光滑极限量规校准方法
第6章光滑工件尺寸的检验与光滑极限量规设计

87
10 18 180 18 16 27 270 27 24 41 430 43 39 65 700 70 63
110
18 30 210 21 19 32 330 33 30 50 520 52 47 78 840 84 76
130
30 50 250 25 23 38 390 39 35 59 620 62 56 93 1000 100 90
3 6 8 0.8 0.72 1.2 1.8 12 1.2 1.1 1.8 2.7 18 1.8 1.6 2.7 4.1
6 10 9 0.9 0.81 1.4 2.0 15 1.5 1.4 2.3 3.4 22 2.2 2.0 3.3 5.0
10 18 11 1.1 1.0 1.7 2.5 18 1.8 1.7 2.7 4.1 27 2.7 2.4 4.1 6.1
6.1.2 计量器具(简称量具)的选择
标准规定量具的选择,应按测量不确定度的允许值U 来进行。
测量不确定度的允许值: U
u
2 1
u
2 2
U1——计量器具不确定度允许值;
U2——温度、测量力及工件形状误差等引起的不确定度允许值 。
据统计分析, u1= 0.9U, u2= 0.45U 。
标准规定:按u1选择计量器具。(u1 可由表6-1确定)
第6章 光滑工件尺寸的检测 与光滑极限量规设计
国家标准《极限与配合》中针对测量与检验部分规 定了两种检测方法的国家标准: 《光滑工件尺寸的检验》(GB/T3177-2009) 《光滑极限量规技术条件》(GB/T1957-2006)
§6.1 光滑工件尺寸的检验
6.1.1 工件验收原则、安全裕度与验收极限 1. 计量器具的选择原则
互换性课件——第六章 光滑工件的检验与光滑极限量规

“ TT ”
“ TS ” “ ZT ”
通过
不过 通过
四、光滑极限量规设计
* 1、量规结构型式的选择
* 2、量规工作尺寸的计算(P150页) * 3、量规的其它技术要求
1、量规结构型式的选择
1、量规结构型式的选择
1、量规结构型式的选择
2、量规工作尺寸的计算 (步骤参考P150页)
[例6.1]试计算检验 30F7 孔用工作量规
一、光滑极限量规作用和分类 二、光滑极限量规的设计原理 三、光滑极限量规的公差带 四、光滑极限量规设计
重点:掌握量规公差带位置的布置原则和 量规工作尺寸的计算。
go
一、光滑极限量规的作用和分类
1、光滑极限量规(简称量规):是一种 没有刻度的专用定值量具。 2、作用:单一要素的孔、轴遵循包容原 则时,加工后应该使用光滑极限量规来检验。
3.4
(+20+3.4-1.2 = +22.2µ m)
3、量规的其它技术要求
①量规测量面的材料:淬硬钢,也可在测量面 上镀以厚度大于磨损量的镀铬层,氮化层等耐 磨材料。对钢制量规,淬火的测量面硬度为: HRC58~65 ,并应经过稳定性处理 。 ②量规的形位误差应在工作量规制造公差范围 内,其公差为量规制造公差的50%。当量规制 造公差小于或等于0.002mm时,其形状和位置 公差为0.001mm。校对量规的形状误差应在校 对量规的制造公差范围内。 ③量规测量面的粗糙度应按表6-9规定选取; 且表面不应有锈迹、毛刺、黑斑、划痕等。
因为选用Ⅰ挡时的测量总不确定度: u A 所以: u1 0.9u 0.9 A
例题 6-1
试确定轴类工件 ø 60f 7( ) 的验收极限, 并选择计量器具。 [解] 1、确定验收极限 由于被检工件要求遵循包容要求且公差等级较 高,因此应采用内缩的验收极限。 查表6-4得安全裕度为:A = 0.003 mm 该工件验收极限为: ks = MML dmax - A = (60 - 0.030) - 0.003 =59.967mm dmin + A = (60 - 0.060) + 0.003 ki = LML = 59.943 mm
光滑极限量规教程(塞规-检具)
光滑极限量规教程(塞规-检具)第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
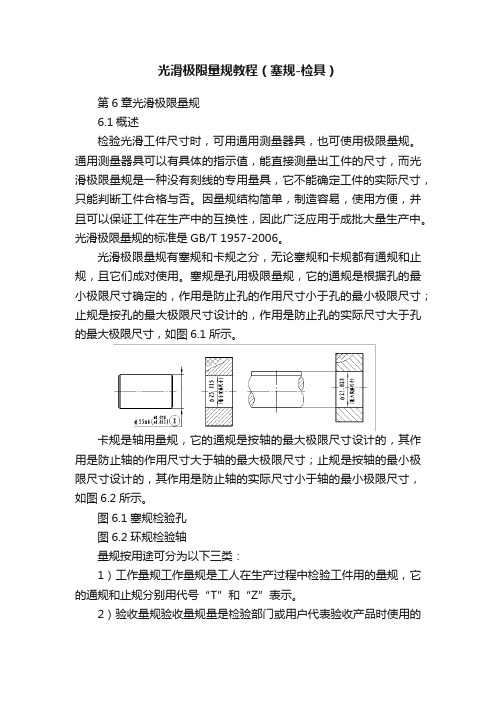
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
光滑极限量规设计

四、量规设计
放图5-9
量规型式的选择
测孔时可用下列型式的量规 全形塞规 (2)不全形塞规 片状塞规 (4)球端杆规
01
测轴时,可用下列型式的量规 环规 (2)卡规
02
按照GB推荐
1、量规型式的选择
从《公差与配合》中查得被检工件的极限偏差。
画出量规公差带图
由表5-8查出工作量规的T和Z。 按工作量规T确定工作量规的形状公差和校对量规的制造公差。
误废: 当Da<Dmax 0~3μm,测量误差可能为+3μm 将合格品误判为废品而误废!
0
φ25
+
-
H8
+33
最小生产公差
-3
+3
+30
+36
误废
误收
误收
5.2用普通计量器具检验
普通计量器具——指带有刻度的变值测量器具,如游标卡尺、千分尺及车间使用的比较仪等。这类量仪通用性强,使用范围广,一般采用两点法测量工件的实际尺寸。
合格性的条件:通规“通”,止规“止”,二者缺一不可。
塞规
卡规
2、种类
(1)工作量规:操作工人检验工件时使用的量规; (2)验收量规:检验部门和用户代表验收产品时使用的; (3)校对量规:用来检验在制造和使用过程中轴用工作量规的量规。它又分为三种:
“校通-通”量规(TT)—检验轴用量规通规; “校止-通”量规(ZT)—检验轴用量规止规; “校通-损”量规(TS)—检验轴用量规通规磨损极限。
第五章 光滑工件尺寸的检验
PLEASE ENTER YOUR TITLE HERE
概述 用普通计量器具检验 光滑极限量规
5.1概述
误收 误废
09-光滑极限量规
第二节 光滑极限量规
一、基本概念 二、极限尺寸判断原则及量规形式 三、量规公差带(不作要求) 四、量规设计(不作要求)
光滑极限量规
量规基本概念
量规分为光滑极限轴用量规和光滑极限孔用 量规。其特点是: (1)量规是一种没有刻度的专用定值检验工具, 其外形与被检验对象相反。 检验孔的量规为塞规. 检验轴的量规为环规与卡规。
第一节 光滑工件尺寸检验
【解】 1、确定安全裕度A和不确定度允许值u1 公差值0.074mm, 查表6-1: A=0.0074mm, u1 = 0.0067mm (I) 2、计算验收极限 上验收极限:dmax-A= Φ59.9926 下验收极限:dmin + A= Φ59.9334
第一节 光滑工件尺寸检验
3、确定测量器具和测量方法 u1 = 0.0067mm(I ) 查表6-2: 分度值0.01的外径千分尺满足要求。
第二节 光滑极限量规
检验光滑工件尺寸时,可使用通用测量器具, 也可使用极限量规。 通用测量器具能测出工件实际尺寸的具体数 值,能够了解产品质量情况,有利于对生产过 程进行分析。 用量规检验的特点是无法测出工件实际尺寸 确切的数值,但能判断工件是否合格。用这种 方法检验,迅速方便,并且能保证工件在生产 中的互换性.因而在生产中特别是大批量生产 中,量规的应用非常广泛。
光滑极限量规
二、极限尺寸判断原则与量规形式 若不然: 因为孔有形状误差,若通规采用 片状塞规,止规采用圆柱塞规,不能揭示 孔的形状误差,因为量规不符合泰勒原则。
• • • • •
作业: P141: 6-5 6-6 6-12(1)、2)
量规基本概念 按不同的用途,量规可分为: (1)工作量规 工件制造过程中,操作者用于检验 工件的量规;通规、止规用“T”、“Z”表示。 (2)验收量规 检验部门或用户代表在验收产品时 所使用的量规;检验人员应用与生产人员相同类 型、磨损较大但没超出磨损极限的量规。 (3)校对量规 在制造和使用过程中,用于检验量 规的量规。通常,校对量规只用于检验轴的量规, 对于检验孔的量规可方便地用仪器测量。
光滑极限量规教程(塞规-检具)

第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
第五章光滑极限量规

第五章光滑极限量规⏹光滑极限量规概念⏹泰勒原则⏹量规公差带分布特点⏹光滑极限量规设计1第一节光滑极限量规概念⏹量规的作用⏹在机器制造中,工件的尺寸一般使用通用计量器具来测量,但在成批或大量生产中,多用极限量规来检验。
⏹用模具成型的制件是进行:首检、抽检和尾检。
⏹光滑极限量规是一种无刻度的专用检验工具,用它只能检测工件是否在允许的极限尺寸范围内,而不能测量出工件的实际尺寸。
一般用在成批大量生产中。
⏹检验孔的光滑极限量规叫塞规,一端按被测孔的最大实体尺寸(最小极限尺寸)制造,叫通规(通端);另一端按被测孔的最小实体尺寸(最大极限尺寸)制造,叫止规(止端)。
⏹检验方法:通规通过,止规通不过,表示被测孔合格。
2第一节光滑极限量规概念使用时,卡规的通规能顺利地滑过轴径,表示被测轴径比最大极限尺寸小。
卡规的止规滑不过去,表示轴径比最小极限尺寸大。
即说明被测轴的实际尺寸在规定的极限尺寸范围内,被检验轴是合格的。
不论是塞规还是卡规,如果“通规”通不过被测工件,或者“止端”通过了被测工件,即可确定被测工件是不合格的。
塞规和卡规一样,把“通规”和“止规”联合起来使用,就能判断被测孔径和轴径是否在规定的极限尺寸范围内。
因此,把这些光滑塞规和卡规叫做光滑极限量规。
《光滑极限量规》(GB/T1957—2006)国家标准,是参考国际标准(ISO),结合我国实际情况制定的。
量规的种类根据量规不同用途,分为工作量规验收量规 三类校对量规6(1)工作量规:在制造过程中用于检验工件的量规,通规:“T”,止规:“Z”。
特点:使用新的或磨损较少的通规。
(2)验收量规:检验部门和用户代表验收产品所用,特点:不需另行制造,选用磨损较多或接近磨损极限 的工作量规。
(3)校对量规:用于检验轴用工作量规,即卡规或环规才 用校对量规,塞规一般不用校对量规。
特点:其尺寸公差均按被校对轴用工作量规尺寸公差 的50%制造。
校对量规有三种:“校通-通”:“TT”,检验轴用量规通规。
光滑极限量规的检测

量规的设计准则:
“极限尺寸判断原则”(泰勒原则)---与包容要求一致 泰勒原则:孔或轴的体外作用尺寸不允许超过最大实体尺寸; 在任何位置上的实际尺寸不允许超过最小实体尺寸。
孔:体外作用尺寸≥最大实体尺寸,实际尺寸≤最小实体尺寸
轴:体外作用尺寸≤最大实体尺寸,实际尺寸≥最大实体尺寸
第六章 光滑工件本概念
光滑工件尺寸的检测方法:通用量具;光滑极限量规。
通用量具能测量出工件实际尺寸的具体数值。 量规只能检验工件实际尺寸是否合格。
第六章 光滑工件尺寸的检测
第一节
用通用测量器具测量
由于测量误差的存在, 会产生误收和误废。
为保证制造经济性, 需要合理规定验收极限和 允许的测量误差。
第六章 光滑工件尺寸的检测
三、量规公差 (一)工作量规公差
第六章 光滑工件尺寸的检测
(二)校对量规的公差
T1:工作量规的尺寸公差 Z1:通规尺寸公差带的位置要素 Tp:校对量规的尺寸公差(为被校对量规尺寸公差的一半) 通规有磨损储量,磨损极限为工件最大实体尺寸。
第六章 光滑工件尺寸的检测
四、量规的设计
测量器具的选择原则:
计量器具的测量不确定度u1′≤测量不确定度允许值u1
u1有三档,优先选用Ⅰ档,其次选用Ⅱ档、Ⅲ档。
第六章 光滑工件尺寸的检测
第六章 光滑工件尺寸的检测
第二节 光滑极限量规
光滑极限量规是检验工件的一种量具。其尺寸是 工件的极限值。通称极限量规。简称量规。 用量规检测,方便简单 、效率高、省时可靠。易 保证质量,所以应用广泛。
通端:“T”止端:“Z”
3、校对量规——用来校对轴用量规,以发现卡规是否 已磨损或变形。
TT→校通—通量规(通过被测卡规的通端)防止尺寸过小 TS→校通—损量规(不通过被测卡规的通端)防止尺寸过大 ZT→校止—通量规(通过被测卡规的止端)防止尺寸过小
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光滑极限量规校准方法
受控状态:
文件编号:
修订状态: B0
分发号:
编制:审核:批准:
日期:日期:日期:
会签与修订页:
1 目的
为了在公司内部开展校准工作,进行量值传递保证测量准确有效。
2 适用范围
本校准方法适用于基本尺寸1-500mm,公差等级IT6-IT16的新制造和使用中的光滑极限量规的首次校准,后续校准和使用中的检验。
3 依据
JJG 343-1996 光滑极限量规检定规程
4 职责
4.1 计量中心负责光滑极限量规校准方法的制定和修订。
4.2 计量人员负责按照规定进行光滑极限量规的校准和作出判定并做好相应记录与标识。
5 工作程序
5.1 环境条件
5.1.1 校准的环境要求:温度:20±3℃;湿度:≤70%
5.1.2 校准前应将被检仪器及标准检具同时置于平板上让其在平衡温度放置足够长的
时间。
5.2 校准项目
5.2.1 外观检查
5.2.2 尺寸校准
5.3 光滑极限量规的校准方法
5.3.1 外观用目视的方法检查;量规的测面不应有锈迹、毛刺、黑斑、划伤等明显影
响外观和使用质量的缺陷。
在量规的非测量面上应标出制造厂商标、被检工件
的基本尺寸、公差代号和量规的用途代号。
5.3.2 尺寸计量标准仪器选用测长仪或选用其他等同准确度的仪器。
5.3.3 全型,非全型塞规的校准:校准通止规时应选用平测头,在X,Y方向上于A,B
两个截面的4个位置上进行校准(见图2)。
5.3.4 球端杆规校准:校准球端杆规的尺寸时,应将被检杆规安装在仪器工作台的V
形块上两支点设在距端部为全长2/9处,用平测头进行校准(见图3)。
5.3.5 环规:校准环规的尺寸时,应选用球测头,在X,Y方向上于A,B两个截面的四
个位置上进行校准(见图4)
5.3.6 卡规:校准卡规的尺寸时,可在测长仪上安装内测量附件借助于相应等级的两
块和两块附件用比较法进行校准,量测量面中点之间的距离为卡规的尺寸,也
可用量块组进行校准。
5.4 判定要求:
5.4.1 量规尺寸允许偏差按照图5方法查询(表1)量规的尺寸公差值及其通端位置
要素值计算相关允许偏差,并判定。
5.5 校准周期:
B类:1次/3个月; C类:1次
6 相关文件和记录
6.1 校准报告
7 附录
无
量规尺寸带及位置(图5):
工作量规的尺寸公差值及其通端位置要素值表1:
T1:工作量规尺寸公差; Z1:通端工作量规尺寸公差带的中心线至工件最大实体尺寸之间的距离。