手机结构设计的一些基础知识
GSM基础知识
QPSK
TD-SCDMA
TDD
CDMA
QPSK、8PSK(2Mbps)、16QAM(HSDPA)
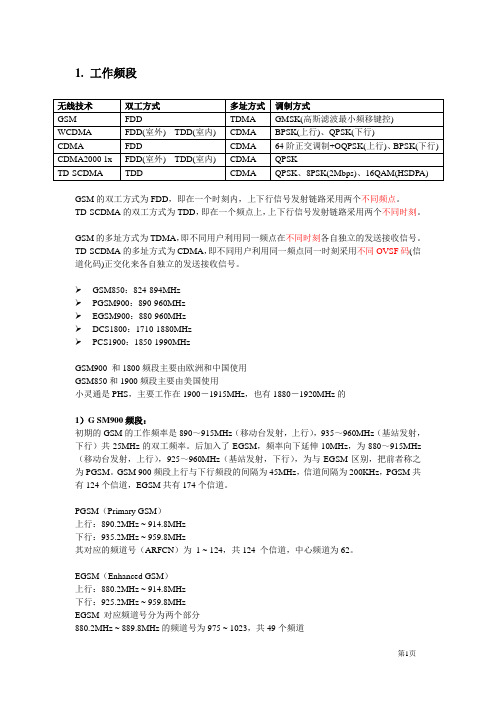
GSM的双工方式为FDD,即在一个时刻内,上下行信号发射链路采用两个不同频点。
TD-SCDMA的双工方式为TDD,即在一个频点上,上下行信号发射链路采用两个不同时刻。
GSM的多址方式为TDMA,即不同用户利用同一频点在不同时刻各自独立的发送接收信号。
基带跳频:将话音信号随时间的变换使用不同频率的发射机发射。
射频跳频:又称合成器跳频,话音信号使用固定的发射机,在一定跳频序列的控制下,频率合成器合成不同的频率来进行发射。(BCCH频点不参与跳频)
4.网络协议结构
GSM网络协议结构
GSM协议分层结构
1.接入层AS
L1G:无线接口的最低层,属于层1。它提供传送比特流所需的物理链路(例如无线链路),为高层提供各种不同功能的逻辑信道,包括业务信道和逻辑信道,每个逻辑信道有它自己的服务接入点
联通
ARFCN
上行
下行
带宽
EGSM 900
96~124
909.2 ~914.8MHz
954.2 ~ 959.8MHz
6M
DCS1800
662~736
1740.2~ 1755MHz
1835.2~ 1850MHz
15M
DCS1800频段,联通最初的频点规划是687 ~ 736,带宽10M;现在全国扩展了5M,为15M;个别地区(北京、广东、上海)扩展了10M,为20M。
EGSM对应频道号分为两个部分
880.2MHz ~889.8MHz的频道号为975 ~ 1023,共49个频道
890.0MHz ~ 914.8MHz的频道号为0 ~ 124,共125个频道
手机结构原理

手机结构原理
手机结构原理是指手机的内部结构和工作原理。
手机主要由屏幕、电路板、电池、摄像头、扬声器等部件组成。
屏幕是手机的输出设备,采用液晶或OLED技术,将电信号
转化为图像供用户观看。
电路板是手机的核心部件,上面集成了中央处理器(CPU)、内存芯片、通信芯片等,负责控制手机的各项功能。
电池提供手机的电源,一般采用锂离子电池,具有高能量密度和较长的使用寿命。
摄像头的原理是光电转换,通过感光元件将光线转化为电信号,进而生成图像。
扬声器则是手机的音频输出设备,将电信号转化为声音供用户听取。
手机的工作原理主要是通过电路板上的芯片来实现的。
当用户触摸屏幕或按键时,触摸信号或按键信号被感应后,通过电路板中的芯片进行处理和解析。
CPU负责处理数据、运行应用
程序等,内存芯片存储手机的操作系统和应用程序。
通信芯片负责手机与移动通信网络的连接和数据传输。
当用户拨打电话或发送短信时,通信芯片将信号转化为电磁波,经过天线发送出去。
接收到的信号也通过天线进入手机,经过通信芯片解码后转化为语音或文字。
同时,手机的摄像头会实时感知外界环境,将图像信号传输给CPU进行处理,并通过
屏幕显示给用户。
扬声器则负责将接收到的声音信号转化为声音输出。
总之,手机结构原理是指手机内部各个部件的结构和工作原理,通过合理的组合和配合,实现了手机的各项功能。
手机射频基础知识

4
射频基础知识
射频= Radio Frequency (RF) → 无线
中波广播 短波广播 RFID 调频广播 (无线)电视 遥控模型 个人移动通信 WLAN, Bluetooth(ISM Band)
530-1700 kHz 5.9-26.1 MHz 13 MHz 88-108 MHz 54-88, 174-220 MHz 72 MHz 900MHz, 1.8, 1.9, 2 GHz 2.4-2.5GHz, 5-6GHz
DCS1800 手机发:1710~1785MHz;手机收:1805~1880MHz。
• GSM的调制方式是BT=0.3的GMSK,调制速率为 270.833千波特,0.3表示了高斯滤波器的带宽和比特率 之间的关系。 • 在GSM中,数据的比特率被选择为正好是频偏的4倍, 这可以减小频谱的扩散,增加信道的有效性。
7
传输线
• 同轴线或同轴电缆(coaxial cable) • 平行双线(twin-lead, two wire) • 微带线(microstrip)
8
波动方程和特性阻抗
9
元器件和寄生参数
– 分立无源元件的高频模型 电阻、电容和电感的阻抗在高频时往往与它们的标称值有很大的 偏差,这时寄生元件造成的,它们降低了元件的品质因数和自谐 振频率 – 自谐振频率 频率高到一定的程度,元件的阻 抗会由原来的感性变成容性或由 容性变成感性,这说明寄生效应 已经占据主导地位,元件无法再 工作。例如右图中一个电感电抗 随频率的变化。
1 复帧 = 26 TDMA帧(120ms) 0 1 24 25 0
1 复帧 = 51 TDMA帧(3060/13ms) 1 49 50
1 TDMA帧 = 8 时隙(120/26 = 4.615ms) 0 1 2 3 4 5 6 7
手机天线基础知识

PIFA需要的空间和其它条件
• PIFA需要的空间大小视乎频段和射频性能的需求。
双频(GSM/DCS):600 ×7~8mm 三频(GSM/DCS/PCS): ×7~8mm 700 m m2 满足以上需求则GSM频段一般可能达- 1~0dBi, m m2 DCS/PCS则0~1dBi。 • 天线正下方一般避免安放器件,尤其是Speaker和Vibrator • 电池尽量远离天线。一般至少5mm以上。 • 天线同侧后盖上不用导电漆喷涂,谨慎使用电镀装饰。
内置天线分类
• PIFA Planar Inverted F Antenna • Internal Planar Monopole 内置平面单极天线 • Internal Helix 内置螺旋天线
手机结构 vs PIFA天线(直板 机)(一)
• 典型PIFA形 式,GSM/DCS (/PCS) • 位于手机顶部 • 面向Z轴正向, 与电池同侧。
• Efficiency(效率)
Gain=Directionality × Efficiency
Efficiency=Output Power/Input Power
天线原理
• Polarization(极化)
天线远场处电矢量轨迹。分线极化、圆极化、椭圆极化。 一般手机外置(stubby)天线在H面接近线极化,PIFA和Monopole极 化复杂。 基站入射波为线极化,方向与地面垂直。
天线馈点和接地的摆放 (红色为馈点,蓝色为接地)
手机结构 vs PIFA天线(翻盖 或滑盖)(一)
• 翻盖手机合 盖状态,天 线表现与直 板机无异。 • 开盖状态, 上下盖PCB 都为地,天 线由在地顶 端变为处于 地中央。
手机结构 vs PIFA天线(翻盖 或滑盖)(二)
产品结构设计基础知识
产品结构设计基础知识产品结构设计是指在产品开发过程中,根据产品的功能需求和技术要求,将产品的各个组成部分进行合理的组织和安排,形成一个完善的产品结构。
产品结构设计的目标是实现产品的功能要求、质量要求和成本要求,并提高产品的竞争力和市场占有率。
一、产品结构设计的基本原则1.功能性原则产品结构设计首先要满足产品的功能要求,即确保产品能够正常运行并完成预期的功能。
2.稳定性原则产品结构设计要保证产品的稳定性和可靠性,防止在使用过程中出现故障或危险。
3.可制造性原则产品结构设计应考虑产品的制造工艺和生产成本,避免设计上的复杂性和难以制造的问题。
4.可维修性原则产品结构设计要考虑产品的易维修性,便于维护和修理,降低维修成本和维修时间。
5.可拓展性原则产品结构设计应具备一定的可拓展性,能够根据市场需求和技术进步进行升级和扩展。
二、产品结构设计的基本步骤1.需求分析产品结构设计的第一步是进行需求分析,了解产品的功能要求、性能要求和使用环境等相关信息。
2.功能分解根据产品的功能要求,将产品分解为各个功能模块,并确定各个模块之间的关系和接口。
3.模块设计对各个功能模块进行具体设计,包括模块的结构、尺寸和材料等方面的确定。
4.整体设计将各个功能模块进行整合,确定产品的整体结构和外观设计。
5.工艺分析对产品的制造工艺进行分析,确定制造工艺和工艺装备。
6.成本分析对产品的各个部分进行成本分析,确定产品的制造成本和销售价格。
7.性能验证对产品进行性能测试和验证,确保产品能够满足设计要求和用户需求。
三、产品结构设计的常用方法和技术1.模块化设计采用模块化设计可以将产品分解为独立的功能模块,提高产品的可维护性和可扩展性。
2.标准化设计采用标准化设计可以降低产品的制造成本和设计难度,提高产品的一致性和互换性。
3.参数化设计采用参数化设计可以根据用户的需求和要求,灵活地调整产品的参数和特性。
4.仿真分析通过使用计算机辅助设计和仿真分析软件,可以对产品的结构和性能进行模拟和评估。
PACK基础知识

PACK基础知识(1)第一节锂离子电池的基本知识一般而言,锂离子电池有三部分构成:1.锂离子电芯2.保护电路(PCM)3.外壳即胶壳电池的分类从锂离子电池与手机配合情况来看,一般分为外置电池和内置电池,这种叫法很容易理解,外置电池就是直接装在手上背面,如: MOTOROLA191,SAMSUNG系列等;而内置电池就是装入手机后,还另有一个外壳把其扣在手机电池内,如:MOTOROLA998,8088,NOKIA的大部分机型1.外置电池外置电池的封装形式有超声波焊接和卡扣两种:1.1超声波焊接外壳这种封装形式的电池外壳均有底面壳之分,材料一般为ABS+PC料,面壳一般喷油处理,代表型号有:MOTOROLA191,SAMSUNG 系列,原装电池的外壳经喷油处理后长期使用一般不会磨花,而一些品牌电池或水货电池用上几天外壳喷油就开始脱落了.其原因为:手机电池的外壳较便宜,而喷油处理的成本一般为外壳的几倍(好一点的),这样处理一般有三道工序:喷光油(打底),喷油(形成颜色),再喷亮油(顺序应该是这样的,如果我没记错的话),而一些厂商为了降低成本就省去了第一和第三道工序,这样成本就很低了.超声波焊塑机其作用为:行业内比较好的国产超声波焊塑机应该是深圳科威信机电公司生产的.焊接有了好的超声波焊塑机不够的,是否能够焊接OK,还与外壳的材料和焊塑机参数设置有很大关系,外壳方面主要与生产厂家的水口料掺杂情况有关,而参数设置则需自己摸索,由于涉及到公司一些技术资料,在这里不便多讲.1.2卡扣式卡扣式电池的原理为底面壳设计时形成卡扣式,其一般为一次性,如果卡好后用户强行折开的话,就无法复原,不过这对于生产厂家来讲不是很大的难度(卡好后再折开),其代表型号有:爱立信788,MOTOROLA V66.2.内置电池内置电池的封形式也有两种,超声波焊接和包标(使用商标将电池全部包起)超声波焊接的电池主要有:NOKIA 8210,8250,8310,7210等.包标的电池就很多了,如前两年很浒的MOTO998,8088了.第二节锂离子电芯的基本知识锂离子电芯是一种新型的电池能源,它不含金属锂,在充放电过程中,只有锂离子在正负极间往来运动,电极和电解质不参与反应。
手机堆叠设计基础
16
• 5,注意侧键焊盘和dome的距离。 • 6、由于电池卡扣常由于内置天线,摄像头等的影 响会设计在下部,因此电池连接器要求如果放在 下部就必须中间放置以防止电池间隙不均。 • 7、sim卡座的高度和基带的屏蔽罩有很大关系, 直接影响整机高度,需要合理放置屏蔽罩内元器 件的位置减低屏蔽罩高度和提高屏蔽罩的平面度 和强度。在屏蔽罩内的拐角处不允许放置高度距 离在屏蔽罩内顶面在0.2mm内的器件。 且要考虑 sim卡的出卡设计!
LONGCHEER CONFIDENTIAL
31
谢 谢!
LONGCHEER CONFIDENTIAL
32
LONGCHEER CONFIDENTIAL
19
• 五、主板堆叠厚度 • 主板堆叠厚度的控制: 总的原则:主板堆叠的高度 要尽量平均,影响整机厚度的最高点(高度瓶颈)和 其他地方高差要尽量小,尽量通过器件位置的调整 实现宽度,高度,和长度方向的尺寸都尽量小. • 1、主板板厚设计尺寸0.9mm,在造型中做1mm (包含公差)以及焊锡的厚度; • 2、主板bottom层对高度有影响的元器件主要有: 耳机座;电池连接器;屏蔽罩;SIM卡座;IO连 接器等,钽电容。
LONGCHEER CONFIDENTIAL
13
• 4、 PCB拼板设计外框四个角一定要倒圆角,以 免锐利的直角损坏真空包装,导致PCB氧化,产 生功能不良,另外邮票孔的设计要充分考虑SMT 时的牢度和突出板边器件的避让。 • 5、PCB和DOME的定位 ? 在硬件布线允许的情 况下,最好能在主板上开两个或3个贴DOME的定 位孔,位于主板的对角线方向,这样产线在贴DOME 的时候可以做一个夹具来保证贴DOME的准确性. 在硬件布线不允许开孔的情况下,在主板DOME上 在最远位置放置两个或三个直径1. 0mm的丝印点 (或者用MARK的中心露铜点,也为1.mm直 径),用于DOME和主板的定位。
MIC基础知识简介

MIC基础知识简介传声器基础知识简介:⼀,传声器的定义::传声器是⼀个声-电转换器件(也可以称为换能器或传感器),是和喇叭正好相反的⼀个器件(电→声)。
是声⾳设备的两个终端,传声器是输⼊,喇叭是输出。
传声器⼜名麦克风,话筒,咪头,咪胆等.⼆,传声器的分类:1,从⼯作原理上分:炭精粒式电磁式电容式驻极体电容式(以下介绍以驻极体式为主)压电晶体式,压电陶瓷式⼆氧化硅式等2,从尺⼨⼤⼩分,驻极体式⼜可分为若⼲种.Φ9.7系列产品Φ8系列产品Φ6系列产品Φ4.5系列产品Φ4系列产品Φ3系列产品每个系列中⼜有不同的⾼度3,从传声器的⽅向性,可分为全向,单向,双向(⼜称为消噪式)4,从极化⽅式上分,振膜式,背极式,前极式从结构上分⼜可以分为栅极点焊式,栅极压接式,极环连接式等5,从对外连接⽅式分普通焊点式:L型带PIN脚式:P型同⼼圆式:S型三,驻极体传声器的结构以全向MIC,振膜式极环连接式为例1,防尘⽹:保护传声器,防⽌灰尘落到振膜上,防⽌外部物体刺破振膜,还有短时间的防⽔作⽤。
2,外壳:整个传声器的⽀撑件,其它件封装在外壳之中,是传声器的接地点,还可以起到电磁屏蔽的作⽤。
3,振膜:是⼀个声-电转换的主要零件,是⼀个绷紧的特氟窿塑料薄膜粘在⼀个⾦属薄圆环上,薄膜与⾦属环接触的⼀⾯镀有⼀层很薄的⾦属层,薄膜可以充有电荷,也是组成⼀个可变电容的⼀个电极板,⽽且是可以振动的极板。
4 : 垫⽚:⽀撑电容两极板之间的距离,留有间隙,为振膜振动提供⼀个空间,从⽽改变电容量。
5: 极板:电容的另⼀个电极,并且连接到了FET的G极上。
6: 极环:连接极板与FET的G极,并且起到⽀撑作⽤。
7: 腔体:固定极板和极环,从⽽防⽌极板和极环对外壳短路(FET的S,G极短路)。
8: PCB组件:装有FET,电容等器件,同时也起到固定其它件的作⽤。
9: PIN:有的传声器在PCB上带有PIN,可以通过PIN与其他PCB焊接在⼀起,起连接另外前极式,,背极式在结构上也略有不同.四,、传声器的电原理图:D V SFET(场效应管)MIC的主要器件,起到阻抗变换或放⼤的作⽤,C;是⼀个可以通过膜⽚震动⽽改变电容量的电容,声电转换的主要部件.C1,C2是为了防⽌射频⼲扰⽽设置的,可以分别对两个射频频段的⼲扰起到抑制作⽤.R L:负载电阻,它的⼤⼩决定灵敏度的⾼低.V S:⼯作电压,MIC提供⼯作电压:C O:隔直电容,信号输出端.五,驻极体传声器的⼯作原理:由静电学可知,对于平⾏板电容器,有如下的关系式:C=ε·S/L ……①即电容的容量与介质的介电常数成正⽐,与两个极板的⾯积成正⽐,与两个极板之间的距离成反⽐。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电铸类特性;
原材料; 镍颜色; 金色. 银色. 罴色
特点: 文字轮廓清晰,体现微细纹理,典雅.高贵,半永久性,可进行腐蚀,Mirror处理,砂面,镭射效果,镀罴珍珠.
超蒲金属:
原材料: 镍颜色: 银色,金色,罴色
特点: 产品厚度可以达到0.04-0.18MM,图案和文字处理灵活,金属感强,粘贴操作方便,打样周期短.
铝腐蚀类:
原材料; 铝颜色: 颜色多样.
特点: 半永久性,一般用在名牌商标和装饰件.
亚克利:
原材料: PMMA 颜色: 颜色多样.
特点: 有良好的透光性,屈伸性,耐磨性
电铸铭牌设计注意事项:
1. 浮雕或隆起部份边缘处应留有拔模度,最小为10度,并随产品的高度增加,拔模度也相应增大.字体的拔模度在15度以上.
2. 铭牌的理想高度在3MM以下,浮雕或凸起部份在0.4~~0.7MM之间.
轮廓尺寸以2D图为准;图案或字体用CDR格式或者AI格式的文件.另外应提供产品的效果图.
10. 结构简单的产品开发周期为18—20天;若有立体弧度的产品.开发周期需要25天量产准备时间为15天;电铸件这金色银色.其它色只能通过后期喷涂达到.
铝腐蚀铭牌设计注意事项
1. 产品厚度在0.3—0.8MM,常用0.4—0.6MM.高度应控制在5MM之内.
2. 产品表面字体可采用挤压成型.腐蚀或印刷的方式.由于在挤压成型时,字体边缘受力会产生细小的裂纹,字体表面会有轻微的变形,所以挤压成形后的字体要对表面进行高光切削和接丝处理.
3. 表面效果可采用拉丝或磨沙面.拉丝效果可采用带有拉丝效果的板材;若产品表面带有腐蚀的方式加工.但是腐蚀的方式加工,但是腐蚀的效果没有拉丝板材的效果好.磨沙面是采用喷沙的效果加工.
4. 板材可根据需要进行着色处理,客户应提供机壳的正确尺寸及实样.
5. 产品表状可以作成任意的曲面,也可进行弯边或对边缘处进行高光切削.
6. 铭牌装配时为嵌入的结构.请提供机壳的正确尺寸及实样.若铭牌的尺寸过大过高.应在机壳上相应的部位加上支撑结构.
7. 客户应提供完整的资料.包括2D和3D的图档.2D使用DWG格式的文件.3D使用PRT 格式的文件.产品外观以3D图档为准;但是外型
3. 字体的高度或深度不超过0.3MM.若采用镭射效果则高度或深度不超过0.15MM.
4. 板材的平均厚度为0.22正负0.05,若产品超过此高度则应做成中空结核,并允许产品高度有0.05的公差;由于板材厚度是均匀结构,产品的表面的凸起或凹陷部份背面也有相应变化.
5. 产品外型轮廓使用冲床加工,为防止冲偏伤到产品其外缘切边宽度平均为0.07MM为防止产品冲切变形,尽量保证冲切部份在同一平面或尽量小的弧度,避免用力集中而造成产品变形.冲切是只能在垂直产品的方向作业.
6. 铭牌表面效果,可采用磨沙面.拉丝面,光面,镭射面相结合的方式.光面多用于图案或者产品的边缘,产品表面应该避免大面积的光面,否则易造成划伤;磨砂面的产品要比拉丝面多用于铭牌底面,粗细可进行高速;在实际的生产中,磨砂面的产品要比拉丝面的产品不良率低,镭射面多用于字体和图案,也可用于产品底面,建议镭射面采用下凹设计,因长时间磨损镭射面极易退色.另带有镭射效果的产品不能用与带有弧度的产品.
7. 若产品表面需要喷漆处理,应该提供金属漆的色样.由于工艺的限制,应允许最终成品的颜色与色样有轻微的差异.
8. 若铭牌装配时为嵌入的结构,请提供机壳的正常尺寸过大过高,应在机壳上相应的部位加上支撑结构.
9. 客户应提供完整的资料.包括2D和3D的图档.2D使用DWG格式的文件.3D使用PRT 格式的文件.产品外观以3D图档为准;但是外型
轮廓尺寸以2D图为准;图案或字体用CDR格式或者AI格式的文件.另外应提供产品的效果图.产品的开发周期一般这10~~12天,量产准备时间为5~~7天
该文章转自手机设计天下网
原文地址:/bbs/dispbbs.asp?BoardID=14&ID=913。