接触反应钎焊和熔钎焊共21页
钎焊方法及工艺ppt课件
• 塑料的结构是由链状分子构成,或称纤维 状分子。与棉花的网状纤维相类似,是无 序卷绕状。根据分子链的构造,塑料可分 热塑性塑料、弹性塑料(合成橡胶)和热固性 塑料(图1)。
36
• 在实际中,人们使用的塑料不是纯塑料,而是添加 了些辅助材料,如稳定剂、强化剂和着色剂等。由 此获得特殊性能和降低成本。
29
3、各种材料的钎焊
• (1)材料的钎焊性
• 是指材料对钎焊加工的适应性,即材料在一定 的钎焊条件下获得优质接头的难易程度。
• 1)钎焊性的好坏首先与材料表面形成的氧化 物成分及其去除的难易程度有关。
• 例如铜和铁表面氧化物的稳定性低容易去除, 故钎焊性好;铬的氧化物稳定性高,不易去除, 含铬的金属必须采用活性大的钎剂或纯度高的 还原性气体才能将其除去。铝的氧化物更难去 除,相对来说,铝的钎焊性就差。
5
(2)钎料与母材的相互作用。 这种作用可归为两种:
一种是固态母材向液态钎料的溶解; 另一种是液态钎料向母材的扩散。 这些相互作用对钎焊接头性能影响很大。
• 1.3钎焊方法分类 • 根据所使用的热源来命名及分类,
见表1。
6
7
• 1.4典型钎焊方法介绍 • 图2 常用钎焊方法
8
• 1.6钎焊接头设计 • (1)设计原则: • ①首先考虑接头强度 • ②其次还要考虑组合件的尺寸精度 • 零件的装配定位; • 钎料的安置; • 接头间隙等。
16
• ②接头与载荷关系问题 . • 接头设计时应避免在载荷作用下接头处发
生应力集中,另外在受撕裂、冲击、振动 等载荷作用时也应特别注意接头设计的合 理性。 • 图9列举了一些实例。
17
图9 受动载或重载荷接头的合理设计或不合理设计(15)
接触反应钎焊和熔钎焊解读PPT共21页

36、如果我们国家的法律中只有某种 神灵, 而不是 殚精竭 虑将神 灵揉进 宪法, 总体上 来说, 法律就 会更好 。—— 马克·吐 温 37、纲纪废弃之日,便是暴政兴起之 时。— —威·皮 物特
38、若是没有公众舆论的支持,法律 是丝毫 没有力 量的。 ——菲 力普斯 39、一个判例造出另一个判例,它们 迅速累 聚,进 而变成 法律。 ——朱 尼厄斯
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联
40、人类法律,事物有规律,这是不 容忽视 的。— —爱献 生
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己ቤተ መጻሕፍቲ ባይዱ——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
AZ91D镁合金接触反应钎焊试验

AZ91D镁合金接触反应钎焊试验陈梦成;杨广建;徐道荣【摘要】将AZ91D镁合金作为研究对象,采用Al-Si-Mg钎料和Zn箔对两种镁合金进行真空钎焊,采用金相显微镜、显微硬度机及能谱仪等表征方法对焊接接头的微观组织、力学性能以及扩散情况进行了分析,探讨不同工艺参数对接头性能的影响,导求AZ91D镁合金钎焊的最佳工艺参数.结果发现,使用A1-Si-Mg钎料作为中间层进行钎焊时,能得到良好冶金结合的焊缝,但宏观焊缝表面会出现溶蚀沟槽;使用Zn箔作为中间层进行钎焊时,会出现非常严重的孔洞缺陷,焊缝区与热影响区的扩散效果不明显,且焊缝表面出现钎缝堆高和未焊合,Zn箔不适宜作为镁合金钎焊的钎料.【期刊名称】《电焊机》【年(卷),期】2015(045)008【总页数】6页(P43-48)【关键词】AZ91D;中间层;真空钎焊;焊缝【作者】陈梦成;杨广建;徐道荣【作者单位】合肥工业大学材料科学与工程学院,安徽合肥230009;合肥工业大学材料科学与工程学院,安徽合肥230009;合肥工业大学材料科学与工程学院,安徽合肥230009【正文语种】中文【中图分类】TG454作为21世纪最具发展潜力的绿色工程材料,镁合金具有质量轻、比强度高、比刚度高、力学性能好、价格低廉等一系列优点,成为现代工业产品的理想结构材料,在交通及航空航天领域具有广阔的应用前景[1]。
目前应用的镁合金部件主要是利用其良好的铸塑性生产的压铸件。
如采用合理的焊接工艺,可以加工结构更复杂、尺寸更大的镁合金部件,进一步扩大镁合金的应用范围。
由于镁合金的熔点低,导热率高,线膨胀系数大,与氧、氮的亲和力大,焊接时容易形成气孔、夹杂、裂纹等缺陷,焊缝质量较低,使焊接接头质量下降。
因此,要想实现可靠的连接,焊接方法的选择尤为重要[2]。
钎焊作为材料连接方法中的一种,是当今高技术中一项精密的连接技术,在许多行业中得到广泛地应用。
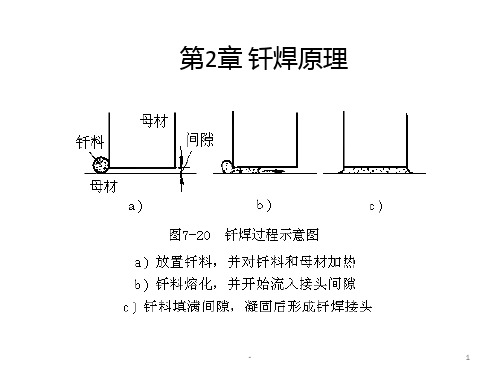
与熔焊方法不同,其采用了比母材熔化温度低的钎料,钎焊时钎料熔化为液态而母材保持为固态,依靠液态钎料与固态母材间的相互扩散形成冶金结合,获得牢固的接头。
接触反应钎焊

应用(Ti合金)
Influence of given holding times on microstructure (a 10 s; b 30 s; c 90 s)
应用(Ti合金)
Influence of given temperatures on microstructure(a 1120°C; b 1140°C)
应用(Ti合金)
余 春等对T i / Cu / T i 接触反应钎焊微观组织进行了研究
接头形貌二次电子图
应用(Ti合金)
应用(Ti合金)
同一接头不同区域微观组织形貌(940°C,60S)
应用(Ti合金)
M. F. Wu等研究了Ti/Fe接触反应钎焊在温度为1100 – 1140°C 条件下保温时间为 10 – 90 s范围内的组织
应用(Al合金)
Hui Zhao 和 Dusan P. Sekulic等人对Al基复合材料的CRB在反应基体上熔融金属 的扩散和显微层金属再凝固进行了研究
应用(Al合金)
Residue clad layer at locations away from a joint after the CRB process for different initial clad layer thicknesses, i.e,for a 40.5 μm, b 67.3 μm, c 100.3 μm, and d 126.6 μm
工艺参数对接触ห้องสมุดไป่ตู้应液相铺展面积的影响
应用(Mg合金)
徐道荣等对变形镁合金炉中接触反应钎焊试验进行了研究
10μm Cu箔/5min,峰值钎 焊温度对ME20M/ME20M接 头微观形貌的影响
应用(Mg合金)
第2章--钎焊原理PPT课件
4、母材表面粗糙度的影响(当钎料与母材的相互作用弱 时,影响大,作用大时,影响小)
5、温度的影响(液体的表面张力随着温度升高而降低)
-
5
§2.2 液态钎料的填缝
§2.2.1 液态钎料在垂直放置的平行间隙中的填缝
当将两互相平行的金属 板垂直插入液态钎料中 时,假设平行金属板无 限大,钎料量无限多,由 于存在毛细作用,如果 钎料可以润湿金属板, 则会出现图(a)所示的 情形,否则,则会出现图 (b)的情形。
钎焊区的低氧分压外,还与氧化膜直接发生作用予
以消除氧化膜。
-
18
氧化膜直接发生作用予以消除氧化膜。 通常采用氢,也可以使用CO。两者相比
,氢活泼得多。
MemOn + nH2 = mMe + nH2O Kp与氢中水蒸气含量有关。
露点—气体所含水蒸气开始凝聚成水的温度。 气体中水蒸气含量越少,则它的露点温度越低。
-
17
4. 氧化膜为母材所溶解;如TiO2在高于700℃溶
入Ti中。
5. 被母材合金元素还原去除;如Mg还原Al2O3。
6. 液态钎料的吸附作用使氧化膜强度下降,破
碎弥散并溶入钎料中。可能是上述作用的相互补充
。氧化物的挥发可能性较大。真空比中性气氛有较
好的去膜作用。
3 活性气体
活性气体介质除能防止母材和钎料氧化及保证
-
14
2 真空
粗真空 101kPa~1.33kPa
(760~10Torr)
低真空 1.33kPa~133mPa
(10~10-3Torr)
高真空 133mPa~133×10-5mPa
(10-3~10-8Torr)
超高真空 133×10-5mPa以下
接触反应钎焊和熔钎焊.共21页
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
接触反应钎焊和熔钎焊.
6、纪律是自由的第一条件。——黑格 尔 7、纪律是集体的面貌,集体的声音, 集体的 动作, 集体的 表情, 集体的 信念。 ——马 卡连柯
8、我们现在必须完全保持党的纪律, 否则一 切都会 陷入污 泥中。 ——马 克思 9、学校没有纪律便如磨坊没有水。— —夸美 纽斯
10、一个人应该:活泼而守纪律,天 真而不Байду номын сангаас幼稚, 勇敢而 鲁莽, 倔强而 有原则 ,热情 而不冲 动,乐 观而不 盲目。 ——马 克思
钎焊方法PPT课件

NaCl 30 22 22 22.5 -
成分 %
CaCl2 BaCl2
-
65
48
30
-
48
50
50
77.5 -
-
100
Tm /℃ KCl
TB /℃
5 510 570~900
- 435 485~900
30 550 605~900
0 595 655~900
- 635 665~1300
- 962 1000~1300 第16页/共30页
I 4.44B S f W 1012 (A) Z
由于感应电流具有集肤效应,即焊件表 面的感应电流强度大,而内部较小。这样, 焊件内部的加热只能靠表面向内部的热传导 来实现,从而造成了焊件上温度的不均匀, 而且频率越高,电流强度的分布越不均匀。
所以,对于感应钎焊,选用过高的频率 并不利,一般钎焊时频率为500kHz左右。
第10页/共30页
• 钎剂:膏状或液态
• 钎料:箔状、丝状、粉未状、膏状、或在焊件 上预镀钎料层。
• 特点:加热迅速,氧化少,主要钎焊较小工件
感应钎焊时常使用一些辅助夹具来夹持 和定位焊件,这对于提高生产率和保证钎焊质 量有重要作用。感应钎焊的操作简单,易于实 现自动化,且钎焊第质11页量/共也30页易于保证。
•
烙铁钎焊
•
火焰钎焊
•
电阻钎焊
•
感应钎焊
•
浸沾钎焊
•
炉中钎焊扩散钎焊
•
其它钎焊方法
第1页/共30页
4.1 烙铁钎焊(iron soldering)
利用烙铁头部积聚 的热量来实现钎焊加热。 特点:
温度低 应用范围 :
接触反应钎焊
应用(不锈钢)
SEM image of joints (a) and EPMA (电子探针)test results of main elements (b)
应用(不锈钢)
Effect of holding time on microstructure at 570 °C: () 30 min; (b) 60 min
应用(Al合金)
Hui Zhao 和 Dusan P. Sekulic等人对Al基复合材料的CRB在反应基体上熔融金属 的扩散和显微层金属再凝固进行了研究
应用(Al合金)
Residue clad layer at locations away from a joint after the CRB process for different initial clad layer thicknesses, i.e,for a 40.5 μm, b 67.3 μm, c 100.3 μm, and d 126.6 μm
960°C退火后,接头宽 度和显微硬度的变化
1) layer of Cu; 2) layer of N i; 3) layer of Pd;
应用(Ti合金)
Structure of brazed joints in AT3 alloy. (×100) a, b) after brazing, layers of Cu and Pd, respectively; e, d) after annealing at 960~ for 8 h, layers of Cu and Pd, respectively.
接触反应钎焊与TLP的异同点
2.过程
接触反应钎焊三个阶段
1.准备阶段 2.形成液相 3.固态金属向已形成的 液相中溶解