PCB钻头及钻孔相关知识
pcb钻孔流程

pcb钻孔流程PCB钻孔流程。
PCB(Printed Circuit Board)即印刷电路板,是电子元器件的支撑体,是各种电子设备中不可或缺的一部分。
而PCB的制作过程中,钻孔是一个非常重要的环节,下面将介绍PCB钻孔的流程及注意事项。
首先,PCB钻孔的流程可以分为以下几个步骤:1. 设计钻孔位置,在PCB设计阶段,需要确定钻孔的位置和大小。
这些信息将在制造阶段被用来定位和钻孔。
2. 制作钻孔文件,根据设计要求,制作出钻孔文件。
这些文件将包含每个钻孔的坐标和直径。
3. 准备钻孔设备,将制作好的PCB放在钻孔机上,准备进行钻孔。
4. 钻孔,根据钻孔文件的要求,使用钻头逐个在PCB上进行钻孔。
这个过程需要非常精准和小心,以确保每个孔的位置和大小都符合要求。
5. 检查和清洁,完成钻孔后,需要对PCB进行检查,确保没有漏孔或者钻孔偏位。
然后使用清洁工具清洁PCB,确保孔壁干净。
6. 表面处理,最后,对PCB进行表面处理,以保护钻孔和提高PCB的耐久性。
在进行PCB钻孔的过程中,需要注意以下几点:1. 钻头选择,根据PCB设计要求选择合适的钻头,确保钻孔的大小和形状符合要求。
2. 钻孔精度,钻孔的精度直接影响到PCB的质量,因此在钻孔过程中需要严格控制钻头的位置和深度。
3. 钻孔速度,钻孔速度过快会导致PCB表面损伤,速度过慢则会影响效率,需要根据实际情况选择合适的钻孔速度。
4. 孔壁清洁,钻孔后需要及时清洁孔壁,以防止残留的金属屑或碎屑影响PCB的使用。
5. 表面处理,表面处理可以采用镀铜、喷锡等方式,以保护钻孔和提高PCB的稳定性。
总之,PCB钻孔是PCB制作过程中不可或缺的一环,需要在设计、制作和加工过程中严格控制每一个环节,以确保PCB的质量和稳定性。
希望本文对PCB钻孔流程有所帮助,谢谢阅读!。
pcb 钻咀用途

pcb 钻咀用途
PCB钻咀(也称为PCB钻头)是用于电子印刷电路板(PCB)加工的工具。
它们通常使用在PCB钻床或数控钻床上。
PCB钻咀主要用途是在PCB上钻孔。
这些孔用于安装电子元件、连接不同层的导线、提供电气连接以及实现电路设计中所需的其他功能。
PCB钻咀通过旋转和下压的方式在PCB上切削出孔洞,通常使用钨钢或碳化钨等硬质材料制成,以确保其耐用性和长寿命。
PCB钻咀的规格和尺寸可以根据特定的应用需求进行选择。
常见的钻孔直径范围从几十微米到几毫米不等,具体取决于PCB设计中的元件和导线尺寸要求。
需要注意的是,PCB钻咀是专门用于PCB加工的钻头,与一般的钻头(如金属钻头)有所区别。
其刀具几何形状和材料选择都经过优化,以适应PCB材料的特性和加工要求,并减少对PCB的损伤。
总而言之,PCB钻咀是用于在PCB上钻孔的专用工具,它们在电子制造和PCB加工行业中起着关键作用。
pcb行业的钻孔工序培训

钻孔工序是实现PCB多层布线的基础 ,对于确保电路板导通性能和电气性 能至关重要。
钻孔工序的基本流程
定位与校准
确保覆铜板位置准 确,避免钻孔偏差。
孔径检查
检查钻出的导通孔 是否符合设计要求。
开料
将覆铜板切割成适 当大小,准备进行 钻孔。
钻孔
使用钻孔机在覆铜 板上钻出导通孔。
后处理
清洗、烘干等后处 理步骤,确保导通 孔质量。
06 实际操作和案例分析
实际操作前的准备和安全检查
工具和设备的检查
01
确保钻机、钻头、钻嘴等工具和设备完好无损,没有磨损或损
坏的情况。
环境安全检查
02
检查工作区域是否整洁、宽敞,确保没有杂物和障碍物,保证
工作过程中的安全。
个人防护用品的佩戴
03
确保工作人员佩戴合适的防护眼镜、手套、工作服等个人防护
清洁度要求
钻孔过程中产生的切屑和污染物会影响电路板的性能和可靠 性。在培训中,学员需要学习如何控制工作区域的清洁度, 以及如何使用清洗剂和工具对钻孔后的PCB进行清洁处理。
钻孔的质量检测和控制
质量检测
钻孔质量直接影响电路板的性能和可靠 性。在培训中,学员需要学习如何使用 各种检测工具对钻孔质量进行检测,包 括孔径、深度、位置精度等参数的测量 和控制方法。
环保和可持续发展的要求对钻孔工艺的影响
环保和可持续发展意识的提高
随着社会对环保和可持续发展的重视程度不断提高, PCB行业也开始重视环保和可持续发展。在钻孔工艺 方面,需要采取一系列措施来减少环境污染和提高资 源利用效率。
环保型钻孔设备和技术的推广应用
研发和推广应用环保型钻孔设备和加工技术,如无污 染或低污染的钻孔液、环保型刀具等,以降低加工过 程中的环境污染,同时提高资源利用效率。
pcb 钻孔 沉铜 线路 工艺
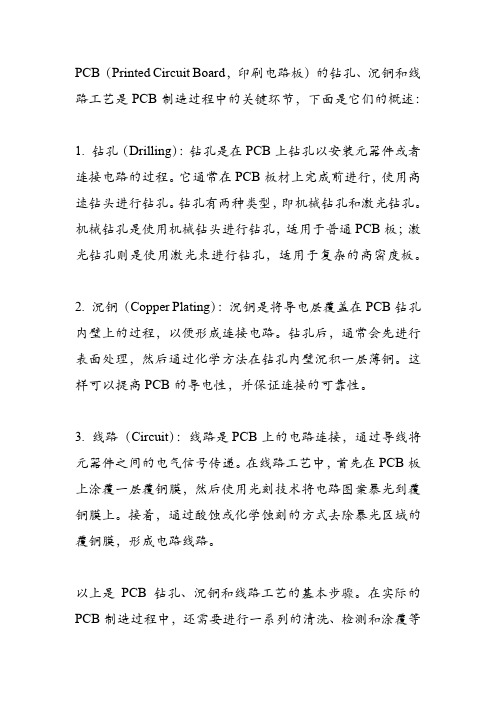
PCB(Printed Circuit Board,印刷电路板)的钻孔、沉铜和线路工艺是PCB制造过程中的关键环节,下面是它们的概述:
1. 钻孔(Drilling):钻孔是在PCB上钻孔以安装元器件或者连接电路的过程。
它通常在PCB板材上完成前进行,使用高速钻头进行钻孔。
钻孔有两种类型,即机械钻孔和激光钻孔。
机械钻孔是使用机械钻头进行钻孔,适用于普通PCB板;激光钻孔则是使用激光束进行钻孔,适用于复杂的高密度板。
2. 沉铜(Copper Plating):沉铜是将导电层覆盖在PCB钻孔内壁上的过程,以便形成连接电路。
钻孔后,通常会先进行表面处理,然后通过化学方法在钻孔内壁沉积一层薄铜。
这样可以提高PCB的导电性,并保证连接的可靠性。
3. 线路(Circuit):线路是PCB上的电路连接,通过导线将元器件之间的电气信号传递。
在线路工艺中,首先在PCB板上涂覆一层覆铜膜,然后使用光刻技术将电路图案暴光到覆铜膜上。
接着,通过酸蚀或化学蚀刻的方式去除暴光区域的覆铜膜,形成电路线路。
以上是PCB钻孔、沉铜和线路工艺的基本步骤。
在实际的PCB制造过程中,还需要进行一系列的清洗、检测和涂覆等
工艺,以确保PCB的质量和可靠性。
PCB钻头及钻孔相关知识_attachment01

100
80 斷針 60
之後因鑽針崩角嚴重、 加工中斷
40 (轉速) 低
20
(轉速) 高
0 63m/min 126m/min 188m/min 251m/min 314m/min
(轉速) (周速)
20 krpm 40krpm 60 krpm 80krpm
Hole Registration Accuracy
400
500
600
700 800 (kRPM)
高速加工的優点
■ 相同之Chip Load, 丌同転速的品質傾向
Evaluation Hole Location Hole Roughness Nail Heading Smearing Drill wearing 80k -Quality Level120k 160k 200k Getting better Stable Stable Decrease Less wearing
F
N
理論切削条件
■ FR-4 DS V=200m/min ■ FR-4 MLB V=180m/min
V=pDN/1000 V:周速(m/min) p :圆周率 D:鑽頭外径(mm) N:主軸転数(RPM)
理論主軸転数
φ0.10 φ0.15 φ0.20 φ0.25 φ0.30 φ0.35
二、 鑽針制造过程:
製造流程 圖示 內容
碳化鎢棒 裁切
接合 (PM) 無心研磨(一) 粗磨 及半精磨 精 磨 無心研磨(二) 中 檢 0.35 × 5.5 CNC 幾何切磨 洗淨 AOI全檢 / 自動上環 / 包裝 FQC出貨檢查
碳化鎢裁切
以高週波加熱將不鏽鋼炳與碳化鎢 鑽頭熔接 控制柄部直徑 磨鑽尖、肩部及鑽針直徑將鑽針直 徑磨至接近規格尺寸 將鑽針直徑磨至規格尺寸 控制柄部直徑及同心度 全檢鑽頭直徑, 錐度, 柄徑, 外觀抽 檢同心度及真圓度 切磨出溝槽, 鑽尖面 超音波清洗後, 自動光學檢驗(全檢) 全自動光學檢查及包裝 OUT-OFF-BOX AUDIT
70PCB钻头及钻孔相关知识

Speed
Positioning Accuracy
Spindle
Ring
Precision
Pressure Force
Material Preparation
Repointing
Repointing
PCB
Vibration
Bush
Set up
Resin
Content
Surface
Roughness
Copper
V=pDN/1000
V:周速(m/min) p :圆周率 D:鑽頭外径(mm) N:主軸転数(RPM)
理論主軸転数
高速加工的優点
■相同之Chip Load, 不同転速的品質傾向
高速加工的優点
■相同之Chip Load, 孔位精度的差異
CONDITIONS
PWB: FR-4(DS) 0.6mm x 2s
UNION TOOL CO. TECHNICAL RESEARCH
釘頭
■現象 鑽孔時内層銅箔不能被順利切削、反
而受到拉力延展変形為像釘子頭部形 状。
ST type
UNION TOOL CO. TECHNICAL RESEARCH
釘頭
■対策 減少鑽頭與孔壁接触的面積 (使用UC型) 加快進刀速 撃孔数、畳板数重新検討
ST型和UC型的形状
结构不同点:
■ST型
UC型的设计优势 ST/STX的设计优势
高质量的钻孔品质 ,低的钻孔温度, 低的钉头、胶渣、 折断率现象。
低的折损率,减少 了钻孔扭矩阻力。
操作简单,直径控 制容易,较多的研 磨次数
较大的使用范围, 使用于一般用途
■UC型
利于微钻和6层以上 利于一般直径钻头
PCB钻头及钻孔相关知识

160k
180k (RPM)
适当转速的选定:不能太高或太低
ห้องสมุดไป่ตู้
100 80
DRILL:UC φ1.0x8.0 PWB:FR-4 (Double Side) t1.6x3s E/B:AL t0.2 B/B:Paper Clad t1.5 Parameters:N=20~160krpm f=40μm/rev Constant Number of hits:2,000hits n=3
BACKER
■穿透量(DEPTH) L2 POINT ANGLE a =穿透部(L1)+鑽頭前端長度(L2)
φD
φ0.10 φ0.20 φ0.30 φ0.40 φ0.50 φ0.60
L1
0.3 0.3 0.3 0.3 0.3 0.3
L2
0.023 0.047 0.070 0.093 0.116 0.140
Hole Location
Getting better
Hole Roughness
Stable
Nail Heading
Stable
Smearing
Decrease
Drill wearing
Less wearing
高速加工的優点
■相同之Chip Load, 孔位精度的差異
Hole Accuracy (mm)
PC Board
Entry&Backer
Working Environment
f 0.1-0.25mm
Future Drilling in Production
対鑽孔品質的要求
■孔位精度 ■孔壁粗度 ■焦渣 ■釘頭 ■耐折損性 ■毛辺 ■排屑性及其他
孔位精度(Drilling Deflection)
pcb钻孔工艺技术
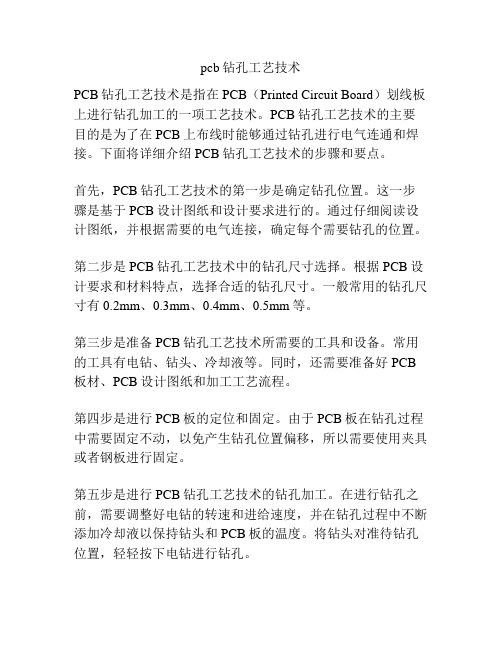
pcb钻孔工艺技术PCB钻孔工艺技术是指在PCB(Printed Circuit Board)划线板上进行钻孔加工的一项工艺技术。
PCB钻孔工艺技术的主要目的是为了在PCB上布线时能够通过钻孔进行电气连通和焊接。
下面将详细介绍PCB钻孔工艺技术的步骤和要点。
首先,PCB钻孔工艺技术的第一步是确定钻孔位置。
这一步骤是基于PCB设计图纸和设计要求进行的。
通过仔细阅读设计图纸,并根据需要的电气连接,确定每个需要钻孔的位置。
第二步是PCB钻孔工艺技术中的钻孔尺寸选择。
根据PCB设计要求和材料特点,选择合适的钻孔尺寸。
一般常用的钻孔尺寸有0.2mm、0.3mm、0.4mm、0.5mm等。
第三步是准备PCB钻孔工艺技术所需要的工具和设备。
常用的工具有电钻、钻头、冷却液等。
同时,还需要准备好PCB 板材、PCB设计图纸和加工工艺流程。
第四步是进行PCB板的定位和固定。
由于PCB板在钻孔过程中需要固定不动,以免产生钻孔位置偏移,所以需要使用夹具或者钢板进行固定。
第五步是进行PCB钻孔工艺技术的钻孔加工。
在进行钻孔之前,需要调整好电钻的转速和进给速度,并在钻孔过程中不断添加冷却液以保持钻头和PCB板的温度。
将钻头对准待钻孔位置,轻轻按下电钻进行钻孔。
第六步是进行PCB钻孔遗留物除去。
在钻孔过程中产生的切削渣滓和粉尘会遗留在钻孔孔壁和PCB表面上,需要进行清除。
可以用专用的工具或者刷子进行清理。
第七步是进行PCB钻孔工艺技术的质检。
通过目视检查和测量钻孔孔径,验证每个钻孔位置和尺寸是否符合设计要求。
如果有问题,需要及时进行修补或者重新进行钻孔。
最后一步是进行PCB板的表面处理。
PCB板钻孔后,孔壁会变得粗糙,需要进行表面处理。
常见的表面处理方式有焊盘钻孔、镀金等。
综上所述,PCB钻孔工艺技术是一项关键的加工工艺技术,通过合理的操作和使用适当的工具设备,可以实现PCB板的电气连通和焊接。
在进行PCB钻孔工艺技术时,需要特别注意钻孔位置确定、钻孔尺寸选择、工具设备准备、钻孔加工、钻孔遗留物除去、质检和表面处理等步骤和要点,以确保最终加工出符合设计要求的PCB板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DEPTH(mm) 0.323 0.347 0.370 0.393 0.416 0.440
(先端角為130°)
影響鑽頭品質的各主要因素
Drill Bit
Drilling Machine
Drilling Condition
Carbide Material Flute Finish
Geometry
Table Speed
PC Board
Entry&Backer
Working Environment
钻头的基本参数:
间隙
钻芯厚度 刃带宽
刃带长
螺旋角
第一面角
第二面角
W=0.11mm W=0.07mm
W
芯厚設計的差異性
Drill Type:UCf0.3 x 5 Web Taper:0.028 /mm Flute Land Ratio:2.2 Helix Angle:38°
孔位精度⇒悪化、切粉排出⇒良好
Hole Location
Getting better
Hole Roughness
Stable
Nail Heading
Stable
Smearing
Decrease
Drill wearing
Less wearing
高速加工的優点
■相同之Chip Load, 孔位精度的差異
Hole Accuracy (mm)
(%)
100% (2481sec)
100
80
60
40
20
0
75k
120k
68% (1696sec)
Condition Drill Dia: f0.4mm Chipload: 25mm/rev. Fixed No. of hits:3,000 Hit Method:Randomized
32% Time Reduction
ST UC
1000 2000 3000 4000 5000 Number of Hits
Union Tool 钻头的优点:
Union Tool 钻头的分类:
■ST型 ■UC型
ST30: 30度螺旋角ST型 ST35: 35度螺旋角ST型 STX: 变形ST型 SV: 两段倒锥ST型,
UC35: 35度螺旋角UC型 UM: 多层板UC型 UV: 两段倒锥UC型 SX: 槽孔用钻刀,UC结构
Design
Positioning Accuracy
Repointing
Vacuum
Spindle Pressure Force
Ring Precision
Repointing
PCB
Parameter Material Preparation
Vibration
Bush
Set up
Drilling
Glass Fiber Thickness
(轉速) (周速)
Hole Registration Accuracy
适当进刀的选定:
Hole Registration Accuracy(μm) Hole Wall Roughness(μm)
不能太大或太小
DRILL: UC 0.3x5 E722
120
100
80
60
40
20
(chipload)
小
Union Tool 钻头的分类:
■MD型
MD: 微钻(直径<0.3),ST结构 MC: 微钻(直径<0.3),UC结构 MCV:两段倒锥微钻(直径<0.3)
■ID型
ID30: 30度螺旋角大钻 ID30C: 带断屑槽大钻
钻头的基本参数:
沟长 本体长
钻尖角 直径
Under cue 直径
把柄直径
全长
60
40
主軸runout:2μm~3μm (20krpm~160krpm)
斷針
之後因鑽針崩角嚴重、 加工中斷
20
(轉速)
低
(轉速) 高
0
6633mm//mmiin 112266mm//mmiinn 118888mm//mmiinn 2251mm//mmiinn 314mm//mmiinn
20 krpm 40krpm 60 krpm 80krpm 100 krpm
ST型和UC型的形状
结构不同点:
■ST型
UC型的设计优势 ST/STX的设计优势
高质量的钻孔品质, 操作简单,直径控 低的钻孔温度,低 制容易,较多的研 的钉头、胶渣、折 磨次数 断率现象。
低的折损率,减少 较大的使用范围, 了钻孔扭矩阻力。 使用于一般用途
■UC型
利于微钻和6层以上 利于一般直径钻头
3支中 斷2支
(chipload) 大
22.5μm/rev 2.25m/min
MAX AVE+3s AVE+3s AVE
Hole Registration Accuracy
DRILL: UC 0.3x5 E722
25
‐●- AVE
20
(chipload)
小
15
PWB:BT (Double Side) t0.2x13s E/B:AL t0.15 B/B:Paper Clad t1.5 Parameters:N=100krpm Constant Number of hits:3,000hits n=10 ( Measuring 5 holes on nearby 3,000hits)
Hole Accuracy
Drill Bit: MD35 0.15x2.5
55
50
45
40 35
Ave.+3s
30
25
20
15
CONDITIONS
PWB: FR-4(DS) 0.6mm x 2s
Chipload: 15mm/rev.
E/B:
0.15mm Aluminum
B/B:
1.5mm Paper phenol
Helix Angle = 40°切粉排出⇒良好
鑽孔加工的切削条件
■主軸転数 N: RPM
■進刀速度 F: (回刀速度 RTR:)
1m/min=16.7mm/sec
=39.4IPM
■Chip Load f:
RTR
F
F/N・1000 mm/rev.
■撃孔数 等
N
理論切削条件
■ FR-4 DS V=200m/min ■ FR-4 MLB V=180m/min
Hole Registration Accuracy(μm)
DRILL: UC 0.4x7 A382
120
100
PWB:FR-4 (4Layers) t1.6x3s E/B:AL t0.15 B/B:Paper Clad t1.5 Parameters:N=75krpm F=0.75m/min f=10μm/rev Number of hits:3,000hits n=3
0
12.5μm/rev 1.25m/min
17.5μm/rev 1.75m/min
PWB:BT (Double Side) t0.2x13s E/B:AL t0.15 B/B:Paper Clad t1.5 Parameters:N=100krpm Constant
F=1.75m/min f=17.5μm/rev Number of hits:3,000 n=3
Number of Hits: 3,000
Number of Samples: 2
75k 100k 120k 140k 160k 180k
(47) (57) (66) (75) (85)
Spindle Speed (rpm) ( Velocity( m/min))
高速加工的優点
■相同之Chip Load, 加工時間的差異
F / L Ratio = 2.5
LAND
孔位精度⇒良好、切粉排出⇒悪化 孔位精度⇒悪化、切粉排出⇒良好
螺旋角設計的差異性
Helix Angle = 30°切粉排出⇒悪化
Drill Type:UCf0.3 x 5 Web Thickness:0.11mm Web Taper:0.028 /mm Flute Land Ratio:2.2
钻头及钻孔相关知识培训
2005年9月13日
我司钻头材料的特点:
■直径<1.6mm:
钻头本体 与把柄采用两段 镶嵌式,本体材料为碳化 钨,把柄采用不锈钢
■直径>1.6mm:
钻头本体 与把柄采用整体 式,本体与把柄材料均为碳 化钨。
ST型和UC型的形状 (优点)
■ST型 基本上再研磨次数比UC型多
■UC型 因減少和基板接触的面積 所以可提昇孔壁品質
(chipload) 大
10
5
0
1
712.5 13
1
7 17.513
1
7 221.35
(Panel from the Top)
12.5μm/rev
17.5μm/rev
22.5μm/rev
(f)
1.25m/min
1.75m/min
2.25m/min
(F)
Hole Wall Roughness
适当进刀的选定:不能太大
限界 MAX160krpm
(f )
0.35 0.30 0.25 0.20 0.15 0.10
100 200 300 400 500 600 700 800 (kRPM)
高速加工的優点
■相同之Chip Load, 不同転速的品質傾向
-Quality LevelEvaluation 80k 120k 160k 200k