欧系夹具结构
017-BP-shotgun结构设计分析
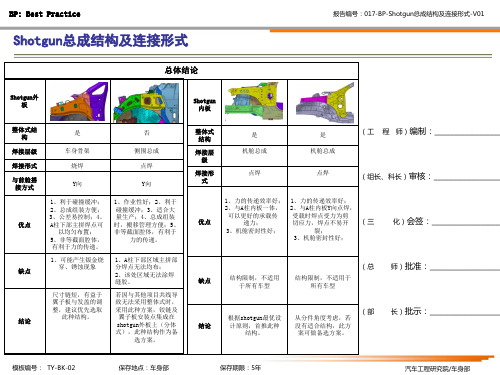
缺点
结构限制,不适用 于所有车型
结构限制,不适用于 所有车型
根据shotgun最优设
(部 从分件角度考虑,若
长)批示:___________________
结论
计原则,首推此种 没有适合结构,此方
结构。
案可做备选方案。
模板编号: TY-BK-02
保存地点:车身部
保存期限:5年
汽车工程研究院/车身部
BP: Best Practice
Y向
是
是
是
模板编号: TY-BK-02
保存地点:车身部
保存期限:5年
汽车工程研究院/车身部
BP: Best Practice
附页:
内部车型(Shotgun外板):
序号 车型
Shotgun外板
整体式 焊接 结构 层级
焊接 形式
与前舱 搭接方
式
是否集成在 Shotgun外板总成 翼子板上 发盖铰链 安装点 安装点
承载传递力;;
裂;
3、机舱密封性好; 3、机舱密封性好;
缺点
结构限制,不适 用于所有车型
结构限制,不适用于 所有车型
备注
根据shotgun最优 设计原则,首推
此种结构。
从分件角度考虑,若 没有适合结构,此方 案可做备选方案。
模板编号: TY-BK-02
保存地点:车身部
保存期限:5年
汽车工程研究院/车身部
1、力的传递效率好; 2、与A柱内板Y向点焊,受载时焊点受力 为剪切应力,焊点不易开裂; 3、机舱密封性好;
竞品车:GL8、汉兰达、RV4、博越 内部车:xx
- 适用于大部份车型 - Y向排水,排水性好;
结构限制,不适用于所有车型
研制一种西门子技术换流阀接头直阻测试夹具

研制一种西门子技术换流阀接头直阻测试夹具"徐志艳,黄智,蔡韩奇(国网浙江省电力有限公司检修分公司,浙江杭州311000#摘要:换流阀作为直流输电系统中的关键设备,其内部接头发热问题严重影响设备的安全稳定运行。
国网公司系统在运换流站主要采用西门子.ABB以及AREVA技术路线换流阀,其中西门子技术换流阀接头发热问题时有发生,接头直阻则为衡量接头是否发热的重要指标。
当前直阻测试方法需专人携带仪器进入阀塔就近测试,存在人员高空坠落风险,且阀塔内空间狭小,操作不便,测试效率低下。
针对当前直阻测试方法所存在的不足,提出了一种适用于西门子技术换流阀的直阻测试夹具,实现远距离直阻测试,无需进入阀塔即可完成测试,降低了人员劳动强度,提高了测试工作效率,并对该夹具的应用推广进行了详细说明。
关键词:直流换流站;换流阀;接头发热;直阻测试;远距离测试;测试夹具中图分类号:TM723文献标志码:ADevelopment of a Test Fixture for SIEMENS Technology Converter Valve Joint Direct ResistanceXU Zhiyan,HUANG Zhi,CAI Hanqi(Inspection Branch,State Grid Corporation Zhejiang Electric Power Co.,Ltd.,Hangzhou311000,China) Abstract:As the key equipment in transmission system,the internal joint heating problem of converter valve seriously affected the safe and stable operation of the equipment.In the converter station of SGCC system converter valves using SIEMENS,ABB and AREVA technology route were mainly used,among of them,SIEMENS technology converter valve joint heating problems often occurred,the direct resistance of the joint was an important index to measure whether the joint was heated or not.At present,the direct resistance test method required special personnel to carry instruments into the nearby valve tower for testing,there was a risk of falling from height,moreover,the space in the valve tower was narrow,the operation was inconvenient,and the test efficiency was low.Aimed at the shortcomings of the current direct resistance test method for joint heating,a kind of direct resistance test fixture suitable for SIEMENS technology converter valve was proposed,which realized the long distance direct resistance test,the test could be completed without entering the valve tower, it reduced labor intensity and improved testing efficiency.The application and popularization of the fixture were described in detal.Key words:DC converter station,converter valve,joint heating,direct resistance test,remote test ,test fixtures截止2019年,国网公司系统在运换流站主要采用西门子、ABB以及AREVA技术路线换流阀,其中西门子技术换流阀在运行期间多次发生阀塔内电气接头发热问题,严重影响了换流阀设备的安全稳定运行。
行李架简介

铅笔硬度:≥HB
强度
杜邦冲击:-30℃,500g,500mm无裂纹 热不粘着:500g,80℃,1h 无明显的纱布痕迹 磨耗试验:5000次,无底材露出
碎石冲击:-30℃,150g 7#碎石,0.4MPa冲击1次,无底材露出
初始附着:100/100
附着性 耐温水性:40℃,240h,要求表面无起泡,附着性100/100 耐湿性:50℃,95%RH以上,240h,要求表面无起泡,附着性100/100
组立、检验、包装;
铝管: A6063-T5 端盖支座:ADC12 垫片:EPDM 撑块:EPDM
表面处理
铝管:ED+粉体涂装 端盖:ED+粉体涂装
铝管:铝挤出→弯曲→锯切→ 铝管: A6063-T5 铣削→抛光→阳极氧化(亚光 支座: ADC12 );
支座:注塑;
组立、检验、包装;
铝管:铝挤出→弯曲→锯切→ 铝管: A6060-T5 铣削→抛光→阳极氧化(亚光 支座: ADC12 );
耐水雾性:38℃,~100%RH,240h,要求表面无异常,附着性1级以下 蒸汽喷射:GM9531P-B,要求涂层剥离60mm2以下
耐溶剂性:油漆表面无剥离,变色,等异常现象 耐药品 耐酸性:pH4 8级以上,pH0&pH2 6级以上
耐刹车液:4级以上
耐热循环:外观无异常,附着力1级以下
耐候性 耐氙(碳)灯:2500kJ,约1900h,外观无异常,附着性1级以下
耐温度变化: 高低温试验:PV1200 8个循环,不能出现变形及裂纹/断裂, 不能提前出现老化现象。
铝管时效
前安装支座 后安装支座 注塑/压铸 注塑/压铸
前端盖 注塑
后端盖 注塑
前安装支座,后安装支座,前端盖,后 端盖表面处理:涂装&皮纹
夹具标准库

工装设计标准库
(初稿)
版本号:A1
圆柱销)2钉(M8螺钉),空间不足时可以使用
续表
注:优先选择2销(8圆柱销)2钉(M8螺钉),空间不足时可以使用2销
注:优先选择2销(8圆柱销)2钉(M8螺钉),空间不足时可以使用2销1钉;
续表
注:优先选择2销(8圆柱销)2钉(M8螺钉),空间不足时可以使用2销1钉;
续表
注:优先选择2销(8圆柱销)2钉(M8螺钉),空间不足时可以使用2销1钉;
续表
注:垫片组厚度3=1+1+0.5+0.3+0.1+0.1(mm)
时需加加强筋;
不能使用高度300以上的支撑座;高度大于300时,采用支撑座与抬高座组合形式;
支撑座高度不做限定,抬高座高度系列:100、150、200、250、300、350、400;
支撑座、抬高座与base板连接用M10内六角螺钉连接,其他连接件采用M8,、M6内六角螺钉,组件螺钉规格应遵循基部大于顶部的原则;
续表
续表
续表
续表
注:气缸座高度大于120mm(含120mm)时使用加强筋;
气缸座高度大于300时可选择抬高座与气缸座和组合形式;
EN夹具标准化库--索引目录
EN夹具标准化库--索引目录。
车身开闭件简介
锁总成
B) 车门因为有车窗的存 在,车窗周围的刚性 肯定没有封闭形状的 好,为了解决这个问 题,一般车门的内外 板窗沿处都会增加内 外板加强板, 窗框和 内板的连接处也要增 加加强板,以此来增 加此处的刚性.
加强板
C) 传统的门内板设计 ,需要在其前部安 装车门铰链的地方 ,另外设计一块加 强板,以保证有足 够的强度支撑车门 总成。加强板经过 落料、冲压、分总 成焊接,再与门内 板装配成一体 。 现在好多车门 已经采用新的工艺, 如激光拼焊内板;
增加撑板,涂胶
隔振胶的断面尺寸:直径约 7mm的圆。该胶涂在相应储 胶槽对应的位置。
截面图
E:门外板撑板设计 有的门外板不增加撑板,而是在防撞 杆上用海绵涂胶后垫实在中间,然后 在门外板上再涂上一层厚度均匀的 沥青阻尼垫;以此来增加外板的刚性, 防止高速行驶时异响的发生.
隔振胶片的型号:膨胀率 范围为100%-300%,具体 值根据实验确定。 隔振胶片的尺寸:示具体 外板与防撞杆的尺寸定 涂隔振胶片的方法:将隔 振胶片粘在外板上。
车门密封系统
车门密封条采用三元乙丙橡胶,经微波硫化工艺一次成型,表面光洁美 车门密封条采用三元乙丙橡胶,经微波硫化工艺一次成型,表面光洁美观, 具有良好的弹性和抗压缩变形,耐天候老化、耐臭氧、耐化学作用及较宽的 使用温度范围(-40℃~+120℃)等优异性能。
产品规格: 建议适用温度范围: PVC材质 -20 °F - 150 °F (-29℃ - 65.5℃) EPDM材质 -40 °F - 248 °F (-40℃ - 120℃)
热塑性材料整体注塑包边玻璃产品应用
Beijing Jeep Grand CHEROKEE
Hainan MAZDA CA6430M
焊接工装夹具解读
焊接工装夹具解读焊接工装夹具及其在汽车上的发展一.焊接工装夹具1.1 夹具夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。
也就是说Workholding工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。
夹具又称卡具。
从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。
例如焊接夹具、检验夹具、装配夹具、机床夹具等。
其中机床夹具最为常见,常简称为夹具;在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧);应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全生产;有利于扩大机床工艺范围,实现“一机多用”;夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成;夹具在电子厂商使用也是非常高的,在生产中为了提高生产效率和产品质量,在生产的中段和后段就常用工装夹具来进行功能测试或者辅助装配(能装配出固定的外形及高度等)。
从菲克雄和广大电子厂商打交道的情况来看还有很多工装夹具是用在测试时的一个信号转接和电气老化工位。
实际在电子生产制造厂中的用途是非常广,因为是非标定制的在,所以只有想不到而没有做不到的。
焊接工装夹具就是将焊件准确定位和可靠加紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺设备。
在现代焊件生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。
夹具构成简介
3、工件以圆柱孔定位 定位销 当工作部分直径D大于3到10MM时,为增加刚度,避免销子因撞而折断,或热处理时淬裂,通常把根部加工成圆角R。在夹具体上应有沉孔,使定位销圆角部分沉入孔内而不影响定位。大批量生产时,为了便于更换定位销,可设计配有衬的结构,便于更换。为了便于工件顺利安装,定位销的头部应有15度倒角。 定位销工作部分的直径,可根据工件的加工要求和安装方便,按g5\g6\f6\f7精度等级制造.定位销可用H7/r6或H7/n6配合压入夹具体孔内.定位销的材料一般选用工具钢T7,热处理淬火HRC53~58,或用普通结构钢20,渗碳淬火,渗碳深0.8~1.2,淬火硬度HRC53~58.定位销结构已标准化 ,也可设计特殊定位销.
无杆气缸
节省空间 有杆气缸的安装空间约2.2L(行程), 无杆气缸约1.2L 定位精度高 活塞两侧受压面积相等, 推力相同, 有利于提高定位精度 长行程制作可能
*
锁 紧 缸
*
叶片式摆缸
*
连接螺纹的特点
公制螺纹——多用于机械连接-中国、日本(M) 圆柱管螺纹——用于非密封性管连接-中国(G)、日本(PF) 圆锥管螺纹——用于密封性管连接-中国(R、Rc)、日本(PT)、美国(NPT、NPTF) 万用螺纹阳螺纹(Uni):可与Rc(PT)、G(PF)、NPT、NPTF多种阴螺纹通过密封垫连接
*
一:工装的种类 二:夹具的组成部分 三:夹具的作用 四:夹具的定位原理和方式 五:气路的工作原理及一些常见的元件
*
一:工装的种类
工装:指工艺装备。包括夹具、模具、刀具、辅助工具及测量工具,在我车间还泛指工位器具、吊具等。 在机械制造工业中,为了达到保证产品质量、改善劳动条件、提高劳动生产率及降低成本的目的大量使用着各种工艺装备。
德国雄克 精密夹具世界之先锋

夹头可以大大延长刀具寿命 , 购买液压刀具夹头多投资的部分很快能从刀具 节省的费用上赚回来。 现在有些刀具的价格都要几千元, 一个液压刀具夹头 才20  ̄元, 00 所以投资能很快收回。 原因之二, 看重夹持刀具操作上的简便。 所以在金属切削行业, 特别是在模具加工行业、 发动机生产线上这种刀具夹
究其原因我们不难发现 , 克液压 式刀具 夹头具 有独特的结构。如下 图 雄
所示 。
汽车
T IO RB S刀具夹紧装置
以 T IO 命名 的刀具 夹紧装 RB S 置是雄克 公司众多发 明创造 中的一 颗新 星 。T IO R B S刀具 装夹孔具有
经精确计算而设计的轴对称特殊几
维普资讯
专题
■ MC 记 者 :大 羽 田 伟
M 谤 C谈
德国 雄克
德国雄克公司中国区总经理袁华博士
精密夹具世界之先锋
自14年雄克公司在德国诞生 95 以来, 经过6 多年的发展, 0 如今, 雄 克公司已经成为德国乃至世界最著 名的精密夹具和机械手制造公司。 雄克公司是全球最大的静压膨胀式 夹具系统生产厂 ;是全球最大的卡
雄克液压式刀具夹头
雄克液压式刀具夹头具有多点优越性。 第一, 雄克液压式刀具夹头具有
了极其重要的贡献。如今,雄克产
26 D 年第6 o 期
M C 珥代零部件
维普资讯
M 坊 C谈
极高的夹持 回转精度,最大径向圆跳动不超过 0 0 mm,一般在00 1 .3 0 . ~ 0 0 0m 第二, . 2 m。 0 具有优良的阻尼减振性 , 可以抑制切削加工中产生振动, 从 而明显改善加工工件的表面粗糙度。 第三 , 刀具使用寿命成倍提高。在铣削 加工中可以保证多刃铣刀的复合刃受力均匀和磨损均匀, 改善切削状态; 在 钻孔和铰孔加工中可以大大提高孔的尺寸精度并有效地防止断刀。第四, 操 作方便,只要使用一把六角扳手就可轻松的装卸刀具。