西门子840D系统伺服轴参考点调整方法分析
西门子840D维修与调整

西门子840D 数控系统调试,编程和维修概要概 述西门子公司数控系统产品结构数控系统的基本构成NCKM M C数控系统第一讲西门子数控系统的基本构成一.西门子840D系统的组成SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
人机界面人机交换界面负责NC数据的输入和显示,它由MMC和OP组成MMC(Man Machine Communication)包括:OP(Operation panel)单元,MMC,MCP(Machine Control Panel)三部分。
MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
1.MMC我们最常用的MMC有两种:MMC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D配MMC100.2,而为SINUMERIK840D配MMC103.※PCU(PC UNIT)是专门为配合西门子最新的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块——PCU20、PCU50、PCU70, PCU20对应于MMC100.2,不带硬盘,但可以带软驱;PCU50、PCU70对应于MMC103,可以带硬盘,与MMC不同的是:PCU50的软件是基于WINDOWS NT的。
PCU的软件被称作HMI,HMI有分为两种:嵌入式HMI和高级HMI。
一般标准供货时,PCU20装载的是嵌入式 HMI,而PCU50和PCU70则装载高级HMI.2.OPOP单元一般包括一个10.4〞TFT显示屏和一个NC键盘。
西门子840D调试知识
机床调试步骤:1.到现场先验货。
2.标记各轴电缆。
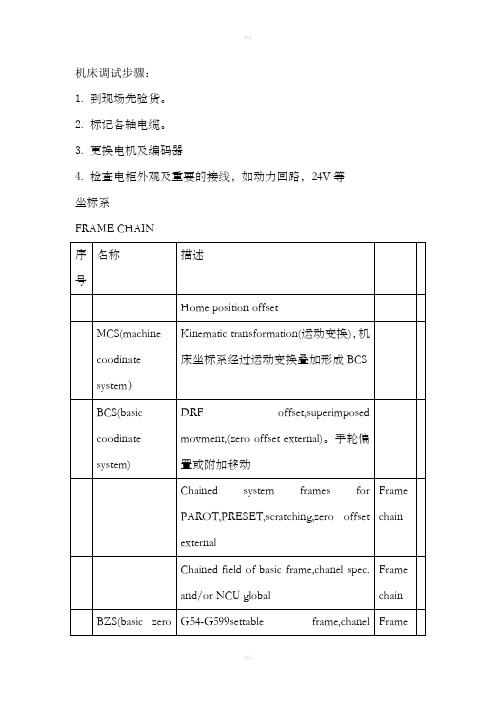
3.更换电机及编码器4.检查电柜外观及重要的接线,如动力回路,24V等坐标系FRAME CHAIN最终的坐标是由上向下一级级叠加1.MCS(Machine Coordinate System):由机床物理轴构成的坐标系。
2.BCS(Basic Coordinate System):由3个垂直轴和其他指定轴组成。
如果没有运动变换,BCS=MCS;如果有运动变换,几何轴和机床轴名称一定要不一样3.additive offset,是轴方向的平移偏置,没有旋转镜像缩放功能。
由PLC激活db3x.dbx3.0上升沿(自动模式下生效),PLC激活后,在下一个motion block 执行完后,偏置生效。
Md28082可以配置Chanel spesific system frame;编程$AA_ETRANS[axis]=xx。
DRF偏置;superimposed movement只能用同步功能通过$AA_OFF[axis]实现。
重新上电后,最后一次生效的additive offset不生效,除非用PLC重新激活,可以在MD24008修改。
MD24006 bit1=1复位后external zero offset还生效。
执行SUPA是不受zero offset external影响。
4.BZS(Basic Zero system),BZS is the basic coordinate system with basicoffset.BZS=BCS+zero offset external或DRF或superimposed motion 或Chained system frames或Chained basic frame。
5.SZS(Settable Zero system) is the workpieace coordinate system with aprogrammable frame from the viewpoint of the WCS.The workpiece zero is defined by the settable frame G54 to G599.SZS=WCS(由G54-G599定义)+programmable frame。
840D调试参数调整

840D调试参数调整一、轴配置MD10000 AXCONF_MACHAX_NAME_TAB 机床级轴配置MD20070 AXCONF_MACHAX_USED 通道级轴配置驱动号MD20080 AXCONF_CHANAX_NAME_TAB 通道级轴配置编程名MD20060 AXCONF_GEOAX_NAME_TAB 使用的几何轴名MD20050 AXCONF_GEOAX_ASSIGN_TAB 激活使用的几何轴驱动号二、驱动配置S tart_up/machine data首先配置功率模块,配置完成后SAVE OK 此时做一个NCK复位;再配置电机,配置完成后保存Boot File / Save BootFile / Save All 此时再做一次NCK 复位。
三、轴参数设置1、轴数据设定MD 30130 CTRLOUT_TYPE 给定值类型1为给定输出0为模拟MD 30240 ENC_TYPE 编码器类型实际为1MD 30110 CTRLOUT_MODULE_NR 给定值分配到逻辑驱动号MD 30200 NUM_ENCS 1为一个测量系统2为两个测量系统MD 30220 ENC_MODULE_NR 实际值分配到逻辑驱动号MD 30230 ENC_INPUT_NR 实际值输入到驱动模块(上部位1 下部为2)MD 32110 ENC_FEEDBACK_POL 实际值极性0/1为默认值-1变极性MD 32100 AX_MOTION_DIR 运动方向0/1为默认值-1变方向2、轴测量数据MD 31000 ENC_IS_LINEAR 测量系统是线性的0为旋转式的1为线性的MD 31040 ENC_IS_DIRECT 0编码器在电机上1编码器在机床上MD 31020 ENC_IS_RESOL 编码器每转线数MD 31030 LEADSCREW_PITCH 丝杠螺距MD 31060 / MD31050 =电机转数/丝杠转数MD 31080 / MD31070 =电机转数/编码器转数3、轴测量监控和软限位MD 36210 CTRLOUT_LIMITMD 36200 AX_VELO_LIMITMD 32000 MAX_AX_VELO 最大速度和G00速度MD 32010 JOG_VELO_RAPIDMD 32020 JOG_VELOMD 36100 POS_LIMIT_MINUS 第一软限位负MD 36110 POS_LIMIT_PLUS 第一软限位正MD 32450 BACKLASH 背隙补偿4、轴回参考点参数MD 34110 REFP_CYCLE_NR 通道特定的回参考点0 本机床不能由通道回参考点-1 本通道可不必回参考点MD 34200 ENC_REFP_MODE 参考点模式0 绝对值编码器1 带零脉冲的增量编码器3 带距离编码的长度测量尺5 接近开关取代撞块MD34000 REFP_CAM_IS_ACTIVE 0 无参考撞块(零脉冲) 1 有参考撞块 MD 11300 JOG_INC_MODE_LEVELTRIGGRD 0 连续回参考点1电动回参考点 MD 34050 REFP_SEARCH_MARKER_REVERSE 0 同步脉冲在挡块之前1 同步脉冲在挡块之后。
西门子840D维修与调整
西门子840D 数控系统调试,编程和维修概要概 述西门子公司数控系统产品结构数控系统的基本构成NCKM M C数控系统第一讲西门子数控系统的基本构成一.西门子840D系统的组成SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
人机界面人机交换界面负责NC数据的输入和显示,它由MMC和OP组成MMC(Man Machine Communication)包括:OP(Operation panel)单元,MMC,MCP(Machine Control Panel)三部分。
MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
1.MMC我们最常用的MMC有两种:MMC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D配MMC100.2,而为SINUMERIK840D配MMC103.※PCU(PC UNIT)是专门为配合西门子最新的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块——PCU20、PCU50、PCU70, PCU20对应于MMC100.2,不带硬盘,但可以带软驱;PCU50、PCU70对应于MMC103,可以带硬盘,与MMC不同的是:PCU50的软件是基于WINDOWS NT的。
PCU的软件被称作HMI,HMI有分为两种:嵌入式HMI和高级HMI。
一般标准供货时,PCU20装载的是嵌入式 HMI,而PCU50和PCU70则装载高级HMI.2.OPOP单元一般包括一个10.4〞TFT显示屏和一个NC键盘。
840D的轴原点重新设置

关于840D的轴原点重新设置如果是增量的测量系统你可以有两种方法来重新定义零点:第一,在MD34100中设定数值,并用此数值来表示当前的坐标值。
第二,在MD34080中设定数值使测量系统找到零脉冲后继续运动此数值停止,停止的位置为坐标零点。
绝对测量系统可以采用第一种方法,这其中你得掌握绝对测量系统重设坐标的步骤。
MD34200及MD34210设为零后重启系统,系统启动后MD34100设定你要的数值,34210设为1后按复位键,接着在回参考点方式下按轴移动方向键,搞定。
通过参数设置已经能够达到原点重新定位的功能。
中间加了个M指令来执行原点重新定位。
后来又将用操作面板按钮将DB2*.DBX1.0激活,增加了不在原点启动NC的功能。
22 旋转轴是可以在任意位置设为零点的。
4.BERO回参:对于主轴而言还有一种常用回参方法就是利用外部BERO来回参考点。
它的基本原理就是在执行SPOS??命令时,主轴由静止启动,主轴加速到MD34040??定义的速度,与接近开关同步,并且以MD35300??定义的速度定位。
主轴旋转方向由机床数据MD35350 确定。
常用的基本参数设置如下:34200??ENC_REFP_MODE=??7 接近开关作为主轴定向信号34040??REFP_VELO_SEARCH_MARKER??实际值??主轴定向速度(单位:转/分)34060??REFP_MAX_MARKER_DIST??=720??搜索接近开关的距离(单位:度)35300??SPOS_POSCTRL_VELO??实际值??主轴位控速度35350??SPOS_POSITIONING_DIR??3/4??主轴定向方向(3-正/4-负)另外还需要更改驱动参数:修改驱动数据:进入系统画面[SHIFT]+[ALARM],进入[机床数据]→[驱动器数据] 选相应的主轴参数SERVO?? 选择[显示参数]:如果主轴BERO信号接到x20的端子设定参数P495[0]=2;如果接到x21的端子上则设定参数P495[0]=5,然后设定P971=1,等待P971??由1??变0或者点击数据存储软件保存数据。
FANUC、SIEMENS数控机床参考点的原理、设置与维修

FANUC、SIEMENS数控机床参考点的原理、设置与维修当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(ATC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
一:使用相对位置检测系统的参考点回归方式:1、FANUC系统:1)、工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
当挡块离开参考点接近开关时,继续以FL速度移动。
当走到相对编码器的零位时,回归电机停止,并将此零点作为机床的参考点。
2)、相关参数:参数内容系统0i/16i/18i/21i0所有轴返回参考点的方式: 0. 挡块、 1. 无挡块1002.10076各轴返回参考点的方式: 0. 挡块、 1. 无挡块1005.10391各轴的参考计数器容量18210570~0575 7570 7571每轴的栅格偏移量18500508~0511 0640 0642 7508 7509是否使用绝对脉冲编码器作为位置检测器: 0. 不是、是 1815.50021 7021 绝对脉冲编码器原点位置的设定:0. 没有建立、 1. 建立1815.40022 7022 位置检测使用类型:0.内装式脉冲编码器、1. 分离式编码器、直线尺1815.10037 7037快速进给加减速时间常数16200522快速进给速度14200518~0521FL速度14250534手动快速进给速度14240559~0562伺服回路增益182505173)、设定方法:a、设定参数:所有轴返回参考点的方式=0;各轴返回参考点的方式=0;各轴的参考计数器容量,根据电机每转的回馈脉冲数作为参考计数器容量设定;是否使用绝对脉冲编码器作为位置检测器=0 ;绝对脉冲编码器原点位置的设定=0;位置检测使用类型=0;快速进给加减速时间常数、快速进给速度、FL速度、手动快速进给速度、伺服回路增益依实际情况进行设定。
840D绝对编码器回参考点11

电机采用绝对编码器时参数的配置在选择电机型号的时候,注意选择编码器的类型为绝对编码器。
MD30240[0]=4 反馈编码器类型MD34200[0]=0 回参考点模式3:光栅距离码回零1:零脉冲,如编码器0:不回参考点,如绝对编码器2.第二测量系统采用绝对编码器参数的配置MD30240[1]=4 反馈编码器类型MD34200[1]=0 回参考点模式3.绝对编码器回参考点的步骤:(1)设MD34210=1(2)将机床切换到JOG-FEF(手动回参考点方式),按一下机床面板上的RESET 键,然后按住轴移动方向键“+”(当MD34010=1时按“+”,若MD34010=0时按“-”),此时机床不移动,并将侧位置设为机床零点,即坐标显示为零并出现回参考点完成的标志,数控系统会自动将偏置写到MD34090中,回完参考点后MD34210变为2,回参考点成功。
机床采用绝对编码器作为测量系统能在断电之后记住机床的坐标,不需要每次上电后回参考点,这就是采用绝对编码器的好处,但是注意同样容量的电机采用绝对编码器时会比采用普通的增量编码器的容量要降10%,这是选用带绝对编码器电机时需要注意的。
绝对编码器分为多圈和单圈的,如过用绝对编码器作为直线轴的测量系统的话,必须采用多圈,常用的为4096圈,注意在机床轴的整个行程中,编码器旋转的圈数不能超过4096圈,否则会造成断电后无法记忆机床的坐标。
1.电机采用绝对编码器时参数的配置在选择电机型号的时候,注意选择编码器的类型为绝对编码器。
MD30240[0]=4 反馈编码器类型MD34200[0]=0 回参考点模式2.第二测量系统采用绝对编码器参数的配置MD30240[1]=4 反馈编码器类型MD34200[1]=0 回参考点模式3.绝对编码器回参考点的步骤:(1)设MD34210=1(2)将机床切换到JOG-FEF(手动回参考点方式),按一下机床面板上的RESET 键,然后按住轴移动方向键“+”(当MD34010=1时按“+”,若MD34010=0时按“-”),此时机床不移动,并将侧位置设为机床零点,即坐标显示为零并出现回参考点完成的标志,数控系统会自动将偏置写到MD34090中,回完参考点后MD34210变为2,回参考点成功。
840d主要参数设定

西门子840D数控系统的参数设定摘要本文主要针对以西门子840D为控制乐境的数控机床,对算机床数据的调整进行了分析,同时对机床限住的设定与驱神的配王进行了论述。
关键词保护级别有效方式设定配置l 概述随着电站经济的飞跃发展,对电站产品的加工设备的要求越来越高,对机械加工的要求也越来越高,如高低压加热器的管板,冷凝器的隔板等加工,这些都必须用数控机床来完成。
我国在80年代初进口了许多数控机床,其采用的数控系统十分多样化,其中西门子840D数控系统由于其强大的功能,优越的性能,已越来越被广大厂商的各种数控机床所采用,但西门子公司所提供的标准数据并不一定完全适合机床,因些很有必要进行参数的设定与调整。
2 相关问题在对机床参数进行调整前,有两个与数据调整有关的问题需要特别注意的:西门子数据的保护级别和数据写入有效的方式。
2.1 数据的保护级别西门子共设有7个等级的数据保护级别(见表1),级别0是最高的而级别7是最低的,高级别向下兼容低级别。
在修改数据的时候,若设定的Password级别不够高,将无法修改某些特定的机床参数。
具体修改密码的方法是在操作面板(OP)上依次按如下的软2.2 数据有效的方式数据修改后并不全是简单的就能有效,840D数控系统提供了多种数据有效的方式,而具体采用哪种方式又取决于所修改数据的参数类型。
数据的类型及其生效的方式共有如下几种:(1)POWER ON(of)生效方式是按操作(2)NEW-CONF(cf)生效方式是按操作面板的或者按机床控制面(3)RESET(re)按机床控制面板上的l 键生效(4)II~ F_,DLt,TE(s0)数据输人后即可生效3 参数的设定与调整西门子840D数控的控制系统参数是由机床数据(MD)与设定数据(sD)组成,机床数据与设定数据的数据范围及其定义见表2所示。
由表2中可以看出,机床数据(MD)主要由通用,特别通道,特别轴等机床数据构成;设定数据(sD)由通用,特别轴,特别通道设定数据组成。