盾构刀具的加工工艺研究
复杂地层盾构机刀盘刀具优化设计研究

复杂地层盾构机刀盘刀具优化设计研究摘要:在盾构法隧道穿越江河过程中,刀盘刀具是保证盾构施工的重要部件,在盾构施工时,选用何种刀具配备通常取决于盾构机掘进的地层条件。
本论文以西气东输二线北江盾构穿越工程为例,介绍了盾构机刀具的种类和切削原理,并针对广东地区特殊地质情况,优化设计泥岩等复杂地层盾构机刀盘刀具的配置。
关键词:北江盾构;刀具种类;切削原理;优化设计Abstract: In the process of shield tunnel across the river, cutter head is the guarantee of the importantcomponents of shield construction . Choose tools type In shield tunnel usually depends on shieldconstruction machine tunneling formation conditions. This paper introduces the type of shield constructionmachine tools and cutting principle on the basis of the west-east second line of shield beijiang river projectand according to situation of guangdong area complex stratum, it optimize Cutter head configuration whenshield tunnelling in shale and sandy1 盾构机刀具种类刀具是是盾构机重要的部件,在盾构施工时选取何种刀具通常取决于盾构机掘进的地层条件。
为了适应从软土到硬岩不同地层的切削,开发了不同种类的切削刀具。
浅谈高强度灰岩地层盾构刀具管理及掘进施工技术研究

浅谈高强度灰岩地层盾构刀具管理及掘进施工技术研究摘要:随着我国城镇化的快速发展,全国轨道交通建设全面铺开,地下情况越来越复杂,其中岩溶发育区建设难度大、风险高,且岩石强度高,盾构掘进施工中刀具磨损较快,导致工效较低,如何对刀盘刀具配置起至关重要的因素,本文以广州地铁十一号广园新村站~梓元岗站区间灰岩地层刀具配置、盾构掘进实践分析,总结了灰岩地区盾构刀具配置及掘进施工技术,对类似地层盾构掘进施工有重要的指导作用及借鉴意义。
关键词:灰岩地层;刀具配置;刀圈;盾构掘进;不良地层一、刀具的类型及原理目前盾构机刀具按切削原理划分,一般公认有滚刀(详见图1)和切削刀(详见图2)两种类型。
滚刀的切削原理主要是刀具依靠挤压破岩,一般用于岩石隧道的掘进。
当隧道地质条件复杂多变、岩石(强度不算太高)与一般土体(或粘土或砂土)交错频繁出现的情况,也有可能采用滚刀型刀具,即在复合式盾构机中采用。
切削刀的切削原理则主要是盾构机向前推进的同时,刀具随刀盘旋转对开挖面土体产生轴向(沿隧道前进方向)剪切力和径向(刀盘旋转切线方向)切削力,不断将开挖面前方土体切削下来。
切削刀一般适用于粒径小于400mm的砂卵石、砂土、粘土等松散体地层。
图1 滚刀示意图图2 切削刀示意图1.1 切削刀简介1、切削刀(软土刀)的破岩方式为刮削破岩(切削刀破岩原理详见图3),适用于淤泥、黏土、砂卵层、强风化岩层等地层使用,若用于硬岩使用,则寿命很难超过几米甚至几十厘米,并且效率极低。
2、选择软土刀形式(详见图4)时,主硬质合金的工作角度是主要考虑因素之一。
其中,上扬角(锐角)合金易贯入,效率高,刀盘扭矩小,推力小,但合金不耐撞击,易碎,一般用于纯软土、纯沙地层;大钝角、大圆弧合金耐撞击,但会造成刀盘扭矩大,推力大。
一般用于卵石层,碎石层等复杂地层。
图3 切削刀破岩原理图图4 切削刀形式示意图1.2 滚刀简介1、滚刀破岩机理滚刀是利用滚刀(滚刀构造图详见图5)的刀圈刃口挤压破岩(滚刀破岩原理详见图6),当刀刃对某点岩石施加的压力超过岩石的最大承受能力时,岩石就会成块崩裂。
盾构机关键技术研究

四、敞开式盾构机介绍
一、超大直径盾构机关键技术 1、常压可更换刀具技术 2、推出式刀具技术 3、长距离掘进刀具设计 4、刀盘驱动伸缩机构技术 5、同步施工专用设备技术 6、氦氧饱和带压换刀作业技术 7、长距离掘进盾尾密封及冷冻装置技术 8、应用实例 二、城际轨道交通用盾构机介绍 三、6米级复合式盾构机介绍
目录
四、敞开式盾构机介绍 五、多元化发展
次采用盾构机挖掘树木区域达百米;
改变了以往处理的方法。
1、刀盘
主切削刀 外周保护刀 导流切削刀 刀座保护刀 磨损检测刀 注入口保护刀 单刃滚刀 双刃滚刀 中心滚刀
超挖滚刀
130个(拳型刀) 12个 10个 30个 2个(液压式) 10个 40个 (2套单刃型) x6套 单刃8套 17寸单刃滚刀液压千 斤顶式
锁紧装置
5、同步施工专用设备技术
双层桁架结构,双管片起重小车在上层运行,口子件小车在下层运行。 隧道掘进机掘进和转弯时,会造成管片夹具产生震动和位移,可能会 导致管片脱落。
5、同步施工专用设备技术
路面同步施工设备是在隧道掘进机隧道工程中,在拼装管片时同步进行 路面施工的设备。本次路面同步施工设备是针对下图中置于中央部位的“ロ” 字型预制件。左右路面的设置施工、隧道内壁连接路面的施工。
三、6米级复合式盾构机介绍 2、刀盘形式
三、6米级复合式盾构机介绍
三、6米级复合式盾构机介绍
三、6米级复合式盾构机介绍
驱动部土砂形式
四、敞开式盾构机介绍
敞开式盾构机主要优点: 设备成本低,约为密闭式盾构机的50%,不需要主轴承,无刀盘刀具,设备故障少; 可以直接观察开挖面情况,能够处理漂石和障碍物,广泛适应各种无水地层; 直接开挖运输土方,不需改良渣土,无污染,速度快; 设备用电小,约为密闭式盾构的50%,减小了城市用电配套设施及用电量;
一种盾构刀具及其制备工艺[发明专利]
![一种盾构刀具及其制备工艺[发明专利]](https://img.taocdn.com/s3/m/edc5b7cf4b35eefdc8d333fb.png)
专利名称:一种盾构刀具及其制备工艺专利类型:发明专利
发明人:刘全心,李同洪,章修民
申请号:CN201810470427.6
申请日:20180516
公开号:CN108518227A
公开日:
20180911
专利内容由知识产权出版社提供
摘要:本发明涉及隧道工程施工技术,特别涉及一种盾构刀具及其制备工艺。
本发明的盾构刀具包括钢体、胎体和刀片;所述胎体包裹设置在所述钢体的一端;所述胎体远离所述钢体的一端的上端具有刃口,并在刃口处设有刀槽,所述刀片焊接固定在所述刀槽处。
制备工艺包括步骤一、模具组装;步骤二、在模具的模腔内对应刀槽的部位装配好预制的刀片替换件;步骤三、装粉装料,将碳化钨粉料填实在模腔内部,形成内部具有孔隙的碳化钨粉体模型;步骤四、熔渗;步骤五、将刀具胎体模型取出,去除刀片替换件,并将预制的刀片钎焊在刀槽处。
优点:刀具材料设计合理,刃口耐磨性能较强,整体结构强度较高,使用寿命长,加工工艺简单。
申请人:鄂州职业大学
地址:436000 湖北省鄂州市鄂城区凤凰路77号
国籍:CN
代理机构:北京力量专利代理事务所(特殊普通合伙)
代理人:李强
更多信息请下载全文后查看。
地铁盾构机施工中的刀盘及刀具改造技术

地铁盾构机施工中的刀盘及刀具改造技术摘要:盾构法是地铁区间隧道施工常用的方法,地质水文适应能力强,对地面交通影响很小,对施工周边环境的振动和噪声等干扰较小,地面沉降控制比较好,对周边地下管线、地面建筑物和构筑物及周围环境的影响比较小,施工速度比较快,工程质量比较高。
关键词:地铁盾构机;施工;刀盘;刀具;改造刀盘是盾构的主要工作部件,不同地质地层应采用不同的刀盘结构形式及刀具布置,刀盘及刀具的好坏关系到盾构施工的成败,影响盾构掘进的速度和效益,甚至关系到盾构施工的成败。
一、刀具工作原理1.刮削类刀具的工作原理。
在刀盘推力的作用下,刮刀嵌如岩渣或岩层中,刀盘带动刀具转动时刮削岩层,在掌子面形成一环环犁沟,特点是效率高,刀盘转动阻力大。
在软土地层或滚刀破碎后的渣土通过刮刀进行开挖,渣土随刮刀正面进入渣槽,因此刮刀既具有切削的功能也具有装载的功能2.盘形滚刀工作原理。
刀盘在纵向油缸施加的推力作用下,使其上的盘形滚刀压入岩石;刀盘在旋转装置的驱动下带动滚刀绕刀盘中心轴公转,同时各滚刀还绕各自的刀轴自转,使滚刀在岩面上连续滚压。
刀盘施加给刀圈推力和滚动力(转矩),推力使刀圈压入岩体,滚动力使刀圈滚压岩体。
二、施工中的刀盘修复和改造1.施工过程中发生的刀具和刀盘严重磨损,北京地铁某标段从第2个区间开始隧道掘进施工,第2个区间完成后,盾构机再掘进施工第1个区间。
盾构机在第2个区间始发后,当掘进至在282环开始,推进速度放慢,推力和扭矩增大,泡沫注入量开始增大;掘进至287环时,推进速度明显减缓,刀盘扭矩增大,泡沫注入量大量增加,渣土温度较高,推进耗时约219分钟;至288环时,刀盘扭矩快速剧烈上升,推进停止。
经过分析,发生此现象的主要原因可能是之前在黏土和圆砾层掘进中,黏土在刀盘中部黏结,在挤压和相互间摩擦的作用下,膨润土、泡沫和地层中的砂石黏土在刀盘中部发生固结,刀盘开口率逐渐减小。
在第287和288两环的施工过程中,刀盘开口率迅速减小,造成排土不畅,扭矩和推力增大。
盾构机械刀具设计与优化

盾构机械刀具设计与优化盾构机是一种用于隧道施工的重要设备,其刀具的设计与优化对于施工效率和隧道质量具有重要影响。
在本文中,我们将讨论盾构机械刀具的设计原理、结构优化和性能提升方法。
一、盾构机械刀具设计原理盾构机械刀具是指在施工过程中,通过刀具对土壤进行破碎、切割和挖掘的工具。
其设计原理主要包括以下几个方面:1. 土壤力学特性分析:通过分析隧道施工区域的土壤力学特性,确定刀具的适宜形状、材料和结构参数。
2. 切削力计算:根据土壤的物理力学参数和切削过程的力学原理,计算刀具受到的切削力和切削压力。
3. 刀具与盾构机匹配:根据盾构机的工作原理和结构特点,设计刀具与盾构机的匹配方案,确保刀具能够有效地运行和切削土壤。
4. 刀具的韧性和耐磨性:在设计刀具时,要考虑到土壤的不均匀性和难以预料的地质情况,选择具有良好韧性和耐磨性的材料,以延长刀具的使用寿命。
二、盾构机械刀具结构优化为了提高盾构机械刀具的使用效率和切削质量,可以对其结构进行优化。
以下是一些常见的优化方法:1. 刀具形状与尺寸优化:通过优化刀具的形状和尺寸,使其具备更好的破碎和切削能力,提高施工效率。
2. 刀具刃口材料选择:结合地质条件,选择具有较好耐磨性和强度的材料作为刀具刃口,以延长刃口使用寿命。
3. 刀具刃口的切削角度和锋利度:通过调整刀具刃口的切削角度和锋利度,提高刀具切削效果,降低能耗。
4. 刀具支撑结构优化:通过优化刀具的支撑结构,提高刀具的稳定性和切削精度,减少振动和冲击。
三、盾构机械刀具性能提升方法除了结构优化之外,还可以通过以下方法进一步提升盾构机械刀具的性能:1. 刀具自动化控制:采用自动化控制系统,实时监测刀具的工作状态和切削力,及时调整刀具的工作参数,提高切削效率和施工质量。
2. 刀具润滑和冷却:采用合适的刀具润滑和冷却系统,降低刀具磨损和温度,延长刀具寿命。
3. 刀具保养与更换:定期对刀具进行保养和更换,保持其正常工作状态,减少刀具故障和施工延误。
矩形盾构刀盘基体内花键加工工艺优化及夹具设计
2024.02 建设机械技术与管理571 引 言矩形盾构机是一种主要应用于市政工程、岩土工程地下隧道施工的异形断面隧道掘进机,相比圆形盾构施工具有地下空间利用率高、衬砌效率高、覆土浅、施工成本低等特点,主要由刀盘、盾体、主驱动、后配套等辅助系统组成。
刀盘是矩形盾构机的关键部件,具有开挖土体、稳定掌子面及搅拌砂土的功能,一般由6 ~ 9个小刀盘组成,单个刀盘直径约φ1000 ~ φ3000,重约1 ~ 6t 。
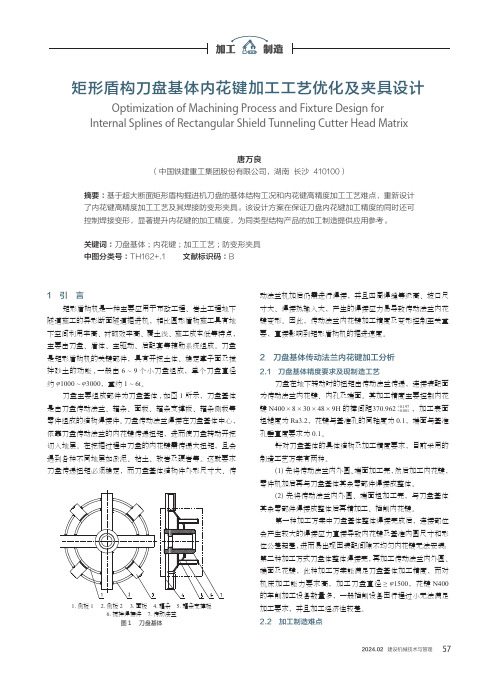
刀盘主要组成部件为刀盘基体,如图1所示,刀盘基体是由刀盘传动法兰、辐条、面板、辐条支撑板、辐条侧板等零件组成的结构焊接件。
刀盘传动法兰焊接在刀盘基体中心,依靠刀盘传动法兰的内花键传递扭矩,进而使刀盘转动开挖切入地层。
在挖掘过程中刀盘的内花键需传递大扭矩,且会遇到各种不同地层如淤泥、粘土、软岩及硬岩等。
这就要求刀盘传递扭矩必须稳定,而刀盘基体结构件外形尺寸大、传矩形盾构刀盘基体内花键加工工艺优化及夹具设计Optimization of Machining Process and Fixture Design forInternal Splines of Rectangular Shield Tunneling Cutter Head Matrix唐万良(中国铁建重工集团股份有限公司,湖南 长沙 410100)摘要:基于超大断面矩形盾构掘进机刀盘的基体结构工况和内花键高精度加工工艺难点,重新设计了内花键高精度加工工艺及其焊接防变形夹具。
该设计方案在保证刀盘内花键加工精度的同时还可控制焊接变形,显著提升内花键的加工精度,为同类型结构产品的加工制造提供应用参考。
关键词:刀盘基体;内花键;加工工艺;防变形夹具中图分类号:TH162+.1 文献标识码:B动法兰机加后仍需进行焊接,并且四周焊缝等级高、坡口尺寸大、焊接热输入大,产生的焊接应力易导致传动法兰内花键变形。
因此,传动法兰内花键加工精度及变形控制至关重要,直接影响到矩形盾构机的掘进速度。
盾构机械刀盘及刀具设计与优化

盾构机械刀盘及刀具设计与优化随着城市地下空间的不断开发和利用,盾构机械在地铁、隧道等工程领域中得到了广泛应用。
盾构机械的刀盘及刀具是决定其施工质量和效率的重要因素之一。
本文将重点讨论盾构机械刀盘及刀具的设计与优化。
1. 刀盘设计1.1 刀盘结构设计刀盘是盾构机械的核心部件之一,其结构设计的合理性对盾构机械的工作效果有着重要的影响。
刀盘的结构设计应该考虑以下几个方面:1.1.1 刀盘刚度设计刀盘的刚度设计直接影响到刀具在施工过程中的稳定性和耐久性。
应该根据盾构机械的工作条件和土壤的物理特性,合理选择刀盘的材料和结构尺寸,确保刀盘具有足够的刚度。
1.1.2 刀盘模块化设计刀盘的模块化设计可以极大地提高刀具更换的效率,并且便于维护和保养。
刀盘的模块化设计应该考虑到刀具的安装和拆卸便捷性,同时也要保证刀具的工作性能。
1.1.3 刀盘防护设计刀盘的防护设计不仅能够保护刀具,在施工过程中还能够减少对环境的影响。
刀盘的防护设计应考虑到刀具的精度和平衡性,同时也要与盾构机械的其它部件协调配合。
1.2 刀盘传动系统设计刀盘传动系统是盾构机械的另一个重要部分,其设计的合理性对盾构机械的运行效果至关重要。
刀盘传动系统设计应该考虑以下几个方面:1.2.1 传动效率设计传动效率直接关系到盾构机械的工作效率。
刀盘传动系统的设计应该尽可能地提高传动效率,降低能量损耗。
1.2.2 齿轮设计齿轮是刀盘传动系统中常用的传动元件,其设计应考虑到负载分配、噪声控制等方面的需求。
合理选择齿轮的材料和结构尺寸,可以提高刀盘传动系统的可靠性和耐久性。
1.2.3 传动稳定性设计传动稳定性是刀盘传动系统设计时需要充分考虑的因素,合理选择传动比、减小晃动等措施,可以提高刀盘传动系统的稳定性。
2. 刀具设计与优化2.1 刀具材料选择刀具材料的选择直接影响到刀具的硬度、韧性和耐磨性等性能。
应根据盾构机械工作的土壤条件和设计要求,选择适合的刀具材料,以确保刀具有良好的工作性能和寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图3 钎焊. 热处理一体化技术工艺
截齿硬质合金钎焊一 热处理一体化技术工艺有着很 大的相通性 ,明显的区别是两类产品的硬质合金置 于本体的方式不同 :前者是开放式或半开放式 ,而
后 者 是 嵌 入式 。在 使用 过 程 中 ,前 者相 对 于后 者 更 易脱 落 ,但 此 差 别对 于 生 产 工艺 的 要求 会 否不 同 ,
回火热 处 理 。
( )铜焊完成之后 ,视产 品的硬度分布要求 3
和 产 品 的受 热 状态 决 定对 产 品整 体是 否 需进 一 步 加
热。如果产品的整体 ,而非仅钎焊附近的部位 ,都 需达到相 当的硬度要求 ,但产品只有局部受热 ,就 需对产 品整体进一步加热 ,然后立 即进行硝酸盐淬 火 ,也就是俗称的盐浴炉淬火和 回火热处理 。如果 本体硬度要 求是4 ~4 HR 0 4 C,则盐浴 炉温度设为 26 1 ̄ C;如果本体硬度要求是3 ~3 HRC O 5 ,则盐浴
铜 基 钎 料 钎焊 时 ,则 可用 镍 铁合 金 ( 线膨 胀 系数 其 介 于 钢 和硬 质 合金 之 间)作 为 补偿 垫 片 。
4 钎焊- . 热处理一体 化技 术
目前 ,盾 构 刀 具 的 钎 焊 和 热 处 理 仍 由人 工 操
作 ,此种生产方法效率不高,影响质量的人为因素 明显 ,在当前劳动力成本显著上升和客户 日益追求 产 品质量的情况下 ,需要加 以提高 ,可参考采煤机 截齿 硬质合金钎焊一 处理一体化技术工艺尝试进 热
了对 于 体积 较 大 的 配件 ,如 盾构 刀具 ,无 法 淬硬 和
技术工艺是先将截齿放入感应加热设备的线圈中进 行加热钎焊硬质合金刀头 ,恒温时间为5 0 n ~1mi, 随后通过传送带直接将钎焊完成带刀头的截齿放入
20 9  ̄ 6 ~20C的硝 盐槽 中淬 火 冷却 ,其生 产 工艺 如 图
尚需作进一步的研究和实践。
5 结语 .
从 多年的实践经验来看 ,如果能采用中频钎焊 和硝酸盐淬火 ,并根据盾构 刀具的不同特点 ,选择 正确的机加工 、堆焊和硬质合金钎焊次序 ,以及在
于铜基钎料 ,银基钎料的熔点较低 ,故可获得相对 较高的硬度。但是对于部分硬 度要求更高的盾构 刀
行 改 进 。采 煤 机 截 齿 硬 质 合 金 钎 焊 - 处 理 一 体 化 热
3 盾构 刀具的热处理工 艺 .
热处理对于盾构刀具 的最终性能起着关键性甚
至 是 决 定性 的 作 用 。 目前 相 关的 常 用 热处 理 工艺 有 如 下4 。 种
( )铜焊完成待产 品冷却之后再进行调质热 I 处理 ,此工艺的关键是控制淬火温度以低于铜焊钎 料的液相温度线 ,从而避免破坏焊缝 ,但这也造成
3 示。 所
淬透的问题。 ( )铜焊完成 之后 ,视产品的硬度分布要求 2
和 产 品 的 受热 状 态 决定 对 产 品是 否 需 整体 进 一步 加
热 ( 如果产 品的整体,而非仅钎焊附近的部位 ,都
需 达 到 相 当的 硬 度 要求 ,但 产 品只 有 局部 受 热 ,就
需对产品整体进一步加热 ),然后立 即进行油淬和
具 ,如果热处理无法达至所需的硬度或热处理引发
必要时使用复合垫片 ,一般都能生产出质量满意的
盾 构 刀具 。MW (0 115 2 112 )
参 … 品的淬硬 度
和淬 透 性 ,还 是 其 他 的 力学 性 能 ,硝 酸盐 淬 火 都优 于油淬。
( )先 进行淬 火热处理 ,再钎焊 ,然后再 回 4 火热处理。此工艺可避免钎焊后淬火热处理可能对 硬 质合金和焊缝的不利影响 ,适用于部分硬度要 求 不高的盾构刀具 ,并且应考虑采用银焊 ,因为相对
E i h e
可使用复合垫片来吸收收缩应 力。如用银基钎料钎
焊 时 可 采取 铜 或 镍 作 为垫 片 ,垫 片 两 侧分 别 夹 有银
了焊缝破坏等钎焊质量 问题 ,此时就应考虑采用空 冷钢作为本体材料并尽可能采用铜焊 ,以提高焊后
空 冷 的 硬度 。
基钎料片 ,垫片的厚度通常按照取两片钎料的总厚 度为原 则 ,一般在02 ~06 mm之 间选择 。在用 . 5 . 4