工序生产日报表
制袋车间制袋工序生产日报表(填写规范)
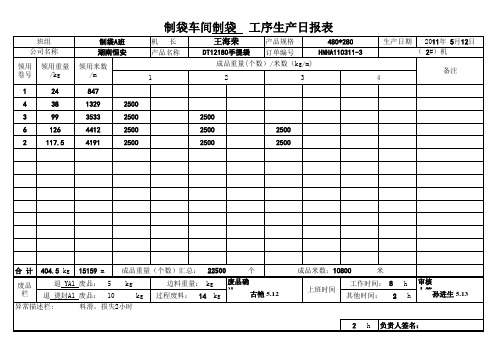
15159 m
成品重量(个数)汇总: 22500 kg kg 边料重量: kg 过程废料: 14 kg
个 废品确认: 废品确认: 古艳 5.12
成品米数:10800 10800 上班时间
米 h h 审核人签名: 审核人签名: 孙进生 5.13
退 YA1 废品: 5 退 烫封A1 废品: 10 异常描述栏:
工作时间: 8 其他时间: 2
料滑,损失2小时 2 h 负责人签名: 负责人签名:
10800
工序生产日报表
产品规格 订单编号 480*280 HNHA110311-3 生产日期 2011 5 12 11年 5月12 12日 11 ( 2#)机 2 备注 3 4
王海荣
DT12180手提袋 DT12180手提袋 12180
成品重量(个数)/米数(kg 废品栏
404.5 kg
制袋车间制袋 制袋车间制袋
班组 公司名称 领用 卷号 1 4 3 6 2 领用重量 /kg 24 38 99 126 117.5 制袋A 制袋A班 湖南恒安 领用米数 /m 1 847 1329 3533 4412 4191 2500 2500 2500 2500 2500 2500 2500 2 机 长 产品名称
生产工序日报表模板

生产工序日报表模板篇一:车间各工序生产日报表注:车间质检人员认证检查后,各自签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
车间承口钢圈生产日报表1 班组:2014年月日注:车间质检人员认证检查后,各自签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
注:车间质检人员认证检查后,各自签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
车间插口钢圈生产日报表2 班组:2014年月日注:车间质检人员认证检查后,各自签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
注:车间质检人员认证检查后,各自签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
车间钢筒卷焊生产日报表3 班组:2014年月日注:车间质检人员认证检查后,各自(转载于: 小龙文档网:生产工序日报表模板)签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
注:车间质检人员认证检查后,各自签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
注:车间质检人员认证检查后,各自签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
管芯浇筑生产日报表5 班组:2014年月日注:车间质检人员认证检查后,各自签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
管芯浇筑生产日报表5 班组:2014年月日注:车间质检人员认证检查后,各自签字,当日交驻厂监理(认真填写,字迹要清楚,数据要无误)。
篇二:生产日报表格式生产日报表工序﹕NO: ______________厂长:工序拉长:制表日期:审核意见:制程建议:篇三:全厂生产日报表(DOC格式)模板范文四DO1 全厂生产日报表说明:1.依据各部门之生产日报表作统计;2.最好用推移图加以更简单的表达。
四DO2 全厂生产月报表月份:说明:1.把全厂全月的日报加以统计;2.最好用推移图表达。
四DO3 生产日报表(B)部门:四DO3 生产日报表(C)制表:四DO7 生产计划科月报表说明:1.由生产计划部门提出;2.协调生产部门改进。
CNC-10月生产日报表10-17

8人。物料:1人。QC:2人,投影测量员:1人. 共25人。
4768 8 17 25
190.7
损失工时:
制 王倩妮
损失工时
待机
投影
5S
维修 待机
待料
5S
操机员
仇少蓬 梁祖飞 罗法广 彭珊志 梁祖德 赵亚雷 杨长江 杨秀彬
3.4
小 时
田远芳/谢安燕
刘细宏/廖柯臣/李坚/彭新梅/赵江彦/田力飞/曾志新 /李玲(组长)/张长伟/邓芳/梁瑞玲
2266
小计:8台
18794
5S
17.00 17.00
全检866//返修/抛光
107.00 107.00
合计
开机率:
全检 8 24%
稼动率:
11.00 11.00
223
220
98%
18794 总计划达成率:
合计
直接人数
间接人数
总人数
人均产值
注明 应有机台:33台,实开8台.待机:25台.(待维修:2台)
1
班次:白班
CNC领班: 孙海军
机台
规格名称
加工工序
加工时间 (秒)
标准产能 (PCS/H)
应开机时间 (小时)
实际开机时 间(小时)
计划数
A15
866
CNC1
16
225 11.00 10.50
2363
B8
866
CNC1
17
212 11.00 10.50
2224
B9
866
CNC1
15
240 11.00 10.50
64
24
0
88
16
1
生产日报表模板
生产日报表模板一、基本信息日期:____年____月____日生产车间:____车间班次:____班填报人:______二、生产计划执行情况1. 生产计划产量:______(单位)实际完成产量:______(单位)完成率:______%2. 生产计划进度:计划完成工序:______(工序名称)实际完成工序:______(工序名称)进度偏差:______%三、生产质量问题1. 质量异常情况:异常现象:______原因分析:______处理措施:______2. 质量合格率:合格产品数量:______(单位)不合格产品数量:______(单位)合格率:______%四、设备运行情况1. 设备运行时间:______小时设备故障次数:______次故障处理时间:______小时2. 设备维护保养情况:保养项目:______保养时间:______保养效果:______五、人员出勤及效率1. 出勤人数:______人请假人数:______人缺勤人数:______人2. 人员效率:人均产量:______(单位/人)人均工时:______小时/人六、安全生产情况1. 安全事故:事故类型:______事故原因:______处理结果:______2. 安全检查:检查项目:______检查结果:______整改措施:______七、其他事项1. 生产过程中遇到的困难及解决办法:困难:______解决办法:______2. 需要协调解决的问题:问题:______建议:______八、物料消耗情况1. 主要原材料消耗:原材料名称:______计划消耗量:______(单位)实际消耗量:______(单位)消耗差异:______(单位)2. 辅助材料及能源消耗:材料/能源名称:______消耗量:______(单位)同比昨日:______%九、库存情况1. 原材料库存:原材料名称:______库存量:______(单位)同比昨日:______%2. 成品库存:产品名称:______库存量:______(单位)同比昨日:______%十、客户订单交付情况1. 订单编号:______订单数量:______(单位)已交付数量:______(单位)未交付数量:______(单位)2. 交付进度:计划交付日期:______实际交付日期:______交付状态:______(按时/延误)十一、部门协作情况1. 部门间协作事项:协作事项:______责任部门:______完成情况:______2. 部门间沟通反馈:沟通事项:______反馈内容:______改进措施:______十二、明日工作计划1. 生产计划:计划产量:______(单位)计划完成工序:______(工序名称)2. 工作重点:重点关注事项:______预计完成时间:______请各相关部门负责人认真审核填写内容,确保数据的真实性和准确性。
车间生产日报表(早、中、晚班)表格4张
14 24267345 输入轴246 14 24267345 输入轴246
105 595-780 130 032-134 130 032-132 140 032-133 140 032-135 150 058-059 160 058-051 170 032-136 180 031-224 190 947-148 200 571-427 总
成
10 24270394 7档从动齿总 11 24270399 R档从成动齿总
成
11 24270399 R档从动齿总 12 24269554 输出成轴1267
12 24269554 输出轴1267 13 24269556 输出轴345R
13 24269556 输出轴345R
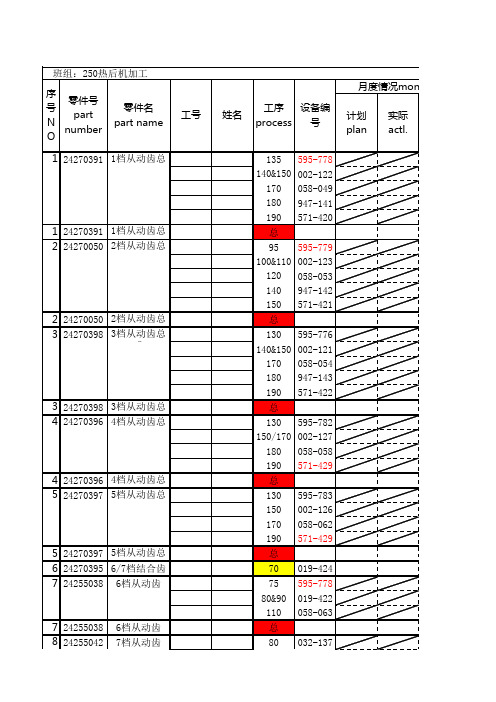
姓名
工序 设备编 process 号
成
4 24270396 4档从动齿总 5 24270397 5档从成动齿总
成
5 24270397 5档从动齿总 6 24270395 6/7档成结合齿 7 24255038 6档从动齿
7 24255038 6档从动齿 8 24255042 7档从动齿
姓名
工序 设备编 process 号
月度情况monthly
18 24261293 输入轴1357R 19 24255126 主减总速成从动齿
19 24255126 主减速从动齿 20 24254929 驻车齿轮
40 571-430 总 125 595-778 130 032-138 140 058-052 140 058-048 180 947-145 190 571-425 总 110 595-774
18 24261293 输入轴1357R 总成
姓名
工序 设备编 process 号
锂电池配料工序生产日报表

投入 量 (只)
总投 入量 (只)
双面 (g)
单面 (g)
生产合格数
双面 单面 退料 (只) (只) (g)
浆料 生产
用量 合格
退料 (只)
(g/只)
数(只)
收成 率 (%)
净生 产工 时(h)
非作 业时
间
(h)
毛 效 率
净 标准 效 工时 率 (h)
型号
数量
型号
数量
型号
数量
型号
数量
型号
数量
搬运工时: 审核:
转嫁工时:
培训工时: 批准:
5S工时:
MF/Q 006/A
任务单号
型号
烘烤
类型
批量 (只)极性前活 来自物 质重量g正极
负极
正极
负极
正极
负极
正极
负极
正极
负极
总合计:
存量 单位:只
极性 正极 负极
报废原因:
配料工时:
制表: 备注:1. 毛效率=
正极
负极 型号
数量
管理工时:
配料工序生产日报表
200 年 月 日
投入量(g)
活性 物质 调配 调配 理论 浆料 数 用量 (g) (只) (g/只)
1车床车间生产日报表-员工记录报表
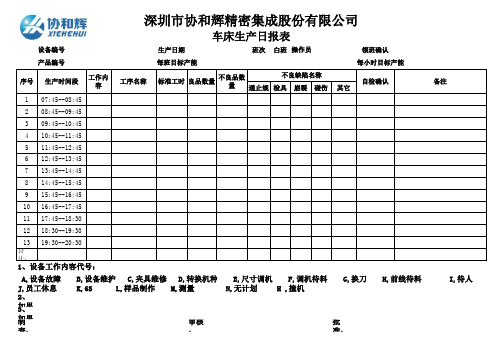
生产日期班次白班领班确认通止规检具崩裂碰伤其它
1
07:45--08:452
08:45--09:453
09:45--10:454
10:45--11:455
11:45--12:456
12:45--13:457
13:45--14:458
14:45--15:459
15:45--16:4510
16:45--17:4511
17:45--18:3012
18:30--19:3013
19:30--20:30合计:2、如果生产过程中调机或设备维修,请注明时间并要求领班,技术员在备注栏确认签名。
3、如果生产过程中待料、6S、其它,必须注明时间段。
制表:审核 :批准:良品数量不良品数量自检确认备注不良缺陷名称1、设备工作内容代号:
A,设备故障 B,设备维护 C,夹具维修 D,转换机种 E,尺寸调机 F,调机待料 G,换刀 H,前线待料 I,待人J,员工休息 K,6S L,样品制作 M,测量 N,无计划 H ,撞机
序号
生产时间段工作内容工序名称标准工时深圳市协和辉精密集成股份有限公司
车床生产日报表
设备编号
操作员产品编号
每班目标产能每小时目标产能。
CNC机台生产日报表
记录:
审核:
日CNC生产日报表
(应到 人,实到 人 人休息)
00
0
0
0
生产数 成品数 半成品数
不良 数
不良原 因
报废 品
报废原因
6夹具修整、A7程序修改、A8设备故障、A9机床维修、A10无计划、A11机床保养、A12待客户确认、A13待程序、A1 确认
不良、B6 原材料不良、B7 砂孔、B8 变形、B9 毛坯缺料、B10 其它、B11 程序废、B12 发霉、B13工程改工艺、 偏、B16 烂牙、B17 穿孔
息)
备注
A2 690分钟 A2 690分钟 A2 690分钟 A2 690分钟 A2 690分钟 A10 690分钟 A10 690分钟 A2 690分钟 A10 690分钟 A1 180分钟,A5 30分钟 样品调试,A1 360分钟,A5 40分钟 A10 690分钟
样品调试 A2 690分钟 A8 690分钟 A10 690分钟 A2 690分钟 待下道工序调试 A2 690分钟 A3 120分钟 A2 690分钟 A2 690分钟 样品调试,A1 300分钟,A5 30分钟,A6 40分钟 样品调试,A1 300分钟 待上道工序调试
月 日CNC生产日
紫色-表示样品调试
班 别
机台
物料代码
工序
操作员
工时 (分 钟)
CNC时 间
实际时间
Байду номын сангаас
计划达成 率
定额
CNC车间代码:A1待检(品管确认)、A2待料、A3待刀、A4停电,停气、A5调试A6夹具修整、A7程序修
CNC车间报废代码:B1 调机废、B2 断刀、B3 尺寸不良、B4 装夹不良、B5 表面不良、B6 原材料不良 偏、B