过程流程图1
品质控制流程图(1)
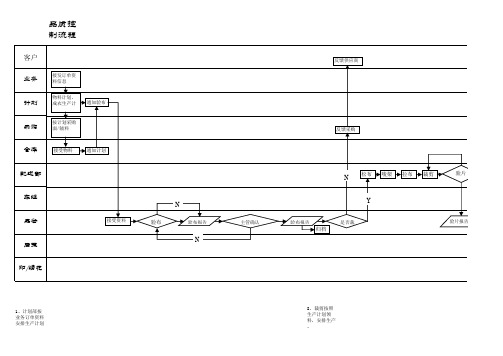
1、计划部按业务订单资料安排生产计划8、裁剪按照生产计划领料,安排生产。
2、采购部按计划部计划安排执行物料的采购。
并明确到料日期。
9、验片员100%对裁片进行检验。
并对每日验片情况做记录交主管确认。
3、仓库按采购部计划与通知收货,并将到料情况书面通知计划部。
10、裁剪要对需要印/绣花的裁片进行编号,以防止在印/绣花过程中裁片层次错乱。
4、计划部根据到料时间通知品管安排检验。
11、在印/绣花过程中品管部印绣花QC人员对印/绣花的品质进行跟踪检验,并开出检验报告。
5、品管部按计划部计划与物料实际入仓情况安排检验。
并开出物料检验报告,依据报告做出判定物料是否可以投入生产。
12、回厂的印/绣花片,验片员要100%进行检验,合格后交裁剪进行配包。
6、品管部判定合格的物料将通知生产投产,不合格的物料通知采购部并联合生产部协助采购部进行处理。
13、对检验出的不合格印 /绣花片裁剪配好色后,重新剪好裁片送印绣花厂。
14、裁剪车间须将此包同一层次的裁片全部取出保管,等补做裁片回厂后在发出。
20、中查检验合格的成衣,须车间主任核可15、印/绣花厂对须补做的裁片必须及时安排生产与及时送回公司裁剪车间。
21、尾部收发员收货数量、款式、尺码要记裁片层次错乱。
16、裁剪车间对印/绣花厂补做的印/绣花片及时还包补件。
22、尾部收货间衣物存放要按款、尺码、颜检验,并开出检验报告。
17、车缝车间领裁片后安排生产。
23、尾部主任按出货计划安排大烫进行整烫18、在车缝生产过程中品管部及时安排QC进行跟进品质情况,并对生产中不合格事项提出改善,并开出报告,追踪改善结果。
24、整烫好的衣物要整齐摆放。
绣花厂。
19、车缝生产好的待成品,中查进行100%检验,将检验出的不合格品退还车位返修。
并将严重问题上报车间主任与品管主管。
25、尾检按出货计划对整烫好的成衣进行检成衣,须车间主任核可后方可交入尾部。
26、尾检合格品尾部主任安排分码、打吊牌、验针、夹衣架、配套、按装箱单装箱。
47个过程流程图--整合1
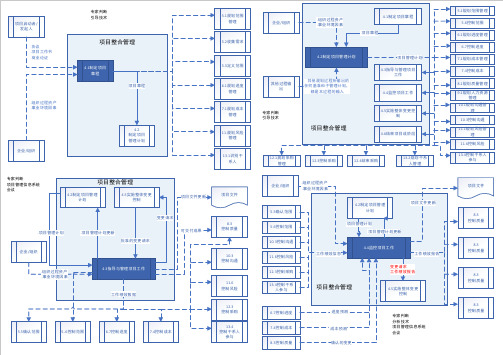
10.3控制 沟通
4.4监控 项目工 作
10.3 控制 沟通
11.6控制 风险
工作 绩效信 息
工作 绩效报 告 变更 请求 工作 绩效报 告
8.3 控制 质量
.组织 过程资 产 .事业 环境因 素
4.3指导 与管理 项目工 作 11.6 控制 风险 工作 绩效数 据
12.3控制 采购 13.4控制 干系 人参 与
项目整合管理
4.6 结束 项目或 阶段
13.1识别 干 系人
12.1规划 采购 管理
12.3控制 采购
12.4结束 采购
13.2规划 干系 人管 理
13.4控制 干系人 参与
专家 判断 项目 管理信 息系统 会议
项目整合管理
4.2制定 项目管 理 计划 4.5实施 整体变 更 控制 项目 文件更 新
专家 判断 引导 技术 项目 启动者 / 发起 人
5.1 规划 范围管 理
5.1规划 范围 管理
企业 /组织
.组织 过程资 产 .事业 环境因 素 项目 章程
4.1制定 项目章 程 5.6控制 范围
6.1 规划 进度管 理 6.7控制 进度
.协议 .项目 工作书 .商业 论证
项目整合管理
5.2收集 需求
8.3 控制 质量
项目整合管理
4.5实施 整体变 更 控制
12.3 控制 采购
6.7 控制 进度
进度 预测
8.3 控制 质量
专家 判断 分析 技术 项目 管理信 息系统 会议
5.5 确认 范围
5..6 控制 范围
6.7 控制 进度
7.4 控制 成本
13.4 控制 干系人 参与
7.4 控制 成本
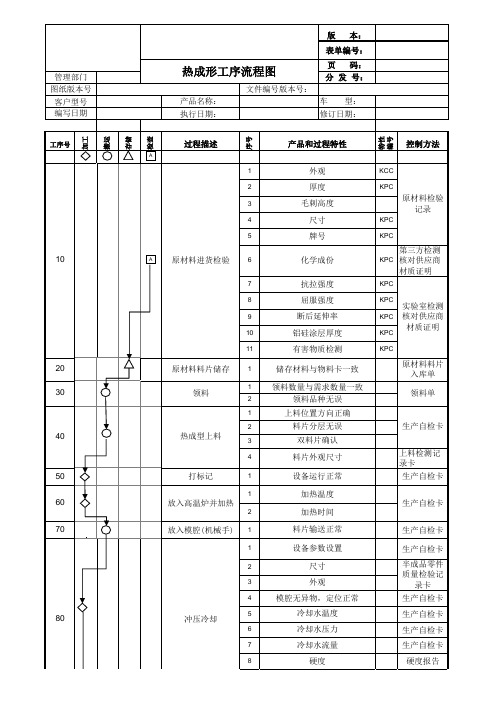
热成型工艺流程图范例1
5 6 7 8
80
冲压冷却 版 本:
表单编号:
10 11 12
抗拉强度 屈服强度 断后延伸率 金相组织 涂层厚度 储存件号、数量一致 储存过程无损坏 领料数量与需求数量一致 领料品种无误 高压泵气压,低压泵气压 夹具表面无异物,组件牢固, 抓手反应顺畅 激光切割时,零件无抖动,火 花无飞溅现象 RPS孔径 尺寸 修边、型面公差参照检测方案 和储存件号、数量等一致 存储过程无损坏 零件表面外观,检查记号(见 出货检验指导书) 包装规范 数量与出库单一致 重量 在运输/搬运过程中无损坏 批准:
拉力实验报 告 拉力实验报 告 金相报告 半成品入库 单 自检 领料单
80
冲压冷却
13 14 1
90
半成品储存
2 1 2 1
100
切割领料
110
激光切割
2 3 1
生产自检卡
120
A
成品检验
2
成品检验记 录卡 一份全尺寸 报告、两份 PMP报告 成品入库单 自检
3 1 2 1
130
包装入库
140
A
出货检验
控制方法
A
1 2 3 4 5
原材料检验 记录
10
A
原材料进货检验
6
第三方检测 核对供应商 材质证明
7 8 9 10 11
实验室检测 核对供应商 材质证明
20 30
原材料料片储存 领料
1 1 2 1 2
原材料料片 入库单 领料单
生产自检卡 上料检测记 录卡 生产自检卡 生产自检卡
40
热成型上料
3 4
50 60 70
版
本:
表单编号: 管理部门 图纸版本号 客户型号 编写日期
二位乘法程序流程图1
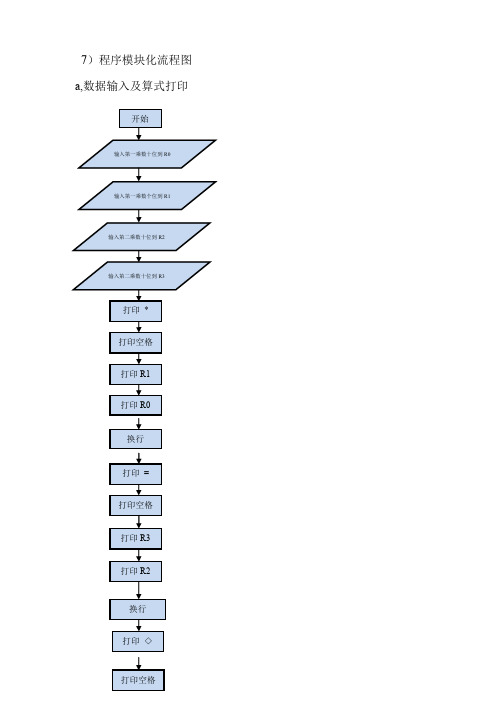
7)程序模块化流程图a,数据输入及算式打印
b乘法运算
c数据位的分离与打印结果
3.体会、意见、建议
实验体会,除写个人实验课程理解之外,还应对实验课时数实
验仪器设备、实验讲义、实验内容安排、时间分配及教师授课
方式提出意见和建议。
通过本次实验,我明显的感觉到理论知识与实践之间的差距,
动手能力的重要性。
因为是第一次实验,很慌乱,有许多不懂
得地方,致使在整体把握上有偏差,开始写的两次代码都失败,直到第三次改写才能够完全达到老师的要求,而此时多数人都已经做完了。
在cpu的烧录过程中每次都显示失败,后来发现,原来是计算机与试验仪之间的数据线接触不良,造成失败。
在理论上认为正确的东西在实验中很可能不对,因为实验中的变数太多了,随便一个因素就可能造成实验的失败。
实验与实验仪器实验人员和实验环境息息相关,只有充分了解相关知识并做好预习准备才可能做出像样的实验来。
自动化控制公司设备运作流程图V1模版.1
公司各部门工作流程图1

第一条:总则一、目的:为了进一步规范公司各项工作程序流程,提高整体工作效率,避免各部门与各个环节之间的佑接工作出现漏洞,杜绝损害公司经营秩序和社会效益的事件发生特制定本流程。
二、原则:所仃部门、岗位工作人员要严格按照《各部门1:作管理流程》执行,如需要改进,必须经总经理批准,由行政部统一修正。
第二条:公司整体运营工作操作流程规范第二条:采购工作流程生产物料与设备工具采购总经办 总经理 审核审批:对采购物料的情况说行核对与批示办公用品及后勤用品采购采购工作流程图 责任部门责任岗位 操作达成目标与规范相关制度 与表格采购计划生产部 财务部生产主管 仓管员采购申请计划I 清按照公词的需求和生产产品的需要• 对物料型号、数景、质量、需求期限等相关采购 事项进行计划并荆定详细的采购申清计划O《生产计划安排表》 《物料申购单〉供应商资格审定总经办总经理 采购员收集值息、索样:采购员按照相关部门的《采购申请 计划》・收集务家供应商信息并索要样板与资料,以 供总经理参考.最大限度地满足公司物料使用需求。
询比议价K 二决定采购下单询价,比价,议价:从公司利益出发买到所需的物料.总经办 采购员 即符合产品要求,又足公司可以接受的价钱。
订购:包含买方和卖方公司名称、地址、电话、购 总经办 采购员 买原料型号、说明、数屈、付款方式等信息.审核审批跟催收货与退货ML付款与建档协调与沟通,催交:要求供应商按约定的期限送货上 彳'4扣总经办门或自行提货及时,保证物料按规定时间到仓,从而 采购助理不影响生产运作等相关的环节。
《采购协议书》财务部仓管员收货,诙货入仓前对所仃物料从数虽和质虽及型号等方面进行认也检收,制作并入《物料入仓单》,分类摆 《物料入仓单〉 放:不合格产品不得入仓,可出采购员进行协调。
财务部出纳 会计整理付款:根据货到付款、预付款,退部分货只付部 分款等不同形式,由财务部相关人员进行落实与配合: 会计将相关采购与付款资料入帐存档。
流程图1:党委重大事项议决事流程图
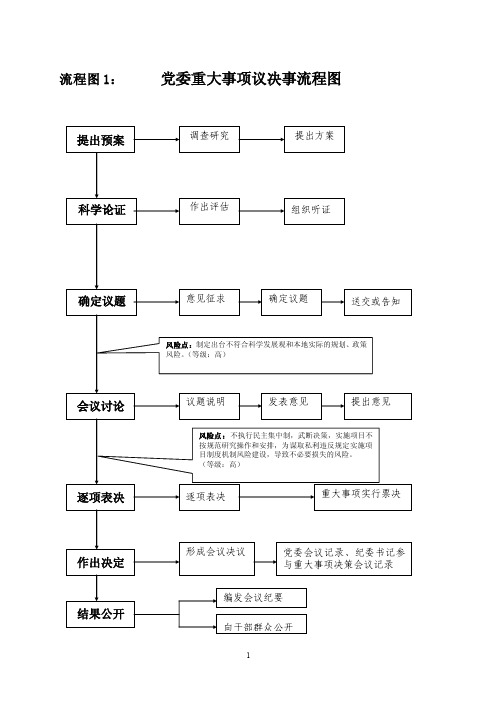
流程图1:党委重大事项议决事流程图流程图2:人事类事项讨论决定流程图流程图3:镇政府重大投资项目流程图3流程图4:财政资金使用流程图45流程图5:镇招投标工作流程示意图办理单位受理单位流程图6:镇招投标评标工作流程示意图流程图7:镇集体资产购(处)置流程图流程图8:党员发展工作流程图流程图9:新农合住院病人报销流程图11流程图10:五河县一事一议流程图13流程图11:财政补贴农民资金发放流程图流程图12:家电下乡申请补贴流程图流程图13:乡镇企业、乡村公共设施和公益事业建设流程图↓↓↓流程图14:村民建房申请流程图↓↓↓↓↓流程图15:新集镇村民宅基地审批流程图流程图16:城镇低保项目审批流程图流程图17:低保审核评定操作流程图流程图18:大病救助项目审批流程图流程图19:农村五保户申办程序流程图20:农村医疗救助申办程序流程图21:贫困重度残疾人生活特别救助申办流程图流程图22:五河县重大意外事故及疾病死亡救助资金申办程序流程图23:计划生育奖励扶助工作流程图流程图24:非医学需要的中期以上终止妊娠手术审批流程图流程图25:再生育审批流程图镇纪委职权运行流程图流程图26办理《独生子女父母光荣证》流程图流程图27农业安全生产检查流程图流程图28安全监督检查流程图流程图29流程图30农村集体资产监督管理流程图流程图31 土地权属争议裁决流程图公车管理使用流程图流程图32风险点:未经批准擅自出车、用油管理不严、违反规定维修公务车辆风险。
(等级:中)防控措施:严格按出车、用油管理、公务车辆维修程序审批管理。
流程图33固定资产、办公用品的采购分配流程图流程图34社会抚养费征收程序流程图信访调解工作流程图流程图36征兵工作程序图41。
聚乙烯工艺流程图(1)ppt课件

茂金属催化剂:
降低成本
链转移反应,生成长支链
非茂高性能催化剂高活性
高活性和单一活性中心
具有齐聚功能
双峰生产技术
熔体混合法(掺混)
多个反应器串联
复配两种以上的催化剂
45
总结
PE生产新工艺的不断开发,将极大地促进世 界PE工业的发展。目前冷凝及超冷凝技术在 我国PE的生产中得到了实际应用,并取得了 很好的效果。今后应该重点加强双峰技术在 我国PE生产中的应用,同时积极开发适合于 我国国情的新的生产工艺,以提高我国PE工 业生产的整体技术水平,促进我国聚乙烯行 业的快速发展
320°C 反应接近平推流,夹套撤热 单程转化率:20—40% 密度范围:0.916—0.936g/cm³ 分子量:10万—50万
31
高压聚乙烯生产流程图
7
乙烯
1
2
1 一次压缩机 2 二次压缩机 3 反应器 4 分离器 5低压贮 6 造控机 7料助压缩机
5 聚乙烯 去干燥
32
二次压缩机
聚乙烯的性能取决于它的聚合方式。在中等压力(15-30大气压) 有机化合物催化条件下进行聚合而成的是高密度聚乙烯(HDPE)。 这种条件下聚合的聚乙烯分子是线性的,且分子链很长,分子量 高达几十万。如果是在高压力(100-300MPa),高温(190–210C), 过氧化物催化条件下自由基聚合,生产出的则是低密度聚乙烯 (LDPE),它是支化结构的。
2 聚乙烯容易光氧化、热氧化、臭氧分解,在紫外 线作用下容易发生降解,炭黑对聚乙烯有优异的 光屏蔽作用。
3 受辐射后可发生交联、断链、形成不饱和基团等 反应。
8
成型性能
1.结晶料,吸湿小,不须充分干燥,流动性极好流动 性对压力敏感,成型时宜用高压注射,料温均匀,填 充速度快,保压充分.不宜用直接浇口,以防收缩不 均,内应力增大.注意选择浇口位置,防止产生缩孔 和变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过程责任部门: 生产线名称: 编制人: 核心小组: 工序 生产 ◆ 转移 ● 存储 ▲ 检验 ■ 操作说明 产品特殊特性/ 表示符号 过程特殊特性/ 表示符号 流程图编号: 编制日期: 日期:修订日期: (编制)2005-11-28 (修订) 200 MC16.1 加工中心 ●
抛光机
◆
机械手自动上料,对主轴颈和连杆颈进行抛 光,机械手自动将工件送入下一工序。
轴颈直线度0.004/A 轴颈园度0.004/B
■
OP130 清洗机 OP140 ●
工人现场手动检具首检/抽检、送检至精测间 检测、检验员现场巡检 最终清洗 机械手自动上料,去油和切屑,清洗完毕, 机械手自动下料
◆
●
进货检验 入库 领料
■
上料检查 粗加工两端及中心孔 机械手自动上料,加工完中心孔和小头后, 自动将工件送入下一工序。 滚压压力4.5KN/C
◆
■
OP120 720/1-NC ●
工人现场手动检具首检/抽检、送检至精测间 检测、检验员现场巡检 抛光 主轴颈直径Φ 49.983/B 连杆颈直径Φ 46.983/B
测量分组 机械手自动上料,自动测量曲轴轴向尺寸、 孔径、圆柱度平行度、直线度、圆度、跳动 、垂直度、平面度、同轴度、尺寸分组、打 刻生产日期和分组号,自动下料。
测量机 M110 OP150
◆
● ■ ● ▲
终检 人工外观检查,检验员现场巡检 人工下料 入库
注:流程图中实线为主线,虚线为过程检验副线