成熟期,制造技术逐渐成熟, J系数≤ 130。
这个时期国内开始制造锻焊结构加氢反应器,1983年由洛阳院、一重厂、抚顺石油三厂、北钢院、合肥通用所五家组成的联合攻关组研制2.25Cr-1Mo钢反应器材料和制造工艺,1986年制成模拟环锻件,1989年由抚顺石油三厂生产出我国第一台锻焊结构的加氢反应器-筒体壁厚150mm、内径1800 mm、内壁单层堆焊、单重220吨、设计温度450℃、设计压力20.6MPa。
第四代是更新期,对服役20多年的设备进行更新,同时又满足新的加工工艺和大型化的要求,不断开发新钢种,如2.25Cr-1Mo-V,3Cr-1Mo-V-Ti-B,3Cr-1Mo-V-Nb-Ca,3Cr-1Mo-1/4V,2Cr-1Mo-1/4V 等,以加V为主进行更新。
2.25Cr-1Mo钢的J系数≤ 100(%)。
这个时期的主要的成果有:在这个时期美国[2,3]和日本等国家在开发高强度Cr-Mo钢的基础上,接着又开发了2.25Cr-lMo-V钢,1991年ASME以规范案例2098-I予以认可;日本制钢所开发了3Cr-lMo-V-Ti-B钢及其焊接技术,日本制钢所于1987年将该技术用于制造工程试验用3Cr-lMo-V-Ti-B钢锻焊加氢反应器,不久日本神户制钢开发了3Cr1Mo-V-Nb-Ca钢,1993年ASME以规范案例2151予以认可;中国于l994年开始开发3Cr-1Mo-0.25V材料进行焊接工艺试验,1998年取得成功,并很快得到应用,1999年又开始开发2.25Cr-1Mo-0.25V材料进行焊接工艺试验,2000年取得成功,并得到应用。
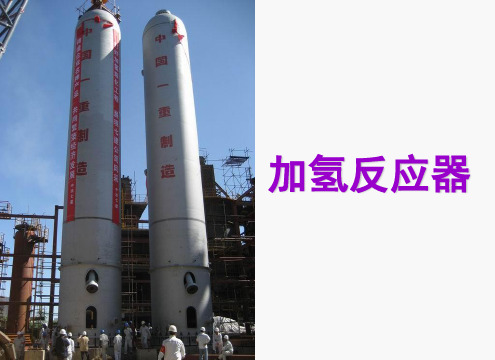
加氢反应器

一、反应器技术发展梗概
随着加氢工艺技术的广泛应用,加氢工艺设 备特别是加氢反应器技术相应得到很快的发 展,并取得显著的进步。主要表现:(1)安 全使用性能越来越高;(2)为了获得较佳 的经济效益,装置日趋大型化,同时也带来 了反应设备的大型化。 具体表现为:
应保证分配盘上不漏夜,可采 用有关填料垫密。安装后充水 100mm高,在5分钟内液位降 低小于25mm为合格; 控制安装水平度。对于喷射型, 包括制造公差和梁在荷载作用 下的挠度在内可按 ±5mm~±6mm控制,对于 溢流型,要求还应稍严; 配盘的设计荷载,应包括通过 分配盘的压力降△P、盘上的液 量及分配盘自重(按最大的操作 温度考虑)。 此外,还要考虑到检修的工况, 其支承件至少同时要满足常温 下承受120kg集中荷载的要求。
中国石化集团公司洛阳石油化工工程公司
加氢反应器
对于这样重要、使用条件又很苛刻的设备, 应该至少要满足以下几点要求:
应满足工艺过程各种运作方案的需要。 使用可靠性高。
具体应体现在:
满足力学强度要求 具有可靠的密封性能 有较好的环境强度适应性
应便于维护和检修,所需时间短。 投资费用较低。
中国石化集团公司洛阳石油化工工程公司
热壁加氢反应器技术演变内容概况(续)
阶段 起止 时间 技术 特征
技术进步内涵与存在问题
第 二 个 历 史 时 期
1973 ~ 1980
改 进 期
设计:分析设计应用较普遍。设计对材料已提出控制回火 脆化的要求(如控制J系数和X系数)。结构设计已有所改进, 一是尽量减小应力集中,二是方便在役检测;材料:冶炼 由电炉(+保温炉) →电炉+炉外精炼技术(如真空碳脱氧工 艺及其它新的冶炼工艺的应用)可以冶炼出低Si或低P,甚 至超低P的钢; 焊接:由常规的焊接→窄间隙焊接。 堆焊:由较普遍采用的浅熔深堆焊→改进的单层或双层 (带极)堆焊。而且在有关部位采取了PWHT后才堆焊Tp.347 的方法; 制造:可制造出大型反应器用整体封头,锻造筒体的缩口 技术开发。这一阶段的反应器,回火脆化问题已基本得到 解决。但在此阶段末发现了堆焊层氢致剥离现象。
加氢反应器介绍
在催化剂床层上面,采用分配盘是为了均布反应介质,改善其流动状况,实 现与催化剂的良好接触,进而达到径向和轴向的均匀分布。
反应器顶部分配盘
3. 积垢篮
由不同规格的不锈钢金属网和骨架构成的篮框,置于反应器上部催化剂床层的顶 部,可为反应物流提供更大的流通面积,在上部催化剂床层的顶部扑集更多的机 械杂质的沉积物,而又不致引起反应器压力降过快地增长;积垢篮框在反应器内 截面上呈等边三角形均匀排列,其内是空的(不装填催化剂或瓷球),安装好后 要须用不锈钢链将其穿连在一起,并牢固地拴在其上部分配盘地支撑梁上,不锈 钢金属链条要有足够地长度裕量(按床层高度下沉5%考虑),以便能适应催化剂 床层的下沉。
括循环氢与新氢气)混合后一起进入换热器与反应生成物换热至300℃
左右,然后进加热炉预热(另一种流程是原料油不进加热炉而只有循 环氢进加热炉预热,在炉出口与换热后的原料油混合,这种流程可以
减少炉管结焦),预热后从反应器顶部进入,在反应器内反应后由底
部排出,经与新鲜原料、循环氢换热后再进入空冷器冷却,冷凝下来 的油和不冷凝的油气和氢气进入高压分离器,油气分离,氢气从高压
4)应力的影响 在高温氢腐蚀中,应力的存在肯定会产生不利的影响。在高温氢 气中蠕变强度会下降。特别是由于二次应力(如热应力或由冷作加工所 引起的应力)的存在会加速高温氢腐蚀。
高温氢腐蚀的防止措施 高温高压氢环境下高温氢腐蚀的防止措施主要是选用耐高温氢腐 蚀的材料,工程设计上都是按照原称为“纳尔逊(Nelson)曲线”来选 择的。 尽量减少钢材中对高温氢腐蚀不利影响的杂质元素(Sn、Sb)。 制造及在役中返修补焊后必须进行焊后热处理。 操作中严防设备超温。 控制外加应力水平。
防止氢脆的若干对策 要防止氢脆损伤发生,主要应从结构设计上、制造过程中和生 产操作方面采取如下措施: (1)尽量减少应变幅度,这对于改善使用寿命很有帮助。 (2)尽量保持TP347堆焊金属或焊接金属有较高的延性。为此,一是 要控制TP347中δ—铁素体含量,以避免含量过多时在焊后最终热处理 过程转变成较多的相而产生脆性;二是对于前述那些易发生氢脆的部 位,应尽量省略TP347堆焊金属或焊接金属的焊后最终热处理,以提 高其延性。 (3)装置停工时冷却速度不应过快,且停工过程中应有使钢中吸藏的 氢能尽量释放出去的工艺过程,以减少器壁中的残留氢含量。 (4)尽量避免非计划紧急停工(紧急放空)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《文献综述》结课作业题目:鼓泡床加氢反应器的研究进展学生姓名:学号:专业班级指导教师:2014年9月1日鼓泡床加氢反应器的研究进展摘要综述了我国炼油加氢反应器研制建造,发展历程和取得的成就,指出国内加氢反应器制造技术在以下几方面所面临的挑战: 压力容器新标准的颁布实施,需亟待完善加氢设备用材料的基础性能数据; 超大厚度和超大型筒节锻件及设备制造技术有待进一步完善; 尽早开展加氢反应器服役后的材料性能研究,为即将到来的设备延寿做好技术准备关键词:加氢反应器;材料;技术;进展Research progress of bubbling bed hydrotreating reactorAbstractReview our refinery hydrogenationreactor designconstruction, development and achievements, pointed out that the manufacturing technology of domestichydrogenation reactor in the following aspects: thechallenge of new pressure vessel standards promulgated and implemented, needs to be perfected with theperformance data based hydrogen equipment; large thickness and super large cylinder forgings andequipment manufacturing technology to be further improved; as soon as possible to carry out and Study on material properties of the hydrogenation reactor after service, to prepare for the upcoming equipment life.Keywords:Hydrogenation reactor; Material; technology; Progress目录第1章引言 (1)第2章鼓泡床加氢反应器概述 (2)2.1 加氢反应器的发展史 (2)2.2 加氢反应器各阶段特点 (2)2.2.1 加氢反应器发展第一、二阶段特点 (2)2.2.2 加氢反应器发展第三、四阶段特点 (3)第3章加氢反应器各方面技术新进展 (4)3.1 加氢反应器设计及材料的技术进展 (4)3.1.1设计方面的进展 (5)3.1.2材料方面的进展 (5)3.2 加氢反应器制造过程中应用的新技术 (5)3.2.1 中空锻造成形技术 (6)3.2.2 焊接与堆焊技术 (6)3.2.3 丝窄间隙焊接技术 (6)3 .2.4 多头堆焊技术及宽焊带堆工艺 (6)3.2.5 单层堆焊代替双层堆焊技术 (6)第4章加氢反应器在我国的应用现状及存在的问题 (6)4.1加氢反应器在我国的应用现状 (7)4.2加氢反应器存在的问题 (7)第5章结论 (8)参考文献 (9)第1章引言第1章引言在炼油工业中,采用高温高压加氢精制技术已有近半个世纪的历史。
随着加氢裂化和加氢脱硫等工艺的改进,轻质油品需求量的增加,重质原料油的裂解精制,防止大气污等的需要,该项工艺技术在不断进步,带动了加氢精制装置和加氢裂化装置中的核心设氢反应器制造技术的改进提高和材料的更新换代。
由于目前在役的加氢反应器已经使用多年,出现了一些问题,越来越多的人开始重视其检修和延寿的技术。
从53 世纪43 年代初开始,国内石油石化’冶金和机械等部门的一些科研’设计’制造和生产单位在原来的石油工业部和后续的中国石化总公司的组织领导下,组成了热壁加氢反应器联合攻关组,在消化吸收国外引进技术’跟踪国外技术发展’热壁加氢反应器国产化方面取得了巨大的进步,满足了国内炼油工业发展对加氢反应器的需要$通过联合攻关,从./41 年国产5> 56,\O.ND钢锻焊结构热壁加氢反应器见证件通过鉴定,继而开展国内首台锻焊结构热壁加氢反应器研制起,国内加氢反应器取得了一系列里程碑式的进步$./40 年中国一重由于参与联合攻关所取得的成果,通过()g 的考察认可,于./44 年以反承包形式与()g 合作完成了齐鲁石化重油加氢反应器的制造$这一合作进程又进一步推动了我国热壁加氢反应器技术的进步,./4/ 年,首台由我国自行设计研究并用国产材料制造的锻焊结构热壁加氢反应器顺利出厂,并投入装置运行$该反应器重达553 G,内径. 433 EE,筒体壁厚.63EE,壳体材料5> 56,\O.ND i QX> 210( 最小有效堆焊层厚度2 EE ) ,长度55 333 EE,设计压力53> .7 NXL,设计温度163 h $从./4/ 年6 月投用至今已55 年,运行正常$经多次在役外观检测与无损检验,无异常现象[5].//3 年以后又相继完成了133 G,673 G,. 333 G 级的5> 56,\O.ND 钢锻焊结构热壁加氢反应器的设计制造任务53 世纪/3 年代国外推出了在传统5> 56,\O.ND 和2,\.ND 钢基础上添加矾的改进型,\ND钢$由于新型加矾钢的卓越性能,在提高材料强度的同时,还显著地提高了抗氢腐蚀’氢脆’回火脆性及堆焊层剥离的能力。
本文综述了我国炼油加氢反应器研制建造,发展历程和取得的成就指出国内加氢反应器制造技术在以下几方面所面临的挑战: 压力容器新标准的颁布实施,需亟待完善加氢备用材料的基础性能数据; 超大厚度和超大型筒节锻件及设备制造技术有待进一步完善;尽早开展加氢反应器服役后的材料性能研究,为即将到来的设备延寿做好技术准备。
第2章鼓泡床加氢反应器概述2.1 加氢反应器的发展史有人把加氢反应器的发展分为4个阶段[1~3]:第一代从1963年日本制钢所正式生产第一台加氢反应器为标志,早期是Cr -M 钢板(量用锻件)内壁加不锈钢复合板焊接完成,70年代前后用内壁堆焊不锈钢的板焊或锻焊结构所代替。
70年代后期我国开始引进加氢裂化装置。
第二代是改良期,由于材料脆化造成的事故,开始研究回火脆化问题,并控制J 系数≤300、250、180、150(%)。
第三代是成熟期,制造技术逐渐成熟, J系数≤130。
这个时期国内开始制造锻焊结构加氢反应器,1983年由洛阳院、一重厂、抚顺石油三厂、北钢院、合肥通用所五家组成的联合攻关组研制2.25Cr-1Mo钢反应器材料和制造工艺,1986年制成模拟环锻件,1989年由抚顺石油三厂生产出我国第一台锻焊结构的加氢反应器-筒体壁厚150mm、内径1800 mm、内壁单层堆焊、单重220 吨、设计温度450℃、设计压力20.6MPa。
第四代是更新期,对服役20多年的设备进行更新,同时又满足新的加工工艺和大型化的要求,不断开发新钢种,如2.25Cr-1Mo-V,3Cr-1Mo-V-Ti-B3Cr-1Mo-V-Nb-Ca,3Cr-1Mo-1/4V,2Cr-1Mo-1/4V 等,以加V为主进行更新。
2.25Cr-1Mo钢的J系数≤100(%)。
2.2 加氢反应器发展各阶段特点伴随新技术、新工艺的不断出现,加氢反应器·在不同阶段具有不同的特点,总体呈现精细化、高效化。
2.2.1加氢反应器发展第一、二阶段特点第一代处于裂解、脱硫等石油炼制工艺的引进期,这个时期的特点是:反应器的封头为拼焊结构;反应器壳体初期内衬不锈钢筒逐渐发展为后期用不锈钢的带极堆焊方法进行内壁堆焊不锈层;反应器壳体材料用Cr—Mo钢钢板及锻件的J系数没有要求;反应器收口筒节(下筒节)通过锻造环经机械加工而成;反应器用Cr—Mo钢锻件初期采用正火(奥氏体化后空冷)+回火的热处理工艺,使锻件的强度低于钢板的强度,并体现在标准中,对于板焊结构的反应器来说由于壳体既有钢板又有锻件,所以是不利的,随着科研工作的深入到后期将Cr-Mo钢锻件才用正火(奥氏体化后水冷——用尽可能大的水冷强度)+回火热处理工艺,使锻件的强度达到了钢板的技术指标;冲击性能的试验温为+10 oC、验收指标AKv,>55J(允许一个最低值一>47J)。
这个时期的反应器简体最大壁厚260 mm、单台最大重量500t。
3加氢反应器发展第二阶段的特点第二代处于对第一代产品在制造中存在的问题和在使用中发现的损伤问题进行科研攻关并得到解决的改良期,这个时期的特点是:反应器的封头为整体结构——用一张钢板或一块锻板冲压成形;场组焊技术开发研究成功,在第二代初期就得到了应用,解决了500-800t反应器不能运输的问题,并建立了工地焊接、焊后热处理、射线检查、水压机试验的现场施工方法,这一时期用现场组焊方法制造的最大重量的反应器单台重为814 t(筒体壁厚251 mm);在役设备的损伤主要表现之一的材料脆化造成脆性破坏事故,经过研究分析导致事故的原因主要是Cr-Mo钢母材和焊缝有明显的回火脆化倾向性,通过采用抗回火脆化效果较好的VCD法冶炼的低硅Cr-Mo钢,并对钢材中的J系数提出要求,由初期规定的_,≤300%)过渡到.,≤250(%)再发展到后期的_,≤180(%);回火倾向性评定vTr54+2.5△v1’r54≤+38 oC;在制造技术上开发了用收口套锻造下筒节的技术;在役设备的损主要表现之一的壳体内壁不锈钢堆焊层的氢致剥离问题,经过试验研究通过采用高速度、大电流堆焊内壁不锈层的方法来解决;冲击性能试验温度由初期的0 oC依次降到一7℃、-15 oC,试验指标不变仍为AKv,>55J(允许一个最低值≥47J);壳体环焊缝及接管焊缝都采用自动化焊接技术。
这个时期反应器简节最大厚260 mm、单台最大重量850t。
2.2.2加氢反应器发展第三、四阶段特点第三代处于第二代时期所建立起来的若干改良技术进一步完善与提高的过程,建立了生产周期短、可靠性高、价格低的反应器制造体系,标志着反应器的设计、制造进入了成熟期。
这个时期的特点:对钢材中J系数的要求进一步提高,J系数由初期的150降低到后期的130;冲击性能的试验温度继续降低至初期一20℃,随后又降低到一30℃,验收指标同第二代一样,AKv≥55J(允许一个最低值≥47J)。
这个时期反应器筒体最大壁厚282 mm、单台最大重量为1 150t。
中国第一重型机械(集团)有限责任公司、北京钢铁研究总院、抚顺石油三厂、中国石化洛阳工程公司(设计院)、机械部通用机械研究所等五家单位组成的课题组从1983年1月开始进行2÷Cr-lMo钢反应器材料及其制造工艺研制,用28 t锭锻造出01 745 mm/01 360 mmx2 200 mm的简体模拟件,1986年取得成功。