压缩机控制系统
压缩机防喘振控制系统概述
一化压缩机防喘振系统介绍
压缩机防喘振控制系统概述
一、离心式压缩机喘振的原因 喘振是离心式压缩机的固有特性。产生喘振的原因首 先得从对象特性上找。从图1中可见压缩机的压缩比P2/P1 先得从对象特性上找。从图1中可见压缩机的压缩比P2/P1 与流量Q的曲线上都有一个P2/P1值的最高点。在此点右面 与流量Q的曲线上都有一个P2/P1值的最高点。在此点右面 的曲线上工作,压缩机是稳定的。在曲左面低流量范围 内,由于气体的可压缩性,产生了一个不稳定状态。当流 量逐渐减小到喘振线时,一旦压缩比下降,使流量进一步 减小,由于输出管线中气体压力高于压缩机出口压力,被 压缩了的气体很快倒流入压缩机,待管线中压力下降后, 气体流动方向又反过来,周而复始便产生喘振。喘振时压 缩机机体发生振动并波及到相邻的管网,喘振强烈时,能 使压缩机严重破坏。
压缩机喘振线
压缩机防喘振控制系统概述
一、离心式压缩机喘振的原因 喘振是离心式压缩机的固有特性。产生喘振的原因首 先得从对象特性上找。从图1中可见压缩机的压缩比P2/P1 先得从对象特性上找。从图1中可见压缩机的压缩比P2/P1 与流量Q的曲线上都有一个P2/P1值的最高点。在此点右面 与流量Q的曲线上都有一个P2/P1值的最高点。在此点右面 的曲线上工作,压缩机是稳定的。在曲线左面低流量范围 内,由于气体的可压缩性,产生了一个不稳定状态。当流 量逐渐减小到喘振线时,一旦压缩比下降,使流量进一步 减小,由于输出管线中气体压力高于压缩机出口压力,被 压缩了的气体很快倒流入压缩机,待管线中压力下降后, 气体流动方向又反过来,周而复始便产生喘振。喘振时压 缩机机体发生振动并波及到相邻的管网,喘振强烈时,能 使压缩机严重破坏。
压缩机控制原理

压缩机控制原理
压缩机控制是通过控制压缩机运行状态和工作参数,以实现压缩机的高效运行和优化能耗的过程。
压缩机的控制原理主要分为以下几个方面。
1. 压力控制:压力控制是压缩机控制的基本要素之一。
通过感应压缩机周围环境中的压力变化,并与设定值进行比较,控制压缩机的运行状态。
当压力超过设定值时,控制系统会发送信号给压缩机停止运行或调整运行状态,以保持系统压力在合理范围内。
2. 温度控制:温度控制是保证压缩机安全运行和保护系统的重要手段之一。
通过传感器感应系统内外环境的温度变化,并与预设的温度范围进行比较,控制压缩机的运行状态。
例如,在系统温度过高时,控制系统可以发送信号给压缩机降低运行速度或停止运行,以避免压缩机过热损坏。
3. 负荷控制:负荷控制是根据系统需求来调整压缩机的工作状态和输出功率的重要手段。
通过控制压缩机的转速、扭矩或容积调节,以满足系统对气体压力的精确控制。
例如,在气体需求较低时,可以调整压缩机的负荷使其运行在低功率状态,从而节约能源。
4. 故障保护:故障保护是压缩机控制的关键要素之一,目的是防止系统出现故障和损坏。
通过监测各种参数,如电流、电压、温度等,一旦检测到异常情况,控制系统会及时采取相应的措施,如停机保护、报警提示等,以避免进一步损坏或危险。
总之,压缩机控制通过对压力、温度、负荷等参数进行监测和调整,以实现压缩机的高效稳定运行和保护系统的安全操作。
这些控制原理的运用可以提高压缩机的效率,延长其使用寿命,并减少能源消耗。
压缩机控制系统

二 防喘振控制的方法
防喘振控制:防喘振控制是对压缩机机组的一种保护。它在机组 工作点进入喘振区域前通过提前打开防喘振阀,提高流量使工作 点回归正常。 现机组系统采用动态防喘振技术,能根据机组运行状态动态的调 整防喘振工作线,同时对防喘振阀进行控制,使机组运行更加安 全和可靠。
振动位移监控系统(BENTLY 3500 )
框架全尺寸 3500 框架 可采用19” EIA 导轨安装、面板安 装或壁板安装形 式。框架最左端是 专为两个电源模块 和一个框架接口模 块预留的位置,框架中的其余14 个插槽可以被监测器、显 示模块、继电器模块、键相器模块和通讯网关模块的任意组 合所占用。所有模块插入到框架的底板中,由前面板部分和 框架后部相应的I/O 模块组成。
旋转机械系统状态检测
传感器系统简介
炼油厂的使用的转动设备有透平、往复机、鼓引风机等,这些大型设备的运行状况 直接关系到生产装置的安全。为了确保大型旋转设备的安全运行,必须对大型转动 设备的运行状态进行监测。大型转动设备的状态监测主要监测转子的径向振动、轴 向位移、转速和轴温等。目前使用较多的是美国本特利内华达公司(Bently Nenada) 的3300和3500系列。
传感器系统简介
电涡流传感器的工作原理
本特利公司的探头有几种规格, 其中Ø5mm 及Ø8mm探头是测 量轴位移、轴振动的常用探头, 其线性范围为2mm,转换系数 为7.87V/mm。其特性曲线如图:
•电压(V)
•25
•20
•B
•15 •C
•10
•5 •A
•0.0 •0.5 •1.0 •1.5 •2.0 •2.5 •3.0 •间隙(mm)
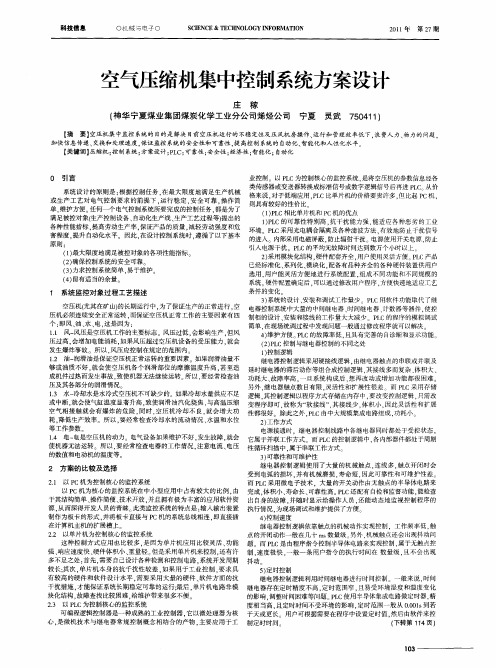
空气压缩机集中控制系统方案设计
0机械 与电子 0
S IN E&T C N L G F R A I N CE C E H O O YI O M TO N
21 年 01
第
庄 稼 ( 神华 宁 夏煤 业集 团煤炭 化 学工 业分 公司 烯烃公 司 宁夏
灵武
701) 5 4 1
【 要】 摘 空压机 集中监控 系统 的 目的是 解决 目 前空压机运行 的不稳 定性及 压风机房操 作、 运行和管理效率低下 . 费人 力、 力的 问题 . 浪 物
加快信 息传递 、 交换和处理速度 , 保证监控 系统的安全性和可靠性 , 高控 制 系 的 自 提 统 动化 、 智能化和人性化水平。
【 关键词 】 缩机 ; 系统 ; 压 控制 方案设计 ;L 可靠性; 性; P C; 安全 经济性 ; 能化 ; 动化 智 自
业 控制 。以 P C L 为控制核心的监控系统 . 空压机 的参数信息经各 是将 类传感器 或变送器转换成标准信号或数字逻辑信 号后再进 PC 从价 L 系统设计 的原则 是 : 根据控 制任务 . 最大限度地满足 生产机械 在 格来说 , 对于低端应用 .L P C比单片机的价格要贵许 多. 比起 P 但 c机 . 或 生产工 艺对 电气 控制要求 的前 提下 . 运行 稳定 . 安全可 靠 。 作简 操 则具有较好 的性价 比 单. 维护方便 任何一个 电气控 制系统所要完成 的控制任务 . 都是为 了 ()L 1P C相比单 片机和 P 机 的优点 c 满足被控对象( 控制设备 、 生产 自动化生产线 、 生产工艺过程 等) 出的 提 1P C的可靠性特别 高 . )L 抗干扰能力强 . 能适应各种恶 劣的 工业 各种性能指标 , 提高劳动生产率 . 保证产品的质量 , 减轻 劳动强度和危 环境 P C L 采用 光电耦合隔离及各种滤波方法 、 有效地防止干扰信号 害程度 , 提升 自 动化水平 。因此 , 在设计控制 系统 时 . 循了以下基本 遵 的进人 。 内部采用 电磁屏蔽 , 防止辐射干扰 。电源使用开关 电源 , 防止 原则 : 引入电源干扰 P C的平均无故障时间达到数万个小时以上 L () 1最大 限度地满足被控对象 的各项性能指标。 2 采用模块 化结构 . ) 硬件配套齐全 , 用户使用灵 活方便 。 L P C产品 f) 2 确保控制系统的安全可靠 已经标 准化、 系列化 、 模块化 . 配备有品种齐全的各种硬件装置供用户 () 3 力求控制系统简单 . 易于维护。 选用 . 用户能灵活方 便地进行系统配置 . 组成不 同功能 和不 同规模 的 () 4 留有适当的余量 系统 硬件 配置确定后 . 以通过修改用户程序 . 可 方便快速地适应工艺 条件的变化。 1 系统 监控对 象过程 工艺描述 3 系统 的设计 、 ) 安装和调试工作量少 。P C用软件 功能取代 了继 L 空压机优 其在矿山) 的长期运行 中. 了保证生产的正常进行 . 为 空 电器控制 系统 中大量的 中间继电器 、 时间继 电器 、 计数 器等器件 , 使控 压机 必须 连续安全 正常运转 . 而保证 空压机 正常工作的主要因素有 四 制柜 的设计 、 安装和接线的工作量大大减少。P C的程序 的模拟调试 L 个: 即风、 水 、 这是 因为: 油、 电, 简单 . 在现场统调过程中发现问题一般通过修改程序就可以解决 1 风一 . 1 风压是空压机工作 的主要标 志。风压过低 . 会影响生产 . 但风 4 维护方便 。 L ) P C的故障率低 . 且具有完善的 自诊断和显示功能 。 压过 高, 会增加 电能 消耗 , 如果风压超过空压机设备 的受压 能力 . 就会 ( )L 2 P C控 制与继 电器控制的不同之处 发生爆炸事故 所 以. 风压应控制在规定 的范围 内 1控制逻辑 ) 1 油一 滑油是保 证空压 机正 常运转 的重要 因素 如果润滑油量不 . 2 润 继电器控制逻辑采用硬接线逻辑 . 由继 电器触点的 串联或并联及 够或油质 不好 . 就会使 空压机各个润 滑部位 的摩擦温 度升高 . 至造 延时继 电器的滞后动作 等组合成控制逻辑 . 甚 其接线多而复杂 、 体积大 、 成机件过热而发生事故 , 致使机器无法继续运转。 以, 所 要经常检查油 功耗大 、 故障率高 , 旦系统构成后 , 一 想再 改动或增加功能都很 困难。 压及其各部分的润滑情况 另外 . 电器触点数 目 限 . 活性 和扩展性 很差 而 P C 用存储 继 有 灵 L 采 1 水一 . 3 冷却水是水冷式空压机不可缺少 的 如果冷却水量供应 不足 逻辑 . 控制逻辑 以程序方式存储在 内 中 , 改变控制逻辑 . 其 存 要 只需改 或中断 . 就会使气缸温度显著升高 . 使润滑油汽化烧焦 . 致 与高温 压缩 变程序即可 . 故称为 “ 软接线” 其接线少 , , 体积小 , 因此灵 活性 和扩展 空气相 接触就会 有爆炸 的危险 . 同时 . 压机冷 却不 良 , 空 就会 增大功 性都很好 除此之外 .L P C由中大规模集成 电路组成 , 功耗小 。 耗. 降低生产效率。所以 . 要经常检查 冷却水 的流动情况 、 水温 和水位 2 5 作方式 )2 等工作参数。 电源接通时 .继 电器控制线路 中各继 电器 同时都处 于受控状态 , 1 电一 _ 4 电是空压机 的动力 。 电气设备如果维护不好 . 故障. 发生 就会 它属于并联工作方式 而 P C的控制逻辑中 . 内部器件都处于周期 L 各 使机 器无法 运转 。所 以 . 常检查 电器 的工作情 况 . 要经 注意电流 、 电压 性循环扫描 中. 属于 串联工作方式 的数 值和电动机 的温度 等。 3可靠性和可维护性 ) 继 电器 控制逻辑使用 了大 量的机械触点 . 线多 . 连 触点开闭时会 2 方 案的 比较及选择 受 到电弧的损坏 . 并有机械磨损 , 寿命短 . 因此 可靠性 和可维护性差 。 21 以 P 机 为控制核心 的监控系统 . C 而 P C采用微电子技术 .大量 的开关动作 由无触 点的半导体 电路来 L 以P c机为核心的监控 系统在 中小型应用 中占有较大 的比例 . 完成 , 由 体积小 、 寿命长、 可靠性 高。 L 还 配有 自 PC 检和监督功能 , 能检查 于其结构简单 、 操作简便 、 技术开放 。 并且拥有极为 丰富的应用 软件资 出 自身的故 障 , 并随时显示 给操作 人员 , 还能动态地 监视控制程序的 源, 从而深得开发人员 的青睐 此类监控系统 的特点是 : 输入输出装置 执行情况 . 为现场调试和维护 提供 了方便 制作为板卡的形式 , 并将板卡直接与 P c机的系统总线相连 即直接插 4 控制速度 、 在计算机主机的扩展槽上 继电器控制逻辑依靠触点 的机械动作实现控制 ,工作频率低 , 触 22 以单片机为控制核心的监控系统 - 点的开闭动作一般在几 十 ms 数量级 另外 . 机械触点还会 出现抖动问 这种控制方 式应用也 比较 多 . 因为单片机应用 比较灵活 、 是 功能 题 而 P C是 由程序指令 控制半导体 电路来实现控制 , 于无触点控 L 属 强、 响应速度快 、 体积小 、 硬件 重量轻 。 但是采用单片机来控 制 , 还有许 制 . 速度极快 . 一般一条 用户指令的执行时 间在 数量 级 , 不会 出现 且 多不足之处 : 首先 , 需要 自己设计各 种检测 和控制电路 . 系统开发周期 抖动。 较长; 其次 . 单片机本 身的抗千扰性较 差 . 果用于 工业控制 . 如 要求具 5 定时控制
基于PLC的往复式压缩机自动控制系统的设计

基于PLC的往复式压缩机自动控制系统的设计摘要:随着科学技术的发展,我国的PLC技术有了很大进展,并在往复式压缩机中得到了广泛的应用。
往复压缩机因运转部件较多,导致摩擦易损件多。
尤其多级压缩机,其介质流程长、过流部件多,气阀和活塞等常出现故障。
应提高巡检质量,本文首先分析了往复压缩机的工作原理,其次探讨了基于PLC的往复式压缩机自动控制系统的设计,以供参考。
关键词:压缩机;PLC;变频控制;控制系统;自动化引言往复式压缩机是石油化工装置中的关键设备,通过气缸的活塞运动为介质增压。
压缩机本身投资高,机组连接的管道相对复杂、管径较大,且管系容易发生振动,振动严重时会影响整个装置的安全稳定运行,因此压缩机的管道设计是整个装置管道设计的核心内容。
1往复压缩机的工作原理往复压缩机由气缸、连杆、辅助系统等多个部件组成,连杆是最关键的传动部件和主要的进给部件。
可以进行往复运动的转换,形成往复式压缩机的排气吸气过程。
往复压缩工作主要包括4个阶段:第1个阶段是膨胀阶段,活塞在运动过程中,会增加工作腔的整体容积,内部残余气体压力减小体积膨胀但气阀关闭,直到压力小到一定程度才会打开;第2个阶段是吸气阶段,通过压差的作用打开气阀,随着工作室的容积增加,气体会不断地吸入进来;第3个阶段是压缩阶段,当活塞进行反向的运行时工作室的容积也会急剧的减小,工作室的压力会急剧的增大,气阀会进行关闭;第4阶段是排气阶段,当工作腔中的压力大于排气管的压力时,气体会开始进行排出。
2基于PLC的往复式压缩机自动控制系统的设计2.1气阀在正常操作条件下,可根据异常情况进行对比分析,判断气阀是否工作正常。
(1)从排气压力判断。
如排气压力低于工作压力的正常值,判定为排气阀串气。
排气压力越低,排气阀串气越严重。
同样,除末级以外,排气压力异常升高,则判定为下一级吸气阀串气。
(2)从排气温度判断。
由于气阀串气,气缸内部分气体反复被压缩、膨胀,造成排气温度升高。
多并联节能压缩机组控制系统设计说明

多并联节能压缩机组控制系统设计说明摘要随着人民生活水平的提高,物流和国内零售行业的快速发展,大、中型食品冷藏设施,在解决中转、生产、销售等环节的食品保鲜问题中,发挥着重要的作用;其核心的制冷压缩机组,也已经逐渐从:单个大容量的制冷机到多台中、小容量制冷机一起运作到现在的大型多机组并联的发展过程。
多并联制冷压缩机组因为它高效节能、安全稳定、价钱不高等优点,成为目前制冷工程优先选用的系统,被越来越多的设计单位逐渐认可和接受;越来越多的低温配送中心,食品加工厂,冷冻设备和大型的冷库,开始使用并联压缩机制冷系统来替换原来的单台压缩机制冷系统。
并联压缩机系统是让多台压缩机并联连接在一起,然后安装在同一个机架上,共用一些部件,例如冷凝器、吸排气管和储液桶等。
自带的高性能中央处理器在其结构中一般是一个高性能PLC 控制器或者是一台专用的并联机组控制器,在其控制下,测量并控制工作参数,优化并协调系统的运行,给制冷系统的主蒸发器或冷库中的冷风机组提供制冷剂。
本设计主要是介绍多并联节能压缩机组控制系统的背景,国内当前现状以及当前工艺流程,同时采用西门子PLC来设计控制流程,最后用触摸屏来监控动作过程。
关键词:多并联节能压缩机组;西门子PLC;触摸屏AbstractWith the improvement of people's living standards, logistics, and rapid development of the domestic retail industry, large and medium-sized food cold storage facilities, food preservation issue is resolved in transit, production, marketing and other aspects, and plays an important role; its core compression refrigeration unit, has also been a gradual shift from: a single large-capacity refrigerator to more medium and small-capacity refrigerator work together to present the development of large-scale multi-unit parallel. More refrigeration compressor in parallel because it energy efficient, safe and stable, the price is not higher merit, as the current preferred refrigeration engineering system, more and more design units gradually recognized and accepted; more and more low temperature distribution centers, food processing, refrigeration equipment and large refrigerator, start using a parallel compressor refrigeration system to replace the original single compressor refrigeration system. Parallel compressor systems allow multiple compressors connected together in parallel, and then installed on the same rack, share some components, such as condensers,intake and exhaust pipe and reservoir barrels. Built-in high-performance central processing unit in the structure is typically a high-performance PLC controller or a dedicated unit controller in parallel, under its control, measurement and control of operating parameters, optimize and coordinate the operation of the system, to the main evaporator or cold in the cold unit cooling system to provide refrigerant.Background This design is more energy-efficient compressor control system in parallel, the domestic as well as the current status of the current process, while using the Siemens PLC to design control process, and finally with a touch screen to monitor the course of action.Key words: More energy-efficient compressors in parallel; Siemens PLC; touch screen目录摘要 (I)Abstract (II)第1章绪论........................................................... - 1 -1.2课题现状.................................................... - 1 -1.3课题内容.................................................... - 2 - 第2章多并联节能压缩机组控制系统工艺介绍............................. - 3 -2.1多并联节能压缩机组控制系统的结构介绍........................ - 3 -2.2多并联节能压缩机组控制系统的工艺流程........................ - 3 -2.3本章小结.................................................... - 4 - 第3章控制要求及方案设计............................................. - 5 -3.1控制要求.................................................... - 5 -3.2方案比较.................................................... - 5 -3.2.1确定控制方案....................................... - 5 -3.2.2确定控制方向....................................... - 6 -3.3本章小结.................................................... - 6 - 第4章硬件设计....................................................... - 7 -4.1硬件控制系统................................................ - 7 -4.2I/O地址表................................................... - 7 -4.3控制系统主回路.............................................. - 8 -4.4外部接线图.................................................. - 9 -4.5硬件选型................................................... - 10 -4.5.1PLC的选型......................................... - 10 -4.5.2压缩机设备的选型.................................. - 11 -4.5.3温度传感器的选型.................................. - 12 -4.5.4电磁阀的选型...................................... - 12 -4.5.5压力传感器的选型.................................. - 13 -4.5.6蒸发冷风机的选型.................................. - 14 -4.5.7蒸发冷水泵的选型.................................. - 15 -4.5.8压力开关的选型.................................... - 16 -4.5.9按钮的选型........................................ - 16 -4.5.10指示灯的选型..................................... - 17 -4.5.11熔断器的选型..................................... - 18 -4.5.12交流接触器的选型................................. - 20 -4.5.13热继电器的选型................................... - 21 -4.6本章小结................................................... - 22 - 第5章软件设计...................................................... - 23 -5.1软件设计思想............................................... - 23 -5.2编程理论基础............................................... - 23 -5.2.1高压与数字输出的关系.............................. - 23 -5.2.2低压与数字输出的关系.............................. - 24 -5.2.3温度与数字输出的关系.............................. - 25 -5.3程序流程图................................................. - 25 -5.4本章小结................................................... - 27 - 第6章触摸屏的设计.................................................. - 28 -6.1触摸屏的选择............................................... - 28 -6.2触摸屏画面的制作........................................... - 28 -6.3触摸屏的调试............................................... - 35 -第7章程序的调试与仿真.............................................. - 38 -7.1软件的确定................................................. - 38 -7.2程序的调试................................................. - 38 -7.3软件的仿真................................................. - 39 -7.4本章小结................................................... - 42 - 第8章总结.......................................................... - 43 - 致谢................................................................. - 44 - 参考文献............................................................. - 45 - 附录................................................................. - 46 -1.主电路...................................................... - 46 -2.控制电路.................................................... - 47 -3.外部接线图.................................................. - 48 -4.PLC主程序.................................................. - 49 -5.1#压缩机程序................................................ - 54 -6.2#压缩机程序................................................ - 55 -7.3#压缩机程序................................................ - 56 -8.温度压力处理程序............................................ - 57 -9.故障报警处理程序............................................ - 61 -10.压缩机启动顺序程序......................................... - 67 -11.压缩机运行时间程序......................................... - 71 -第1章绪论1.1课题背景近几年来,随着国际制冷压缩机行业的迅速发展,全球压缩机组市场集中度逐渐提高,领先的压缩机生产企业通过行业整合不断提高竞争力,逐渐出现了以德国比泽尔和美国英格索兰等为代表的行业领先企业,占据优势市场地位。
ITCC综合控制系统
ITCC综合控制系统
ITCC综合控制系统应用于透平驱动压缩机的控制系统,要求具有三个基本控制功能:透平控制(SIC)
压缩机性能控制(PIC)
压缩机控制(UIC)
压缩机运行控制和过程控制
ITCC 能实现压缩机性能控制或入口压力控制和喘振时的解耦控制。
罐体液位控制回路和其它过程控制回路也是ITCC 的组成部分。
它们同时具备过程和反喘振控制间的解耦功能。
压缩机/汽轮机附属系统保护。
ITCC 为压缩机/汽轮机附属系统提供持久监测和保护功能,并且输出报警或停机和关机。
顺序控制和起机停机
ITCC 包含几个程序,都用来辅助起动压缩机、汽轮机。
其中一个程序使汽轮机自动升速到暖机速度, 到达暖机速度后,将根据压缩机工况使汽轮机速度增长到额定转速。
另一个程序可使汽轮机组冲过临界转速区。
这种起动过程可以为操作者做其它重要工作嬴得更多的时间。
和利时透平压缩机系统-T880系统-内

易于维护
该系统具有模块化设计,使得 日常维护和故障排查更加方便
快捷。
节能环保
T880系统在运行过程中能效 高,且对环境影响小,符合现
代工业的绿色发展理念。
集成度高
该系统集成了多种功能,减少 了外部设备的依赖,降低了整
体成本。
局限性分析
成本较高
由于采用了先进的技术和材料 ,T880系统的成本相对较高。
集成化
未来T880系统将进一步集成更多的功能, 实现更高效的0系统将更加注 重节能减排和环保性能的提升。
定制化服务
为了满足不同客户的需求,T880系统将提 供更加定制化的服务和解决方案。
05
T880系统案例分享
应用案例一:某化工厂的T880系统应用
总结词:高效稳定
和利时透平压缩机系统T880系统
• T880系统简介 • T880系统的组成与功能 • T880系统的操作与维护 • T880系统的优势与局限性 • T880系统案例分享
01
T880系统简介
T880系统的定义与特点
定义
T880系统是和利时公司开发的一款 透平压缩机控制系统,主要用于工业 领域的空气压缩和气体压缩。
停机操作
按照规定的停机步骤停机T880系统,并做好停机后的检查和维护工作。
维护保养
01
02
03
日常保养
每天对T880系统进行例行 检查,包括检查各个部件 的紧固情况、润滑情况等, 确保系统正常运行。
定期保养
根据实际情况,定期对 T880系统进行全面的保养, 包括清洗、更换磨损件、 检查电气连接等。
04
排除方法
检查润滑油泵是否正常工作;检查润 滑油过滤器是否堵塞;检查润滑油温 度是否过高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
式中:△p为进口管路内测量流量的孔板前后压差;p1为进口处压力;p2为出口处压力;α,b为有关参数。
⑤该控制器既可用前端面板来组态和监控操作,也可先在上位机组态好后下载到353中。其组态语言既可用功能块语言,也可用梯形逻辑图语言,灵活方便,易于组成各种控制方案以满足控制对象的实际要求。此外,在该控制器中,还保存有一些通用的工厂组态方案库,用户可根据自己的需要调出相应的库,稍作修改后变为己用,这样可以简化组态。
②可以支持25个控制回路,以解决复杂的控制问题。另外,每个回路的PID参数可以进行自整定;ﻫ③可以组成开放式系统。MPU板自带的MODBUS通信提供主/从式网络,使353容易地与其它系统集成在一起;LIL通信可用来代替MODBUS,提供对等的高速网络;ﻫ④支持最新的现场总线技术。LonWorks现场总线可以在其中得到应用;
APACS353是美国MooreProducts公司近两年推出的,具有DCS和PLC的许多优点,可称得上是一种专用小型控制系统。本文就APACS353在湖北一碱厂压缩机控制系统中的应用,对该智能控制器作一介绍。
ﻫ1、MACS353智能控制器ﻫ
APACS353是一种独立的、以微处理器为基础的过程自动化控制器。其应用范围特别广泛,既可用于小批量处理过程或连续过程,亦可用于离散控制过程。ﻫ它具有如下特点:
ﻫ2.1适应管网特性变化
压缩机是与管网系统联合工作的,管网系统指与压缩机联合在一起运行的各种装置、设备、容器、阀和管道,压缩机和管网的特性曲线如图1所示。
ﻫ ﻫ
图1中,曲线1为压缩机的工作曲线,曲线2与2'为管网的特性曲线。当管网的阻力系数在生产过程中稳定时,压缩机则稳定在某一工况点工作。但是,在生产运行过程中,管网的阻力系数可能经常变化(如工厂用气量的变化),这样管网的特性曲线就发生变化,为适应这一变化,保证管网对压力或流量的要求,就需要改变压缩机的性能,使其在新的工况点工作。例如,原来压缩机工作在其稳定工况点M,若管网特性由曲线2变为曲线2',则此时对应的压力和流量均发生变化,若系统不允许这样的变化,就需要进行调节。ﻫ根据工艺要求,有以下三种调节:等压力调节,通过改变压缩机流量保持压力稳定:等流量调节,通过改变压力保持流量稳定;比例控制,用来保持压力或流量的比例不变。ﻫﻫ2.2防喘振调节系统ﻫ在管网中,由于工况改变,流量明显减少,出现严重的旋转脱离,形成突变型失速:此时,工作轮虽旋转,但不能提高气体压力,压缩机出口压力显著下降。而管网容量较大,反应不灵敏,管网压力并不马上减低。于是可能出现管网压力反大于压缩机出口压力的情况,因而管网中的气体就向压缩机倒流,直到管网压力下降到低于压缩机出口压力为止。这时倒流停止,气体又在叶片作用下正向流动,压缩机又开始向管网供气。但当管网压力不断回升,又回复到原有水平时,压缩机正常排气又受到阻碍,流量又下降,系统中的气体又产生倒流。如此周而复始,在整个系统发生了周期性的轴向低频大振幅的气流振荡现象,即为喘振。喘振使压缩机的性能显著恶化,气流参数(压力、流量)产生大幅度脉动,噪声和振动加剧,严重时足以损坏压缩机。
ﻫ3、应用实例ﻫﻫ该控制系统的对象为碱厂的一台CO2离心压缩机,在纯碱工业中,CO2的压缩是一个极为重要的关键工序,因此压缩机的作用很大。在我国早期建设的各种规模的纯碱厂,多采用往复活塞式压缩机,目前,多以离心式和螺杆式压缩机为主。
ﻫ3.1系统配置
考虑到整个系统的安全性,一台仪表或设备的故障不应影响到其它设备,故在设计时,把整个系统的功能分散,APACS353主要执行调节、联锁保护功能,所以在APACS353内部只配置MPU板和I/O扩展板。系统要求具有记录功能,即一些重要数据要求记录以便查询,而单独的353不具有该功能,所以另配4台无纸记录仪来完成该功能。尽管APACS353能实现报警功能,但报警仅体现在面板的棒条闪烁、报警LED灯亮,不直观。系统要求具有声光报警,使用一微机闪光报警器来实现。
压缩机控制系统
———————————————————————————————— 作者:
———————————————————————————————— 日期:
ﻩ
近十几年来,DCS以其强大的控制功能、集中的操作显示功能及高可靠性等,在现场应用越来越多。然而,对一些较小的控制系统,投入一套DCS,从经济上考虑不怎么划算;但使用一些常规仪表,又具有操作显示不方便等诸多缺陷。因此,一些厂家从各方面考虑着手,生产了具有很强控制功能的智能化仪表。
ﻫ3.2等压力调节系统及无扰切换ﻫ该CO2离心压缩机属工艺流程压缩机,结合制碱工艺的特点,要求压缩机有稳定的出口压力。压力调节可采用进口节流和出口节流,但出口节流经济性很差,由于节流的原因,白白地损失了能量,所以采用进口节流的调节方法。控制原理图如图2所示。
ﻫ 2、压缩机控制系统
压缩机是一种将气体压缩从而提高气体压力或输送气体的机器,按能量转换方式可分为动力型和容积型两类。离心压缩机属动力型,其工作原理是根据动能转换为势能的原理,将流体加速到高速,然后降低速度,通过改变它的流向,把它所具有的动能转换为势能,从而提高压力。
压缩机的调节或控制有两个目的,一个是改变压缩机的性能以适应管网系统特性的生喘振和在严重情况下毁坏机器。
①采用模板化结构,用户可根据自己的实际需要来灵活配置。其核心是一块功能强大的微处理器MPU板,该板应用了最新的微处理器技术,可以实现单回路、串级及一些复杂的控制策略,且带有自己的I/O;若I/O不够,可以增加一个I/O扩展板,接收热电偶、热电阻、频率等信号。为了集成全厂控制管理网络系统,可以配置局部仪表链接LIL网络板、现场总线LonWorks板;