光栅尺调试
DMF250光栅尺安装调试

Knorr-Bremse Group
Knorr-Bremse Group
5.张紧装置安装固定:
E2端 将钢带光栅尺及其张紧装置滑入 限位位置处并紧固螺栓
E1端
Knorr-Bremse Group
Knorr-Bremse Group
6.钢带标签粘贴:
Knorr-Bremse Group
Knorr-Bremse Group
E2端 拆下端盖和盖板,拆下螺栓,拔出张紧装置。
Knorr-Bremse Group
Knorr-Bremse Group
2.钢带的拆卸:
首先依次抽出3根读数头导轨钢带,最后抽出光栅尺钢带(抽出时注意钢带弧度变化)。
Knorr-Bremse Group
Knorr-Bremse Group
2.钢带的拆卸:
Knorr-Bremse Group
1.尺两端的拆卸
松开皮条夹子 拆卸两端端盖
E1端 拆下端头的端盖,拉出光栅尺夹 子KM并拆下红色保护帽
Knorr-Bremse Group
Knorr-Bremse Group
1.尺两端的拆卸
钢带预紧块紧 固螺钉
拧开吹起气管松开皮 条卡螺钉拆下E2端端
盖
逆时针松开钢带 调整螺钉
10.固定读数头:
量具
1.00mm 读数头内侧与光栅尺之间用1mm专用量具测量中固定牢固,调整平行间隙全行程在1±0.3之 间
Knorr-Bremse Group
Knorr-Bremse Group
11.读数头信号再次测试:
推动立柱来回滑动,再次用海德汉仪表确认读数头脉冲
Knorr-Bremse Group
Knorr-Bremse, 100000 Beijing, China
光栅尺调试

光栅尺调试增加第二测量回路及增加光栅尺功能1.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 2.机床数据MD30200=2N30200 $MA_NUM_ENCS[AX1]=2N30240 $MA_ENC_TYPE[1,AX1]=1N31000 $MA_ENC_IS_LINEAR[1,AX1]=1N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02N31040 $MA_ENC_IS_DIRECT[1,AX1]=1N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500如果为带距离编码的光栅尺:3.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 4.机床数据MD30200=2N30200 $MA_NUM_ENCS[AX1]=2N30240 $MA_ENC_TYPE[1,AX1]=1N31000 $MA_ENC_IS_LINEAR[1,AX1]=1N31040 $MA_ENC_IS_DIRECT[1,AX1]=1N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1MD34200 ENC_REFP_MODE=3N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.04 ; MD34310 ENC_MARKER_INC =0.04MD 34300 ENC_REFP_DIST=80N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=80MD34320 ENC_INVERS[1] ;=0 光栅尺与机床同方向MD34000 REFP_CAM_IS_ACTIVE =0绝对光栅尺:5.机床数据MD30200=2N30200 $MA_NUM_ENCS[AX1]=2N30240 $MA_ENC_TYPE[1,AX1]=4N31000 $MA_ENC_IS_LINEAR[1,AX1]=1N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 型号来定N31040 $MA_ENC_IS_DIRECT[1,AX1]=1N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500MD34200 ENC_REFP_MODE=0MD34102 REF_SYNC-ENC=1MD1030=18H标定的步骤:和802D 一样第二测量回路生效第二测量回路生效光栅尺分辩率;两个零脉冲之间的差值:两个零脉冲之间的距离;找参考点的最大距离=1 光栅尺与机床反方向// 根据光栅尺的如果是光栅回零的话,请参考以下以下方法:如果你的光栅尺是带距离编码参考点标志的光栅尺的话(一般海德汉光栅尺后面带C标志的都有此功能),回参考点就不需要回零开关,参数设定如下:1、34200=3光栅尺使用类型2、34300[1]=20mm 直线光栅尺标准参考点标志栅格间距(LS486C为20mm)3、34060[1]=40返回参考点最大移动距离=2倍直线光栅尺标准参考点标志栅格间距4、34000=0不使用进给轴返回参考点凸轮,即不用返回参考点减速开关信号(DB31.DBX12.7)5、34090=XXX返回参考点偏移值6、34310[1]=0.020 光栅尺信号节距(LS486C 为0.020mm)希望对你有参考价值!2.进入“手动”方式,将坐标移动到一牛已知位的置设置,激活机床参数:按机床控制面板上的复位键,可激活的以上设定的参数7.按照返冋参考点的方向按方向阻无坐杯移动.但系统口动设定「卜列:屏幕上的显示位宙为设定的位置。
海德汉光栅尺调试
海德汉光栅尺调试光栅尺调试增加第二测量回路及增加光栅尺功能1.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 第二测量回路生效。
机床数据MD30200=2 2.N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=1 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1 N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500 如果为带距离编码的光栅尺:3.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 第二测量回路生效。
4.机床数据MD30200=2 N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=1 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1 MD34200 ENC_REFP_MODE=3 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.04 ;光栅尺分辩率MD34310 ENC_MARKER_INC =0.04 ;两个零脉冲之间的差值MD 34300 ENC_REFP_DIST=80 :两个零脉冲之间的距离N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=80 ;找参考点的最大距离MD34320 ENC_INVERS[1] ;=0 光栅尺与机床同方向=1 光栅尺与机床反方向MD34000 REFP_CAM_IS_ACTIVE =0 绝对光栅尺:5.机床数据MD30200=2 N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=4 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 型号来定N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110$MA_ENC_FEEDBACK_POL[1,AX1]=-1N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500 MD34200 ENC_REFP_MODE=0 MD34102 REF_SYNC-ENC=1 MD1030=18H 标定的步骤:和802D 一样如果是光栅回零的话,请参考以下以下方法:如果你的光栅尺是带距离编码参考点标志的光栅尺的话(一般海德汉光栅尺后面带C 标志的都有此功能),回参考点就不需要回零开关,参数设定如下:1、34200=3 光栅尺使用类型2、34300[1]=20mm 直线光栅尺标准参考点标志栅格间距(LS486C 为20mm)3、34060[1]=40 返回参考点最大移动距离=2 倍直线光栅尺标准参考点标志栅格间距4、34000=0 不使用进给轴返回参考点凸轮,即不用返回参考点减速开关信号(DB31.DBX12.7)5、34090=XXX 返回参考点偏移值6、34310[1]=0.020 光栅尺信号节距(LS486C 为0.020mm)希望对你有参考价值!。
机床光栅尺校准规程

机床光栅尺校准规程
CM602L故障现象:检测吸嘴不在识别范围内(固定相机正常);判定故障原因:XY光栅尺原点刻度存在误差;解决方法:对其原点进行校正如下
1、关机后用无尘布清洁X,Y光栅尺清洁(往同一方向擦拭);开机后在主画面点工程师级别,输入密码:admin进入。
2、回归原点后,在主菜单工程师级别点击“机器参数”进入“机器参数菜单”。
3、右下角点击“机器参数示教”进入“机器参数示教菜单”。
4、点击左上角“基板识别相机XY轴原点偏移量”在图选中要示教的“AF”(蓝色为选中),按UNLOCK+“固定标记位置移动”
5、再依按UNLOCK+“照相机角度示教”。
6、按UNLOCK+“XY原点偏移量照相机倍率示教”显示。
7.示教完毕后退出示教画面,设备将会自动保存机器参数;退出主画面,再次检测吸嘴正常。
8.保存机器参数:把3.5英寸软盘放进软区,在主画面点击“文件操作”。
9.点击“软盘”和“子操作”。
10.执行“FD初始化”后,选择“机器参数保存”提示:“保存现在开始吗”。
11.保存成功后在,在软盘上写上说明及备注,操作完成。
eu光栅尺零点设定文档

EU带距离码光栅尺零点调试1)全闭环开通1. 光栅尺安装完毕,检查系统功能为选项是否开通,请检查诊断画面N1203#4 (0i-mc)N1139#2(0i-md)是否为“1”。
若为零,请与工程部联系,以开通此功能。
2 .将光栅尺检测功能开通将参数设为全闭环控制N1815#1 OPT 改为:“1”N1815#2 改为1关机20秒后重启系统2)各轴运行检测手轮方式移动各轴检查各轴是否平稳检查各轴急停是否有效3)相关参数若N1820 为2,CMR=1时N1821 20000N1882 20020若N1820为20,CMR=10N1821 200000N1882 2002004)设定参考点(以X轴为例)1.在“MDI”方式将1883置“0”2.关机20秒后系统重启3.在“MDI”方式,按一下“”OFFSET”,切换到工件坐标系画面,将工件坐标系G53,G54清“0”4.切换到回零方式,执行X回零操作,工作台在回零方向连续移动3次后停止5.将方式开关切换为手轮方式,然后将工作台移至机床参考点位置,记下此时的机械坐标值,如:-9998.4566.切换工作方式到“MDI ”,拍下急停,将机械坐标输入参数N1883如:-9998456 注意去掉小数点,否则系统会报警“格式不对”注意,如果CMR=20时,放大10倍。
7.关机20秒后系统重启8. 在回零方式,执行X回零操作,工作台在回零方向连续移动3次后停止,查看此时机械坐标,看与到参考点的实际距离是否一致。
若一致,切换一下工作方式开关,再回到回零方式,执行回零,零点设置完成;若不一致,从第一步重新开始。
有关参数设定,参照下表:注:以上参数只在1820=20的情况适用。
参数1882、1883的值不必去改动,否则会引起回零时超程或方向反等故障。
光栅尺零点设定文档
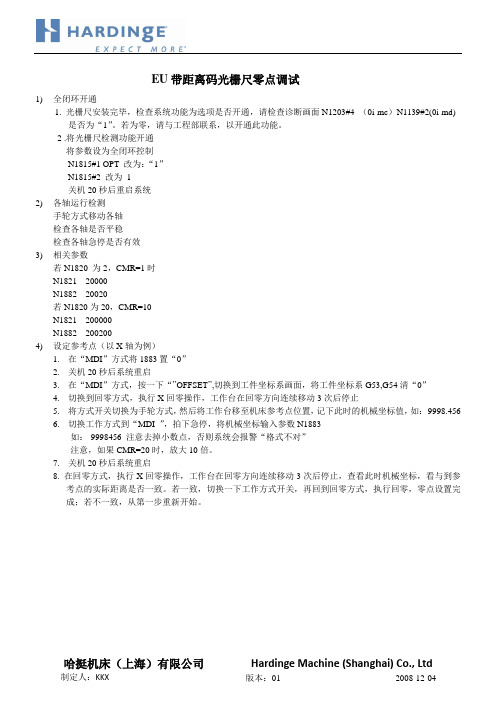
哈挺机床(上海)有限公司 Hardinge Machine (Shanghai) Co., Ltd 制定人:KKX 2008-12-04 版本:01EU 带距离码光栅尺零点调试1) 全闭环开通1. 光栅尺安装完毕,检查系统功能为选项是否开通,请检查诊断画面N1203#4 (0i-mc )N1139#2(0i-md)是否为“1”。
若为零,请与工程部联系,以开通此功能。
2 .将光栅尺检测功能开通将参数设为全闭环控制N1815#1 OPT 改为:“1”N1815#2 改为 1关机20秒后重启系统2) 各轴运行检测手轮方式移动各轴检查各轴是否平稳检查各轴急停是否有效3) 相关参数若N1820 为2,CMR=1时N1821 20000N1882 20020若N1820为20,CMR=10N1821 200000N1882 2002004) 设定参考点(以X 轴为例)1. 在“MDI ”方式将1883置“0”2. 关机20秒后系统重启3. 在“MDI ”方式,按一下“”OFFSET ”,切换到工件坐标系画面,将工件坐标系G53,G54清“0”4. 切换到回零方式,执行X 回零操作,工作台在回零方向连续移动3次后停止5. 将方式开关切换为手轮方式,然后将工作台移至机床参考点位置,记下此时的机械坐标值,如:-9998.4566. 切换工作方式到“MDI ”,拍下急停,将机械坐标输入参数N1883如:-9998456 注意去掉小数点,否则系统会报警“格式不对”注意,如果CMR=20时,放大10倍。
7. 关机20秒后系统重启8. 在回零方式,执行X 回零操作,工作台在回零方向连续移动3次后停止,查看此时机械坐标,看与到参考点的实际距离是否一致。
若一致,切换一下工作方式开关,再回到回零方式,执行回零,零点设置完成;若不一致,从第一步重新开始。
光栅尺的安装与调试
光栅尺的安装与调试一、线性光栅尺选型①准确度等级的选择数控机床配置线性光栅尺是了提高线性坐标轴的定值精度、再复定位精度,所以光栅尺的准确度等级是首先要考虑的,光栅尺准确度等级有±0.01mm、±0.005mm、±0.003mm、±0.02mm。
而我们在设计数控机床时根据设计精度要求来选择准确度等级,值得注意的是在选用高精度光栅尺时要考虑光栅尺的热性能,它是机床工作精确度的关键环节,即要求光栅尺的刻线载体的热膨胀系数与机床光栅尺安装基体的热膨胀系数相一致,以克服由于温度引起的热变形。
另外光栅尺最大移动速度可达120m/min,目前可完全满足数控机床设计要求;单个光栅尺最大长度为3040mm,如控制线性坐标轴大于3040mm时可采用光栅尺对接的方式达到所需长度。
②测量方式的选择光栅尺的测量方式分增量式光栅尺和绝对式光栅尺两种,所谓增量式光栅尺就是光栅扫描头通过读出到初始点的相对运动距离而获得位置信息,为了获得绝对位置,这个初始点就要刻到光栅尺的标尺上作为参考标记,所以机床开机时必须回参考点才能进行位置控制。
而绝对式光栅尺以不同宽度、不同问距的闪现栅线将绝对位置数据以编码形式直接制作到光栅上,在光栅尺通电的同时后续电子设备即可获得位置信息,不需要移动坐标轴找参考点位置,绝对位置值从光栅刻线上直接获得。
绝对式光栅尺比增量式光栅尺成本高20%左右,机床设计师因考虑数控机床的性价比,一般选用增量式光栅尺,既能保证机床运动精度又能降低机床成本。
但是绝对式光栅尺开机后不需回参考点的优点是增量式光栅尺无法比拟的,机床在停机或故障断电后开机可直接从中断处执行加工程序,不但缩短非加工时间提高生产效率,而且减小零件废品率。
因此在生产节拍要求格或由多台数控机床构成的自动生产线上选用绝对式光栅尺是最为理想的。
③输出信号的选择a.光栅尺的输出信号分电流正弦波信号、电压正弦波信号、TTL矩形波信号和TTL差动矩形波信号四种,虽然光栅尺输出信号的波形不同对数控机床线性坐标轴的定位精度、重复定位精度没有影响,但必须与数控机床系统相匹配,如果输出信号的波形与数控机床系统不匹配,导致机床系统无法处理光栅尺的输出信号,反馈信息、补偿误差对机床线性坐标轴全闭环控制无从谈起。
海德汉 光栅尺调试 中文.
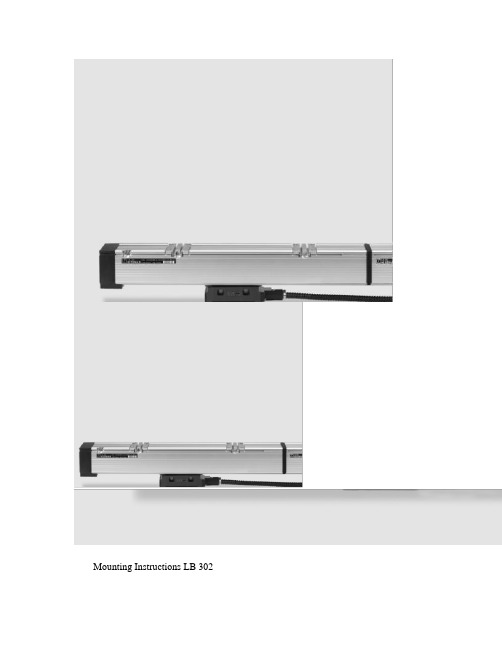
Mounting Instructions LB 302LB 382Multi-Section11/2008安装说明多段光栅尺2Page4 Components 6 Items Supplied8 Mounting ProcedureMounting10 Changing the Cable Outlet11 Reference Mark Position LB 302/LB 382 12 Dimensions 14 Mounting Tolerances15 Mounting the Housing Sections 19 Inserting the Bearing Strips 20 Mounting the Scale Tape21 Inserting and securing the Scale Tape 24 Inserting the Sealing Lips26 Securing the Sealing Lips (End Section E2 27 Installing the Scanning Unit28 Securing the Sealing Lips (End Section E1 29 Final Steps30 Tensioning the Scale Tape 32 Linear Error Compensation 34 Protective MeasuresMechanical Data 35 LB 302/LB 302C 35 LB 382/LB 382C Electrical Connection 36 LB 302/LB 302C 38 LB 382/LB 382C Electrical Data37 LB 302/LB 302C 39 LB 382/LB 382CContents目录页4 组件6 自带零件 8 安装步骤安装10 改变电缆引线方向11 参考点位置LB302/LB 38212 尺寸14 安装公差15安装光栅尺外壳 19 穿入导轨钢带 20 安装钢带光栅尺21 插入和固定钢带光栅尺 24 穿入密封条26 固定密封条(端头E2 27 安装读数头28 固定密封条(端头E129 最后步骤30 张紧钢带光栅尺 32 线性误差补偿 34 防护措施机械数据 35 LB 302/LB 302C 35 LB 382/LB 382C 电气连接36 LB 302/LB 302C 38 LB 382/LB 382C 电气参数37 LB 302/LB 302C 39 LB 382/LB 382C3Note: Mounting and commissioning is to be conducted by a specialist in electrical equipment and precision mechanics under compliance with local safety regulations.Do not engage or disengage any connections while under power.The drive must not be put into operation during installation.Dimensions in mmWarnings提示注意: 安装和调试任务只能由电气和精密机械专业技术人员并在符合当地安全法规要求的条件下进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光栅尺调试
增加第二测量回路及增加光栅尺功能
1.PLC程序修改DB3x.DB1.5=0, DB3x.DB1.6=1第二测量回路生效。
2.机床数据MD30200=2
N30200 $MA_NUM_ENCS[AX1]=2
N30240 $MA_ENC_TYPE[1,AX1]=1
N31000 $MA_ENC_IS_LINEAR[1,AX1]=1
N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02
N31040 $MA_ENC_IS_DIRECT[1,AX1]=1
N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1
N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500
如果为带距离编码的光栅尺:
3.PLC程序修改DB3x.DB1.5=0, DB3x.DB1.6=1第二测量回路生效。
4.机床数据MD30200=2
N30200 $MA_NUM_ENCS[AX1]=2
N30240 $MA_ENC_TYPE[1,AX1]=1
N31000 $MA_ENC_IS_LINEAR[1,AX1]=1
N31040 $MA_ENC_IS_DIRECT[1,AX1]=1
N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1
MD34200 ENC_REFP_MODE=3
N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.04 ;光栅尺分辩率
MD34310 ENC_MARKER_INC =0.04 ;两个零脉冲之间的差值MD 34300 ENC_REFP_DIST=80 :两个零脉冲之间的距离N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=80 ;找参考点的最大距离MD34320 ENC_INVERS[1] ;=0光栅尺与机床同方向 =1光栅尺与机床反方向MD34000 REFP_CAM_IS_ACTIVE =0
绝对光栅尺:
5.机床数据MD30200=2
N30200 $MA_NUM_ENCS[AX1]=2
N30240 $MA_ENC_TYPE[1,AX1]=4
N31000 $MA_ENC_IS_LINEAR[1,AX1]=1
N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 //根据光栅尺的型号来定
N31040 $MA_ENC_IS_DIRECT[1,AX1]=1
N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1
N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500
MD34200 ENC_REFP_MODE=0
MD34102 REF_SYNC-ENC=1
MD1030=18H
标定的步骤:和802D 一样
如果是光栅回零的话,请参考以下以下方法:
如果你的光栅尺是带距离编码参考点标志的光栅尺的话(一般海德汉光栅尺后面带C标志的都有此功能),回参考点就不需要回零开关,参数设定如下:
1、34200=3 光栅尺使用类型
2、34300[1]=20mm 直线光栅尺标准参考点标志栅格间距(LS486C为20mm)
3、34060[1]=40 返回参考点最大移动距离=2倍直线光栅尺标准参考点标志栅格间距
4、34000=0 不使用进给轴返回参考点凸轮,即不用返回参考点减速开关信号(DB31.DBX12.7)
5、34090=XXX 返回参考点偏移值
6、34310[1]=0.020 光栅尺信号节距(LS486C为0.020mm)
希望对你有参考价值!。