静密封失效分析
立式排污泵常见故障原因分析及处理
立式排污泵常见故障原因分析及处理【摘要】中国石化长城能源化工(宁夏)有限公司公用工程运行部污水装置回用水处理原水调节系统,配备6台WL系列立式排污泵。
自2014年投用以来,在运行期间出现泵体振动超标、叶轮汽蚀穿孔、机封泄漏、电机轴承损坏,致使在未达到使用寿命的情况下频繁更换叶轮、机封、电机轴承。
本文通过对立式排污泵运行期间存在的问题进行分析,分析了泵体振动超标,叶轮汽蚀穿孔、机封泄漏、电机轴承损坏的原因,通过技术改造、改进检修方法后,从而使立式排污泵使用周期延长、设备运行稳定。
【关键词】立式排污泵汽蚀双流道结构1前言污水装置回用水处理原水调节系统主要包括回用水原水调节池及提升泵房。
主要来水有园区循环排污水、一级脱盐水浓水、清净雨水以及污水处理系统处理出水经由管道重力自流输送至回用水原水调节池。
在回用水原水调节池内经过潜水搅拌机进行水质水量的均质均量后,出水水质达到PH 6-9 ,CODCr ≤70mg/L,NH3-N≤10mg/L ,悬浮物SS≤30mg/L,回用水原水提升泵的作用是将原水调节池输送至CBR2池中进行后续处理。
回用水原水提升泵该设备型号250WL600-20-55,结构形式WL立式排污泵,叶轮直接安装在电机的延长轴上,采用机械密封。
6台立式排污泵分2组,一组3台,每组2用1备。
泵采用倒灌式,泵入口吸水池液位最低为2.2米。
控制信号通过电子设备间传至DCS主控室。
设备在DCS主控室、就地手动均可操作,在就地手动操作时,主控制操作失效,主要运行参数流量、电流在主控室有显示。
2立式排污泵技术参数及结构组成2.1技术参数表1 技术参数名称单位数值型号250WL600-20-55额定流量m³/h600杨程米20电机功率KW55转速RPM2950额定电流A1102.2结构组成立式排污泵主要由轴、轴承架、泵盖、叶轮、泵座、电机支架、电机等部件组成。
泵为立式单级单吸泵,叶轮采用双流道结构。
密封基本知识及失效形式

4). 串漏形成
失效形式
1、串漏
失效形式
2、间隙挤出
失效形式
2、间隙挤出
原因:系统压力过高或者配合间隙设计偏大导致的密封 件挤出损伤。 防止措施:选择合适的配合间隙或者增加挡圈
失效形式
2、间隙挤出
避 免 间 隙 挤 出 的 方 法
失效形式
3、拖拽压力
失效形式
4、耐温失效
失效形式
4、耐温失效
流体压力传递给接触面而 形成的接触应力分布
密封机理
2、挤压密封机理
8~25%的压缩量产生反弹力起预密封作用
流体压力P传递给接触面而形成的接触应力分布
密封机理
3、旋转密封机理
旋转轴唇形密封圈的密封唇与轴的接触便产生一定的抱紧压力;唇口部位内部 的金属弹簧加强了对轴产生了径向箍紧力,同时旋转轴唇形密封圈的腰部对轴 产生一定的弹力。这三个力的叠加,便使旋转轴唇形密封圈对轴产生了接触压 力。这压力在金属弹簧位置和刃口形状的调节下使其产生集中应力分布。在密 封唇和轴的接触表面上既有干摩擦,又有边界润滑和流体润滑,三者不断交替 变动,所以旋转轴唇形密封圈的密封性能是相对的,即使是性能很好的密封也 仍然存在着磨损和微量的泄漏。因此在设计油封产品时,应充分考虑油封的材 料选择、油封刃口的过盈量和几何形状、金属弹簧和刃口与轴接触宽度、轴的 加工及使用等方面,从而提高油封的工作性能和使用寿命。
密封材料介绍
3、丁腈橡胶(NBR)
使用温度: -40 ℃ ~120 ℃ 耐油、耐热、耐磨性好 通用性强,使用面广,适用于液压、气动系统及
轴承座的密封 不适用于高温、磷酸酯系列液压油及含极性添加
剂的齿轮油
密封材料介绍
4、氢化丁腈橡胶(HNBR)
橡胶密封圈失效及裂纹形成原因分析
0引言在航空航天工业领域,橡胶密封圈主要用于飞机飞行系统的推进装置、液压装置和气动装置中的阀门、管路和箱体等处的静态密封和动态密封,以及壳体、机翼端头、升降副翼和防热材料等结构和防热系统部件的密封[1-2]。
在众多橡胶密封材料中,氟橡胶(FPM )密封圈具有良好的高弹性、抗变压性以及耐高温、耐油、耐腐蚀等性能,因此被广泛应用于密封系统。
近年来,随着密封材料的使用工况越来越严苛,橡胶密封圈频繁出现失效现象。
其中,橡胶密封圈的变形、磨损、划伤、老化和断裂是其失效的主要模式,通常会导致密封部位流体泄漏,影响使用性能,严重时会导致系统工作瘫痪,甚至引起爆炸或火灾事故发生,造成机毁人亡的重大恶性事故。
据统计,所有机械设备质量事故中,有1/3以上都是由橡胶密封件损坏失效引起的[3-4]。
因此,橡胶密封圈的失效分析应被高度重视。
橡胶密封圈失效的主要原因包括原材料问题、密封系统设计不合理、密封件的加工和安装不合规范、使用工况不合理等。
原材料问题产生的失效主要由材料选用不当和自身存在缺陷引起;密封系统设计不合理主要包括密封的件截面尺寸过大或过小,密封沟槽和密封间隙大小设计不当产生背压效应等;密封件的加工、安装不合规范主要包括密封件表面有缺陷、精度没有达到规定的要求、装配过程使用不当导致局部塑性变形等;密封件的使用工况则包括迪塞尔效应、气蚀现象、焦耳热效应等[5-9]。
一般来说,通过分析橡胶密封件的断口形态,可以找到橡胶密封件失效的原因并制定相应的解决措施。
某散热器滑油腔螺纹接头处橡胶密封圈开裂发生漏油现象,胶圈的一侧用于液压系统的密封,正常工作压力为1.2MPa ,最大工作压力约3MPa (表压);另一侧由堵帽固定,该胶圈的密封方式为径向静密封,所选用的胶圈材料为氟橡胶。
本文从失效胶圈的外观、裂纹断口宏微观形貌以及硬度与间隙配合等方面进行分析,对密封圈所用材料进行傅立叶红外光谱表征,在此基础上确定橡胶密封圈的失效性质及裂纹形成原因,进而提出避免失效的相应解决方案。
机泵机械密封失效的分析与解决措施

为某种原因出现的偶然密封失效。
动静环机械磨损实例如图1所示,波纹管外侧结焦实例如图2所示。
图1 动静环机械磨损实例图2 波纹管外侧结焦实例2.1 腐蚀失效腐蚀失效一般有点腐蚀、面腐蚀、应力破坏腐蚀、电化学腐蚀等。
点腐蚀除妖出现在弹簧套,从而破坏弹簧结构。
面腐蚀主要是因为具有腐蚀介质的接触而出现表面的腐蚀,从而破坏密封作用。
应力腐蚀破坏主要应力与腐蚀共同作用下从而出现的弹簧破裂等破坏。
电化学腐蚀主要是因为不同种类金属引起的电化学反应导致的腐蚀。
0 引言机械密封因为具有良好的密封性能以及轴承磨损量小等优点,广泛用于冶金及石油化工泵设备上。
同时机械泵工况运作较为恶劣,存在高温高压以及介质特殊等特点,容易导致机械密封出现密封失效现象,进而导致设备停止工作的状况。
机械密封失效的原因以及失效的形式多种多样,对其仔细研究分析才能更好地提出科学有效的解决方法。
1 机械密封机械密封主要是由动静环、冷却装置以及压紧弹簧等构成,通过流体作用在轴上滑动端面流体压力,以及结构补偿上的弹力和其他的辅助密封装置共同作用下的密封结构。
机械密封核心的部件为动环和静环,动、静环结构必须具有足够的刚度与强度,以满足在恶劣工况条件下的温度、压力、流体的冲击。
同时还必须具有良好的耐热冲击力,即要求材料具有良好的导热系数及较小的膨胀系数,保证材料在热冲击时不出现开裂。
2 机械密封失效类型机械密封的失效形式种类较为繁多,主要的失效可以分为:(1)早期失效,主要是结构安装方式不正确以及机械密封结构设计不合理等造成;(2)磨损失效,主要因为设备长期使用过程中,因为材料的磨损或者疲劳老化等导致出现磨损失效,该种失效方式也是机械密封中主要的失效方式;(3)偶然失效,主要是因为泵在恶劣工况环境下运行时因机泵机械密封失效的分析与解决措施甘一凡(广东省中海油惠州石化有限公司,广东 惠州 516086)摘要:机械密封是一种通过旋转机械的轴密封结构,常用于离心泵、压缩机等设备中,是一种主要的轴密封形式。
静液压压路机桥干式驻车制动器密封故障的原因分析及其优化措施研究

0引言压路机是一种路面机械,广泛应用于路基建设、平整地面、压实路基等作业,作业时车速缓慢,一般为4km/h。
根据实际需要,一部分压路机已经通过输入动力反拖代替行车制动,但保留了驻车制动系统。
随着静液压压路机桥的推广及应用,在驱动桥上配置驻车制动器已经成为施工现场标配。
制动器作为关键的功能性结构,其发生故障会影响整机的使用,其失效模式多以制动器漏油、制动力不足为主。
国内制造行业的专家与学者们对密封圈进行了大量研究,其中刘文华等[1]通过对进口设备故障进行分析,确认了造成星形圈翻滚的原因是密封圈与杆壁摩擦力大;陈庆等[2]通过科学计算、理论分析,对影响密封圈的泄漏量的介质压力、往复运动速度及介质黏度等因素进行分析,认为“O”形橡胶圈不适宜在重负荷工况或润滑差的情况下使用,因为其易导致密封圈翻滚磨损。
赵虹辉[3]通过对派克旧件分析得出造成密封泄漏的原因主要与活塞杆损坏、介质污染、极端工作温度、化学物质侵蚀、工作压力过高等相关。
以上研究都对密封圈的泄漏原因进行了科学、有效的分析和计算,并给出“O”形密封圈的特点及导致密封失效的主要原因,同时前人的研究对外部环境的影响也进行了分析与总结,但未包含对干式、无油液介质的制动环境进行模拟分析,本文主要研究压路机桥干式驻车制动密封的选型、计算及试验方法,以解决制动器漏油问题。
1某静液压压路机驻车制动器结构及工作原理干式驻车制动器的密封结构如图1所示,活塞与缸孔采用密封设计,活塞的大端采用活塞动密封、活塞的小端采用活塞杆动密封。
密封“O”形圈1制动器壳体密封“O”形圈2制动器活塞图1干式驻车制动器结构在停车状态下,活塞因碟形弹簧压紧底部摩擦副,摩擦副通过花键与动力输入齿轮花键连接,利用摩擦副压紧,摩擦力使其保持静止不能转动,实现停车制动。
当液压油从入口进入,将活塞向上顶起,摩静液压压路机桥干式驻车制动器密封故障的原因分析及其优化措施研究*孙威,张寒羽,钟家怡,梁兴华,陈素姣(柳工柳州传动件有限公司,广西柳州545007)摘要:驻车制动器是静液压压路机的重要部件之一,一旦失效会导致整机无法行走或驻车。
设备渗油、漏油8种情况原因分析与解决办法

1.设计选型不合理造成油封失效造成漏油各种设备使用的环境不同,采用的润滑油质也不尽相同,油品中所含化学成分也不相同。
设计制造时未考虑所使用的油品化学成份,采用了普通材料制造的油封。
安装使用后该油封在化学腐蚀下很快失效,造成漏油,更换一次非常费时、费力。
在设备检修时要充分考虑设备使用的环境和润滑油,选择适合的油封予以更换,以延长使用寿命。
2.制造精度低或维修不当造成的漏油在轴类零件加工或维修时,对轴承安装部位一般都比较重视,往往忽视了油封安装位置的加工,此位置加工粗糙或维修不当形成局部损伤。
设备运转时,本体问题使得油封唇口很快损坏失效造成漏油。
所以在加工或维修时应对油封工作处的精度和粗糙度严加控制,确保此处的加工质量,才能保持油封的长期有效运行。
3.排气帽配置不合理,油池或设备箱体内存在正压气体此问题主要是设计制造不合理所致,设备在运转中由于摩擦生热,温度升高,润滑油中的分子气化。
如果不及时合理的将气体排出油池或箱体,就会在形成正压,造成从密封薄弱处渗油。
一般来说,在设备顶部安装有排气帽。
但由于设计时对温度的选择和计算不合理,排气帽没有将产生的气体全部及时排出箱体,造成箱体内存在正压。
解决的办法是加大排气帽上的排气孔,使得正压气体及时合理排出。
还有一种情况是润滑油随着气体一起从排气帽中漏出。
这种情况下就要将排气帽的导管加长,使得油、气混合气体充分冷却后将润滑油回到箱体中,而不要与气体一起排出。
4.轴承通盖回油孔设计不合理对于自带油润滑的设备,为了充分润滑轴承,设计者都考虑了怎样向轴承供给足够的润滑油,但对润滑油怎样回到油箱壳体内考虑的不够全面。
润滑轴承后的油不能及时回流到油箱壳体中,在轴承与通盖之间的空间集聚,随着轴的旋转而突破密封渗出。
解决的办法是加大回油孔和设置合理的导油槽,及时合理的将油回到油箱壳体中。
5.进、出油管道配置不合理造成漏油对于循环供油润滑的设备来讲,一般供油管道比较小,回油管道较大。
静密封失效分析及垫片选型
相应 地 减小 , 际上垫 片发 生 了增 厚 , 而补偿 了密 实 从
封面的分离 , 而且密封面上还能保持不小 的残余压 紧应 力 ( 中 的 ) 卸 载 时 垫 片 的这 一 变 形 量 即 图 ,
为 回弹量 。垫片 的这 一 回 弹行 为 十分 重要 , 当密 封 面受压 分离 时垫 片 能 随 之 回 弹 , 但 及 时 补偿 了 不 密封 面 的分离 , 同时仍能 保持足 够 的压 紧应力 , 这就 能保 证工 作状 态下维 持 密封 。 应 当注 意 的 是 , 同预 紧 应 力 下 卸 载 将 得 到 不
维普资讯
第2 O卷第 4期
20 ( 0 7-7 1
聚 酯 工 业
Poy se nd sr le trI u ty
Vo . O No 4 12 .
J l 0 7 uy2 0 静 密 封 失效 分 析 及 垫 Nhomakorabea片选 型
王铭松 , 李居海
刚性不足发生过度弯 曲变形 、 螺栓 的过载伸长或螺 栓的蠕变及松弛、 或密封构件 的腐蚀或表 面损伤等
引起 密封 失效 在此 不予探 讨 。
1 2 工作密 封 .
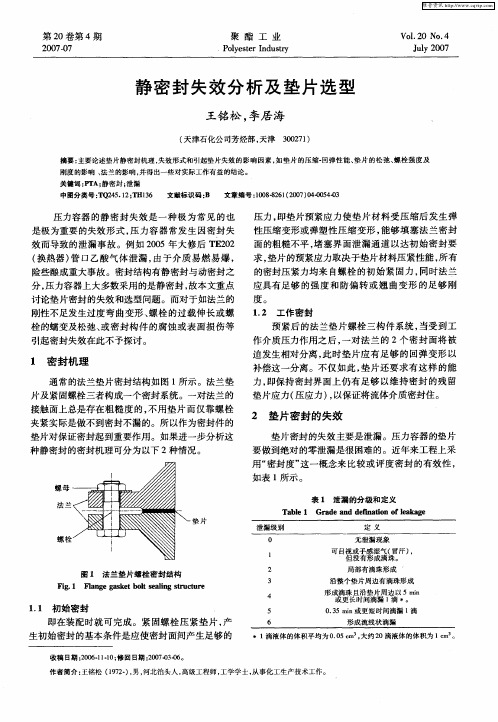
预 紧后 的法 兰垫 片螺 栓 三 构件 系统 , 当受 到 工
作介质压力作用之后 , 一对法兰的 2个密封 面将被
迫发 生相 对分 离 , 时 垫 片应 有 足 够 的 回弹变 形 以 此 补偿 这一 分离 。不 仅如 此 , 垫片 还 要 求 有这 样 的能
第 4期
王铭 松 , : 密封 失效分 析 及垫 片选 型 等 静
5 5
正常生产情况下, 可以容许的泄漏级别为 1 。 级
垫片密封发 生泄漏失效 时 , 虽然总 的表 现形 态就 是显著 泄漏 , 但垫片损坏 的形 态基本 上有 2种 。一种
水解塔给料泵机封失效分析及改进
如入 口阀开度 , 过滤器前后压差等。由此可知 , 如 果系统 波 动 大 , 其 C 0 尤 12上 塔 液 位 显 示 的 准 确
度 、 口流 量和 温度 的变化 、 口过滤 网的堵 塞 均 入 人
会 影 响 △^ 。 。
22 工 艺介 质 太脏 加 上 泵 体 机 封 自身 冲洗 设 计 .
防止 上塔液 位拉 空 P 】 汽蚀 , l5泵 而损 坏机封 。
收 稿 日期 :0 1 8 0 2 0 —0 —1。
环碳化, 丧失弹性补偿和密封作用。
2 原 因分析
作者简介: 赵玉勇 男 ,5岁 设备工 程师 ,9 0 毕业于河南 3 l 年 9
,
21 汽蚀是 造 成机封 损坏 的 主要原 因 .
体 自身 出 口介 质 , 热器 时 常因垢层 堵塞 , 换 换热效 果不 好 , 封 冷却 的 目的很 难 达 到 , 时 , 脏 的 机 同 较
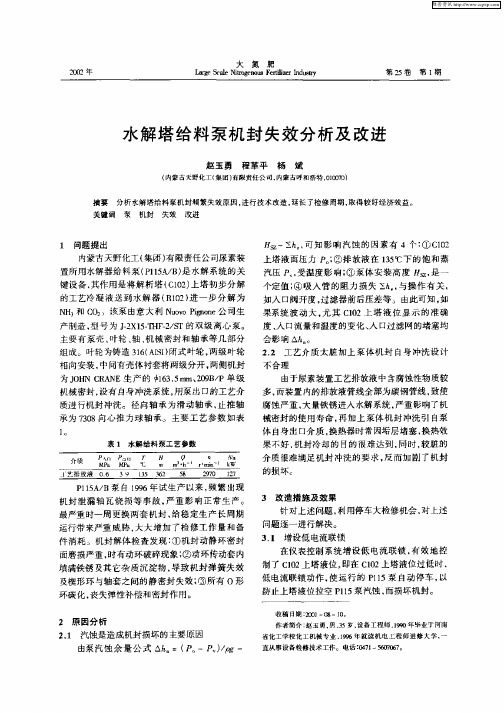
袁 1 水解给料泵工艺拳数
介质 P n A
MP a
~
n
.
-
N w a k
介质很难满足机封 冲洗的要求, 反而加剧 了机封
的损 坏 。 3 改造 措施 及效 果
水解塔 给料 泵机封失效分析及改进
32 机 封冲洗 方式 改造 .
式中 : d C—薄 壁小孔 流 量系数 06 .;
A —孔 口面积 , :
要净化工艺介质 , 从根本上说 , 必须改排放液 碳钢管线为不锈钢管线 , 消除腐蚀源。据初步预 算大约 4 5万元人 民币, 目前来说 , 就 这样 的投入 量显然不太现实 。这样, 2O 在 OO年 8 月份公司停 车大修时, 自身冲洗方式为外部冲洗方式 , 中 改 从 压冲洗系统(0 27 P ) 5 %, .M a引冲洗液到 P 1A B I5 / 两侧机封进行冲洗 , 除考虑到 防止介质反窜加止 逆阀外, 同时利用流体经截流孔板后 , 压力下降,