光学仪器公差配合表
国标螺纹标准对照表

标准名称
标准号
与国际标准的关系
普通螺纹
普通螺纹 基本牙型
GB/T192 —1981
与ISO68等效
普通螺纹 直径与螺距系列
GB/T193 —1981
与ISO261等效
普通螺纹 基本尺寸
GB/T196 —1981
与ISO724等效
普通螺纹 公差与配合
GB/T197 —1981
与ISO965/1等效
-
米制锥螺 纹
GB/T1415—1992
管路旋入 端用普通螺纹尺寸系列
GB/T1414—1978
气瓶专用螺纹
GB/T8335-1998
通用基准
螺纹术语
GB/T1479 1—1993
与ISO5408等效
普通螺纹 偏差表
GB/T2516 —1981
与ISO965/3等效
商品紧固 件的普通螺纹选用系列
JB/T7912 —1999
与ISO262等效
商品紧固 件的中等精度普通螺纹极限尺寸
GB/T9145 —1988
与ISO965/2等效
光学螺纹
光学仪器 特种细牙螺纹
ZBN30006—1988
-
光学仪器 用目镜螺纹
GB/—1992
锯齿形(3 °、30°)螺纹公差
GB/—1992
水压机45 °锯齿形螺纹牙型与基本尺寸
JB2076—1984
管螺纹
用螺纹密 封的管螺纹
GB/T7306 —1987
与ISO7/1等效
非1987
与ISO228/1等效
60°圆锥 管螺纹
GB/T12716—1991
小螺纹公差
GB/
小螺纹极限尺寸
尺寸公差与配合选用方法
入
用一种过度配合
k7 K8/h7
41.5%~ 54.2%
压缩机连杆孔与十字头销,循环泵活塞 与活塞杆
H6/js5 H7/js6
JS6/h5 装
JS7/h6 卸
手 19.2%~
锤 或 木
21.1% 18.8%~
锤 20%
用于频繁拆卸、同轴度要求不高的 地方,是最松的一种过渡配合,大
通用机械中的平键连接,柴油机活塞环与环槽宽,空压机 活塞 与压杆
H11/c11 C11/h11
间隙非常大,用于转动很慢、很松的配合 ;用于大公差与大间隙的外露组件;要求装 配方便的很松的 配合
起重机吊钩,带榫槽法兰与槽径的配合,农业机械中粗加 工或不加工的轴与轴承的配合
H8/g7
柴油机气缸体与挺杆,手电钻中的 配合
H6/f5 H7/f6 H8/f7 H8/f8 H9/f9
F6/h5 F7/h6 F7/h8 F8/h8 F9/h9
精密机床中变速箱、进给箱的传动件的配合,或其他重要 滑动轴承、高精度齿轮轴套与轴承衬套及柴油机的凸轮轴与 衬套孔的 配合
1
基准制的选 用原则: 1.优先采用基 孔制。 2.如有标准件,标准件优先 。 2.一根轴上安装有多个配合要求,采用基轴制 。
2
过渡配合
基孔
基轴
装配 方法
常用优先配合特性及选 用举例
配合特性及 使用条件
应用举例
H6/m5 M6/h5
压缩机连杆头与衬套,柴油机活塞孔与活塞销 的配合
>120~400
± 0.2 ± 0.5 ± 1.2 ± 2.5
(完整版)公差与配合标准表
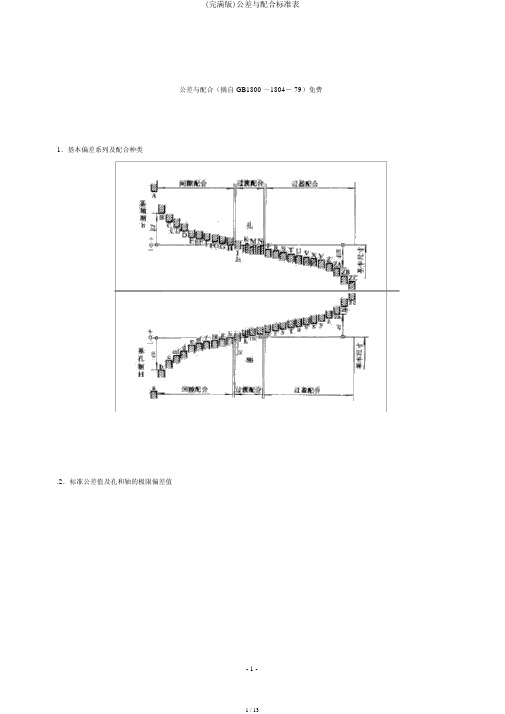
公差与配合(摘自GB1800 ~1804- 79)免费1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值 ( 基本尺寸大于6 至 500mm)基本尺寸公差等级mm IT5IT6IT7IT8IT9IT10IT11IT12 >6~ 10691522365890150 >10~1881118274370110180 >18~3091321335284130210 >30~501116253962100160250 >50~801319304674120190300 >80~1201522355487140220350 >120~18018254063100160250400 >180~25020294672115185290460 >250~31523325281130210320520 >315~40025365789140230360570 >400~50027406397155250400630孔的极限差值(基本尺寸由大于10 至 315mm)μm 等基本尺寸m m公差带级>0~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315+77+98+119+146+174+208+242+271 8+50+65+80+100+120+145+170+190+93+117+142+174+207+245+285+320▼ 9+50+65+80+100+120+145+170+190 D+120+149+180+220+260+305+355+400 10+50+65+80+100+120+145+170+190+160+195+240+290+340+395+460+510 11+50+65+80+100+120+145+170+190等基本尺寸m m公差带级>0~18>18~30>30~50>50~80>80~120>120~180 >180~250>250~315+43+53+66+79+94+110+129+142 6+32+40+50+60+72+85+100+110+50+61+75+90+107+125+146+162 7+32+40+50+60+72+85+100+110+59+73+89+106+126+148+172+191 E8+32+40+50+60+72+85+100+110+75+92+112+134+159+185+215+240 9+32+40+50+60+72+85+100+110+102+124+150+180+212+245+285+320 10+32+40+50+60+72+85+100+110+27+33+41+49+58+68+79+88 6+16+20+25+30+36+43+50+56+34+41+50+60+71+83+96+108 7+16+20+25+30+36+43+50+56 F+43+53+64+76+90+106+122+137▼8+16+20+25+30+36+43+50+56+59+72+87+104+123+143+165+186 9+16+20+25+30+36+43+50+56+11+13+16+19+22+25+29+32 600000000+18+21+25+30+35+40+46+52▼7H00000000 +27+33+39+46+54+63+72+81▼800000000+43+52+62+74+ 87+100+115+130▼ 900000000公差带KNP 公差带等基本尺寸m m级>0~18>18~30>30~50>50~80>80~120>120~180 >180~250>250~315+70+84+100+120+140+160+185+2101000000000+110+130+160+190+220+250+290+320▼ 1100000000+2+2+3+4+4+4+5+56-9- 11-13- 15- 18-21- 24- 27+6+6+7+9+10+12+13+16▼ 7- 12-15-18- 21- 25-28- 33- 36+8+10+12+14+16+20+22+258- 19-23-27- 32- 38-43- 50- 56-9- 11-12- 14- 16-20- 22- 256- 20-28-24- 33- 38-45- 51- 57-5- 7- 8-9- 10-12- 14- 14▼ 7- 23-28-33- 39- 45-52- 60- 66-3- 3- 3-4- 4- 4-5-58- 30-36-42- 50- 58-67- 77- 86- 15-18-21- 26- 30-36- 41- 476- 26-31-37- 45- 52-61- 70- 79-11-14-17- 21- 24-28- 33- 36▼ 7- 29-35-42- 51- 59-68- 79- 88轴的极限偏差(基本尺寸由于大于10 至 315mm)等基本尺寸m m级>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315等公差带级>10~18 d6-50- 617- 50- 688- 50- 77▼ 9-50- 9310- 50- 120 f▼ 7-16- 348- 16- 439- 16- 59g5-6- 14▼ 6-6- 177- 6- 24h05—8▼6—11基本尺寸m m>18~30>30~50>50~80>80~120>120~180 >180~250>250~315-65- 80- 100- 120- 145- 170-190-78- 96- 119- 142- 170- 199-222-65- 80- 100- 120- 145- 170-190-86- 105- 130- 155- 185- 216-242-65- 80- 100- 120- 145- 170-190-98- 119- 146- 174- 208- 242-271-65- 80- 100- 120- 145- 170-190-117- 142- 174- 207- 245- 285-320-65- 80- 100- 120- 145- 170-190-149- 180- 220- 260- 305- 355-400-20- 25- 30- 36- 43- 50-56-41- 50- 60- 71- 83- 96-108-20- 25- 30- 36- 43- 50-56-53- 64- 76- 90- 106- 122-137-20- 25- 30- 36- 43- 50-56-72- 87- 104- 123- 143- 165-186-7- 9- 10- 12- 14- 15-17-16- 20- 23- 27- 32- 35-40-7- 9- 10- 12- 14- 15-17-20- 25- 29- 34- 39- 44-49-7- 9- 10- 12- 14- 15-17-28- 34- 40- 47- 54- 61-69 0000000— 9—11— 13— 15—18— 20— 23 0000000—13—16— 19— 22—25— 29— 32等基本尺寸m m公差带级>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~31500000000▼7— 18—21—25— 30— 35—40— 46— 5200000000 8— 27—33—39— 46— 54—63— 72— 8100000000▼9— 43—52—62— 74— 87— 100— 115—130K+9+11+13+15+18+21+24+27 5+1+2+2+2+3+3+4+4+12+15+18+21+25+28+33+36▼6+1+2+2+2+3+3+3+4+19+23+27+32+38+43+50+56 7+1+2+2+2+3+3+4+4M+15+17+20+24+28+33+37+43 5+7+8+9+11+13+15+17+20+18+21+25+30+35+40+46+52 6+7+8+9+11+13+15+17+20+25+29+34+41+48+55+63+72 7+7+8+9+11+13+15+17+20N+20+24+28+33+38+45+51+57 5+12+15+17+22+23+27+31+34+23+28+33+39+45+52+60+66▼6+12+15+17+20+23+27+31+34+30+36+42+50+58+67+77+86 7+12+15+17+20+23+27+31+34p+26+31+37+45+52+61+70+79 5+18+22+26+32+37+43+50+56等基本尺寸m m公差带级>10~18>18~30>30~50>50~80>80~120>120~180 >180~250>250~315+29+35+42+51+59+68+79+88▼6+18+22+26+32+37+43+50+56+36+43+51+62+72+83+96+108 7+18+22+26+32+37+43+50+56注:注明▼者为优先公差等级,应优先采纳。
立式光学计实验
• 七、思考题 • 1、为什么要在被测工件的三个截面和两个方向上 进行测量? • 2、为什么需要用验收极限来判断工件的合格性? • 3、通过本实验,你在哪些方面有提高? 仪器保养:使用精密仪器应注意保持清洁,不用时宜 用罩子套上防尘。 使用完毕后必须在工作台、测量头以及其他金属表面, 用航空汽油清洗、拭干,再涂上无酸凡士林。 光学计管内部构造比较复杂精密,不宜随意拆卸,出 现故障应送专业部门修理。 工件、量块、工作台和光学镜头避免用手指碰触,以 免生锈。
图3-8
内径百分表(定位护桥式)
1-测量头 2-可换测头 3-主体 4-表架 5-传动杆 6-弹簧 7-量表 8-杠杆 9-定位装置 10-螺母
图3-9 杠杆百分表
1-齿轮 2-扭簧 3-表针 4-扇形齿轮 5-杠杆测头 6-表夹头
三、计量器具的选择
• 综合考虑加工和检验的经济性 • 1、与工件的外形、位置、尺寸的大小及经济参数特性相 适应。 • 2、考虑工件的尺寸公差,保证测量精度要求,又符合经 济性要求。 • 例3-2 轴类工件,试确定验收极限和选择计量器具。 • 解:(1)确定安全裕度A • 工件公差 T=0.039mm, 公差等级为 IT8, A=1/10T,A=0.0039. • (2)确定验收极限 • 内缩(遵守包容原则) • 上验收极限=最大极限尺寸-A=49.9711mm. • 下验极限=最小极限尺寸+A=49.9399mm. • (3)选择计量器具 • 选用分度值为0.005mm的比较仪符合1挡要求。
测量最大长度180mm; 测量范围±0.1 mm 分划板分度值1μ m; 总放大倍数x 1000
三、测量原理 立式光学计(又称为立式光 学比较仪)是一种精度较高 且结构简单的常用光学仪器。 在仪器上以量块作长度基准, 用比较测量法测量工件的外 形尺寸。右图为仪器的外形 图。仪器由底座1、 立柱2 、 调节螺母3、支臂4、支臂锁 紧螺钉5、光学计管6、凸轮 微调手柄7、锁紧螺钉8、测 头提升杠杆9、测头10和工 作台11等部件组成。
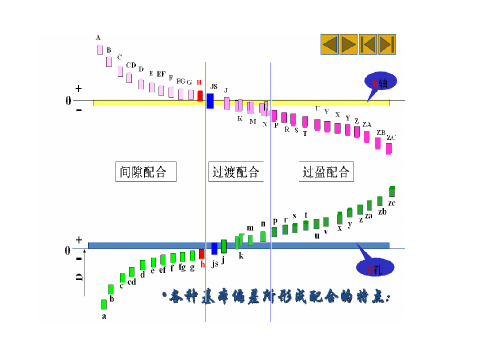
1.3公差带与配合的选用

三、配合的选择
(2)结合件间无相对运动 结合件间靠过盈来保证传递较大转矩或 轴向力时过盈应大;如果加附加紧固件 而不单纯靠结合面间的过盈,过盈小。
(3)承受载荷的性质
在过盈配合中,承受动载荷要比承受静 载荷的过盈大。
在间隙配合中,承受动载荷要比承受静 载荷的间隙小。
三、配合的选择
ⅴ.考虑各种加工方法可能达到的公差等级
三、配合的选择
基孔制常用与优先配合的选用
三、配合的选择
基轴制常用与优先配合的选用
三、配合的选择
常用
1、类比法
2、计算法 3、实验法
三、配合的选择
1、类比法 了解本机构的工作条件及性能 了解同类机构的设计要求、性能及实践结果 了解标准公差带形成配合的特征
三、配合的选择
H9 d9
D9 h9
三、配合的选择
1 、间隙配合
大间隙配合,用于不重要的配合或高温及工作条件较差处 的配合。 H12/b12
管道法兰连接配 合,外径采用很松
的配合
H12/h12
三、配合的选择
1 、间隙配合 基本偏差D(d)E(e)为较大间隙配合,使用于IT6~IT11 级。图为C616尾架部位,偏心轴815与尾架体802有前后两孔 相配合,为补偿尾架体前后两孔同轴度误差,及便于装配, 采用较松的配合H8/d8。
只用于一般要求的圆柱件配合,机床制 造中轴套外径与孔配合;操纵件与轴; 光学仪器中的一般配合;键槽宽与键宽 的配合;纺织机械中一般配合零件。
适用范围
举
例
IT8
IT9-IT10
IT11-IT13
属于低精度,配合性质粗 糙,只适用于无太大或基 本上无配合要求处。多用 于装配后,可能有较大或 很大间隙的场合。
我国常用螺纹标准一览表

螺纹种类代号为MJS者为特殊的MJ螺纹,如:MJS13×1-4h
国外常用英制螺纹的代号、名称和标准号
标记代号
名称(或用途)
国别及标准号
备注
B.S.W.
标准惠氏粗牙系列,一般用途圆柱螺纹
英国标准
BS84
牙型角为55°的英制螺纹
B.S.F.
标准惠氏细牙系列,一般用途圆柱螺纹
Whit.S
③中等长度不注旋合长度组别
锯齿形螺纹
GB/T13576.2—1992
GB/T13576.4—1992
①单线螺纹螺距等于导程,不标注括号及其内容
②右旋螺纹不注出旋向
③中等长度不标注旋合长度组别
小螺纹
GB/T15054.2—1994
GB/T15054.4—1994
-
用螺纹密封
的管螺纹
GB/T7306—1987
当螺纹为左旋时应在尺寸代号之后加注LH
非螺纹密封的
管螺纹
GB/T7307—1987
Rp与G同为圆柱内螺纹,但不能互换
60°圆锥管螺纹
GB/T12716—1991
当螺纹为右旋时不标注旋向
米制锥螺纹
GB/T1415—1992
标准基距者不注出基距代号
MJ螺纹
GJB/T3.2—1982
GJB/T3.3—1985
GB/T15054.4-1994
小螺纹极限尺寸
GB/T15054.5-1994
MJ螺纹
MJ螺纹基本牙型
GJB/T3.1—1982
ISO5855
MJ螺纹螺栓与螺母螺纹的尺寸与公差
GJB/T3.2—1982
MJ螺纹管路件螺纹的尺寸与公差
国标螺纹标准对照表

标准名称
标准号
与国际标准的关系
普通螺纹
普通螺纹 基本牙型
GB/T192 —1981
与ISO68等效
普通螺纹 直径与螺距系列
GB/T193 —1981
与ISO261等效
普通螺纹 基本尺寸
GB/T196 —1981
与ISO724等效
普通螺纹 公差与配合
GB/T197 —1981
与ISO965/1等效
-
米制锥螺 纹
GB/T1415—1992
管路旋入 端用普通螺纹尺寸系列
GB/T1414—1978
气瓶专用螺纹
GB/T8335-1998
通用基准
螺纹术语
GB/T1479 1—1993
与ISO5408等效
小螺纹公差
GB/
小螺纹极限尺寸
GB/
MJ螺纹
MJ螺纹基 本牙型
GJB/ —1982
ISO5855
MJ螺纹螺 栓与螺母螺纹的尺寸与公差
GJB/ —1982
MJ螺纹管 路件螺纹的尺寸与公差
GJB/ —1985
MJ螺纹结 构件的尺寸与公差
GJB/ —1985
MJ螺纹计 算公式
GJB/ —1985
MJ螺纹首尾
普通螺纹 偏差表
GB/T2516 —1981
与ISO965/3等效
商品紧固 件的普通螺纹选用系列
JB/T7912 —1999
与ISO262等效
商品紧固 件的中等精度普通螺纹极限尺寸
GB/T9145 —1988
与ISO965/2等效
光学螺纹
光学仪器 特种细牙螺纹
ZBN30006—1988
-
光学仪器 用目镜螺纹
公差配合与测量技术实验报告 (2)

公差配合与测量技术实验报告表面粗糙度的检测实验报告一、实验目的1.掌握常用量具的工作原理。
2.了解用光切显微镜测量表面粗糙度的原理和方法。
3.熟悉表面粗糙度参数值常用测量方法。
二、实验原理参看图1,轮廓最大高度Rz 是指在取样长度lr 内,在一个取样长度范围内,最大轮廓峰高Rp 与最大轮廓谷深Rv 之和称之为轮廓最大高度 。
即Rz = Rp - Rv图1 图2光切显微镜能测量80~1μm 的粗糙度,用参数Rz 来评定。
光切显微镜的外形如图2所示。
它由底座1、工作台2、观察光管3、投射光管11、支臂7和立柱8等几部分组成。
光切显微镜是利用光切原理来测量表面粗糙度的,如图3所示。
被测表面为P 1、P 2阶梯表面,当一平行光束从450方向投射到阶梯表面上时,就被折成S 1和S 2两段。
从垂直于光束的方向上就可在显微镜内看到S 1和S 2两段光带的放大象1S '和2S '。
同样,S 1和S 2之间距离h 也被放大为1S '和2S '之间的距离1h '。
通过测量和计算,可求得被测表面的不平度高度 h 。
图4为光切显微镜的光学系统图。
由光源1发出的光,经聚光镜2、狭缝3、物镜4以450方向投射到被测工件表面上。
调整仪器使反射光束进入与投射光管垂直的观察光管内,经物镜5成象在目镜分划板上,通过目镜可观察到凹凸不平的光带(图5 b )。
光带边缘即工件表面上被照亮了的h 1的放大轮廓象为h 1′,测量亮带边缘的宽度h 1′,可求出被测表面的不平度高度h 1:1h =1h cos450=Nh'1cos450式中 N —物镜放大倍数。
图 3 图 4为了测量和计算方便,测微目镜中十字线的移动方向(图5a )和被测量光带边缘宽度h 1′成450斜角(图5b ),故目镜测微器刻度套筒上读数值h 1′与不平度高度的关系为:1h ''=020145cos 45cos Nh h ='所以 h =Nh N h 245cos 1021"=" 式中,N21=C ,C 为刻度套筒的分度值或称为换算系数,它与投射角α、目镜测微器的结构和物镜放大倍数有关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
45 34
54 41
56 43
66 51
69 54
81 63
83 65
86 68
97 77
100 80
104 84
117 94
121 98
133 108
139 114
153 126
159 132
jc1
18 24 29
36
14 19 23
28
44 35
54 43
66 53
72 59
86 71
94 79
110 118 92 100
126 108
142 150 160 181 122 130 140 158
193 170
215 190
233 208
259 232
279 252
jb1
配 合
公 差 带
偏 差 名 称
孔
H7
ES+ EI-
间
*g6
esei-
隙
*h6
es+ ei-
js6
es+ ei-
过
*k6
es+ ei+
23
27
60 31
66 34
73 37
80 40
ga
12 20 24
29
35
42
51
59
68
79
88
98
108
6 12 15
18
22
26
32
37
43
50
56
62
68
16 23 28
34
10 15 19
23
41 28
50 34
60 41
62 43
73 51
76 54
88 63
90 65
93 68
106 109 113 126 130 144 77 80 84 94 98 108
30
35
40
00 0
0
0
0
0
0
0
46 0
52 0
57 0
63 0
D
24 5
6
7
9
10
12
14
8 12 14
17
20
25
29
34
39
15 44
17 49
18 54
20 60
db
00 0
0
0
0
0
0
0
68 9
11
13
16
19
22
25
0 29
0 32
0 36
0 40
d
3 4 4.5 5.5
6.5
8
9.5
11
至至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 至 号 3 6 10 14 18 24 30 40 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 500
10 12 15
18
21
25
3 6 10 14 18 24 30 40 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 差代
至 3
至 6
至 10
至 14
至 18
至至 24 30
至 40
至 50
至 65
至 至 至 至 至 至 至 至 至 至 至 至 至 至 至号 80 100 120 140 160 180 200 225 250 280 315 355 400 450 500
过 渡
H8
ES+ EI-
*f7
esei-
g7
esei-
*h7
es+ ei-
d8
esei-
e8
esei-
f8
esei-
h8
es+ ei-
js7
es+ ei-
k7
es+ ei+
m7
es+ ei+
n7
es+ ei+
渡
m6
es+ ei+
轴
*n6
es+ ei+
*p6
es+ ei+
r6
es+ ei+
过 盈
基
本
尺
寸 mm
大于 大于 大于 大于 大于 大于 大于 大于 大于 大于
大于 大于 大于 大于
大于 大于 大于 大于 大于 大于
大于
大于
大于
大于
相近 旧公
3 6 10 14 18 24 30 40 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 差代
150 114
166 126
172 132
jf
过 盈
*s6
es+ ei+
t6
es+ ei+
*u6
es+ ei+
20 27 32 14 19 23
__ _
24 31 37 18 23 28
39 28
__
44 33
48 35
_
54 41
54 61
41 48
59 43
72 53
78 59
93 71
101 117 125 79 92 100
12.5
14.5
16
18
20
gd
6 9 10
12
15
18
21
25
01 1
1
2
2
2
3
28 3
33
4
36 4
40 4
45 5
gc
8 12 15
18
21
25
30
35
40
24 6
7
8
9
11
13
15
46 17
52 20
57 21
63 23
gb
10 16 19
23
28
33
39
45
52
4 8 10
12
15
17
20
76 60
86 70
106 87
121 102
146 166 195 215 124 144 170 190
235 210
265 287 323 347 236 258 284 315
382 350
426 390
471 435
530 490
580 540
jd
配 合
公 差 带
偏 差 名 称
孔
间 隙 轴
68 9
11
13
16
19
22
25
00 0
0
0
0
0
0
0
29 0
32 0
36 040 0D1源自24 567
9
10
12
14
6 9 11
14
16
20
23
27
32
15 35
17 40
18 43
20 47
db1
00 0
0
0
0
0
0
0
45 6
8
9
11
13
15
18
0 20
0 23
0 25
0 27
d1
2 2.5 3
4
4.5
5.5
6.5
7.5
9
10
11.5
12.5
13.5 gd1
46 7
9
11
13
15
18
21
01 1
1
2
2
2
3
3
24 4
27 4
29 54
32 5
gc1
6 9 12
15
17
20
24
28
33
24 6
7
8
9
11
13
15
37 17
43 20
46 21
50 23
gb1
14 20 25
31
10 15 19
23
37 28
光学仪器常用公差与配合(基孔制)(单位:1=1/1000mm)
配 合
公 差 带
偏 差 名 称
孔
H6
ES+ EI-
间
g5
esei-
隙
h5
es+ ei-
js5
es+ ei-
轴
过 渡
k5
es+ ei+
m5
es+ ei+
过
r5
es+ ei+
盈
s5
es+ ei+
基
本
尺
寸 mm
相近
大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 大于 旧公
133 108
151 159 169 190 122 130 140 158
202 170
226 190
244 208