电子课件-《数控加工工艺学》-B01-9549 表3—41 数控加工刀具卡
合集下载
数控加工工艺教学课件
草图
计 算 机辅 助设计
快速
测
原型
量
现代产品开发模式
计 算 机工 艺设计
计 算 机辅 助制造
数控加工
图形文档
工艺文档 数控代码
产品
快速原型
快速原型的英文缩写为RP,在RP出现的初期, 其用途主要是加工产品原型,随着成型工艺、材料的 进步以及快速制模技术的发展,RP已发展成能直接或 间接制造功能零件和模具的快速成型制造,奠定了在制 造业中的位置,并且形成了一个不断扩大的RP/RT市场 。据Wholers Associates 的统计,全球RP设备已有近 7000台,分布在58个国家。
复合化加工
复合化加工的两重含义:
工序和工 艺的集中
即 一台装夹可完成多工种、多工序
工艺的 成套
即 企业向复合型发展,为用户提供 成套服务
控制智能化
数控技术智能化程度不断提高,体现在以下几 个方面:
加工过程自适应控制技术
加工参数的智能优化与选择
故障自诊断功能
智能化交流伺服驱动装置
控制智能化
智能CAD把工程数据库及其管理系统、知识库及其专家系 统、拟人化用户接口管理系统集于一体。
数控加工工艺教学课件
第一单元 数控加工工艺概述
教学目的:
明确数控加工工艺的概念和内容, 以及在数控加工中的重要作用,同时应 对目前最先进的数控加工技术和加工工 艺有一个整体性和概括性的了解。
第一单元 数控加工工艺概述
学习内容与知识点:
内容 数控加工过程 数控加工工艺概念 与工艺过程 数控加工工艺的主要内容 数控加工工艺的特点
数控加工工艺设计的主要内容
选择并 确定进 行数控 加工的
内容
数控加 工的工
计 算 机辅 助设计
快速
测
原型
量
现代产品开发模式
计 算 机工 艺设计
计 算 机辅 助制造
数控加工
图形文档
工艺文档 数控代码
产品
快速原型
快速原型的英文缩写为RP,在RP出现的初期, 其用途主要是加工产品原型,随着成型工艺、材料的 进步以及快速制模技术的发展,RP已发展成能直接或 间接制造功能零件和模具的快速成型制造,奠定了在制 造业中的位置,并且形成了一个不断扩大的RP/RT市场 。据Wholers Associates 的统计,全球RP设备已有近 7000台,分布在58个国家。
复合化加工
复合化加工的两重含义:
工序和工 艺的集中
即 一台装夹可完成多工种、多工序
工艺的 成套
即 企业向复合型发展,为用户提供 成套服务
控制智能化
数控技术智能化程度不断提高,体现在以下几 个方面:
加工过程自适应控制技术
加工参数的智能优化与选择
故障自诊断功能
智能化交流伺服驱动装置
控制智能化
智能CAD把工程数据库及其管理系统、知识库及其专家系 统、拟人化用户接口管理系统集于一体。
数控加工工艺教学课件
第一单元 数控加工工艺概述
教学目的:
明确数控加工工艺的概念和内容, 以及在数控加工中的重要作用,同时应 对目前最先进的数控加工技术和加工工 艺有一个整体性和概括性的了解。
第一单元 数控加工工艺概述
学习内容与知识点:
内容 数控加工过程 数控加工工艺概念 与工艺过程 数控加工工艺的主要内容 数控加工工艺的特点
数控加工工艺设计的主要内容
选择并 确定进 行数控 加工的
内容
数控加 工的工
数控加工工艺基本知识PPT课件
艺 ⑤特殊型式。如复合刀具、可逆攻螺纹刀具等。
基
本
知
识
2020/7/19
现代数控技术
5
(2)从制造所采用的材料上对数控加工刀具的分类
①高速钢刀具。高速钢通常是型坯材料,韧性较硬质
合金好,硬度、耐磨性和高温硬度较硬质合金差,不
适于切削硬度较高的材料,也不适于进行高速切削。
第 二
高速钢刀具使用前需生产者自行刃磨,且刃磨方便,
第二章 数控加工工艺基本知识
内容提要:
第 一
本章主要介绍数控加工工艺系统组成、
章
数控刀具的主要种类和特点、数控加工工
数
艺等内容。
控
机
床
概
述
2020/7/19
现代数控技术
1
整体 概述
一 请在这里输入您的主要叙述内容
二
请在这里输入您的主要 叙述内容
三 请在这里输入您的主要叙述内容
一 数控加工工艺系统组成
艺 的端面中心处无切削刃,故一般立铣刀不宜作轴向进
基 本
给。通常直径在Φ4~Φ1 6的立铣刀制成整体式结构,
知 识
直径Φ1 6以上的制成焊接式或可转位式结构。
2020/7/19
现代数控技术
17
按照国家标准规定:立铣刀直径为2-50毫米,可 分为粗齿与细齿两种。直径2-20为直柄范围,直 径14-50为锥柄范围
知
识
2020/7/19
现代数控技术
16
b 立铣刀
立铣刀是数控加工中使用最多的一种铣刀,主要用
第 二
于加工凹槽、较小的台阶面及平面轮廓等。如图1 -8所
章 示,立铣刀的圆柱表面和端面上都有切削刃,既可以同
数控加工工艺学 ppt课件
2020/11/29
21
第四章 数控车削加工工艺
分析零件图样
分析零件的几何要素:首先从零件图的分析中,了解工件的外形、
结构,工件上须加工的部位,及其形状、尺寸精度、和表面粗糙度;了
数
解各加工部位之间的相对位置和尺寸精度;了解工件材料及其它技术 要求。从中找出工件经加工后,必须达到的主要加工尺寸和重要位置
5
第四章 数控车削加工工艺
加工范围
数 控 车 削 的 基 本 特 征 与 加 工 范 围
2020/11/29
车外圆 切槽
车型面
车端面
切断
车螺纹
钻孔 车内孔 车锥面
6
第四章 数控车削加工工艺
数控车床即装备了数控系统的车床。由数控系统通过
伺服驱动系统去控制各运动部件的动作,主要用于轴类和
盘类回转体零件的多工序加工,具有高精度、高效率、高
柔性化等综合特点,适合中小批量形状复杂零件的多品种、
数
多规格生产。
控
数控车床按车削中心是在普通数控车床基础上发展起
车
来的一种复合加工机床。除具有一般二轴联动数控车床的
床
各种车削功能外,车削中心的转塔刀架上有能使刀具旋转
的
的动力刀座,主轴具有按轮廓成形要求连续(不等速回转)
种
运动和进行连续精确分度的C轴功能,并能与X轴或Z轴联
数控卧式车床的基本结构
2020/11/29
●刀架 ●床身 ●主轴箱 ●高精度导轨 ●滚珠丝杠 ●床座 ●尾座
10
第四章 数控车削加工工艺
数 控 车 床 的 结 构
数控立式车床的基本结构
2020/11/29
●刀塔 ●轴向导轨 ●主轴 ●床身
数控加工实用工艺卡片、刀具卡片样板
D02
180
2866
0.20
573.2
3
T03
球头铣刀
8
给各孔点窝
H03
D03
80
3184
0.10
318.4
Z-3.0
4
T04
钻头
11
钻孔
H04
D04
80
2316
0.20
463
Z-40.0
11
T11
铰刀
16
铰4×φ16mm孔
H11
D11
15
298
0.16
48
Z-20.0
××零件机械加工工艺规程卡
08数控02-姓名-学号
N200
G40G00X52.
G40G00X52
取消刀具左补偿,快速退刀
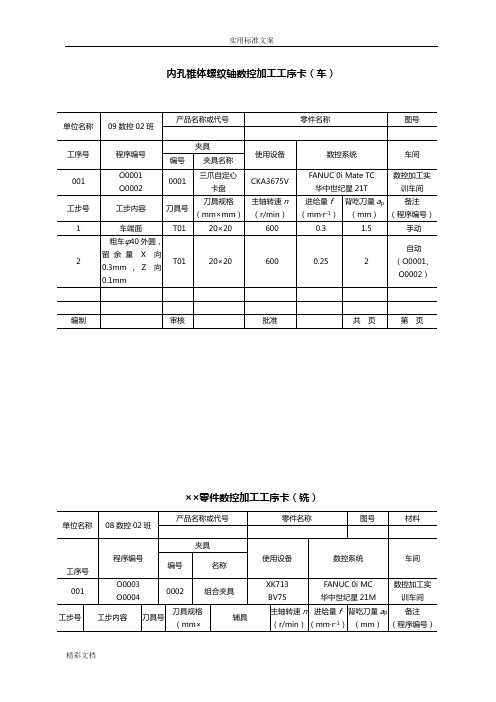
××零件数控加工工艺卡
08数控02班-姓名-学号
零件号
零件名称
材料
热处理状态
毛坯尺寸
加工程序号
设备型号
设备名称
夹具编号
第1页
0001
45#
调质
150mm×150mm×100mm
O0001
XK713
数控铣
0001
补偿
切削参数
顺序号
刀具
机械加工工艺规程卡片
产品型号
零(部)件图号
共 页
第 页
产品名称或代号
零(部)件名称
材料牌号
45#
毛坯种类
圆棒料
毛坯外形尺寸
200mm×200mm×100mm
每件毛坯可制件数
3
每台件数
1
备注
工序号
工序名称
工序内容
180
2866
0.20
573.2
3
T03
球头铣刀
8
给各孔点窝
H03
D03
80
3184
0.10
318.4
Z-3.0
4
T04
钻头
11
钻孔
H04
D04
80
2316
0.20
463
Z-40.0
11
T11
铰刀
16
铰4×φ16mm孔
H11
D11
15
298
0.16
48
Z-20.0
××零件机械加工工艺规程卡
08数控02-姓名-学号
N200
G40G00X52.
G40G00X52
取消刀具左补偿,快速退刀
××零件数控加工工艺卡
08数控02班-姓名-学号
零件号
零件名称
材料
热处理状态
毛坯尺寸
加工程序号
设备型号
设备名称
夹具编号
第1页
0001
45#
调质
150mm×150mm×100mm
O0001
XK713
数控铣
0001
补偿
切削参数
顺序号
刀具
机械加工工艺规程卡片
产品型号
零(部)件图号
共 页
第 页
产品名称或代号
零(部)件名称
材料牌号
45#
毛坯种类
圆棒料
毛坯外形尺寸
200mm×200mm×100mm
每件毛坯可制件数
3
每台件数
1
备注
工序号
工序名称
工序内容
数控加工工艺教程PPT课件

总结
数控加工工艺的发展历程
从传统的手动加工到现代的数控加工, 技术的不断进步使得加工效率和精度 得到了显著提升。
数控加工工艺的应用领域
从机械制造到航空航天,数控加工工 艺在各个领域都得到了广泛应用,为 产业的发展做出了巨大贡献。
数控加工工艺的基本原理
介绍了数控加工工艺的基本原理,包 括数字控制技术、加工参数设置、加 工路径规划等方面的知识。
工件装夹
冷却液使用
工件装夹是数控加工中的重要环节,合理 的装夹方式可以减少加工误差,提高加工 精度。
冷却液在数控加工中起到冷却、润滑和清 洗的作用,可以有效降低切削温度,减少 刀具磨损,提高加工表面质量。
03 数控加工工艺流程
零件图工艺分析
总结词
零件图工艺分析是数控加工的第一步,主要对零件图样进行审查,确保其符合加 工要求。
数控编程的基本概念
01 02
数控编程定义
数控编程是数控加工准备阶段的主要内容之一,它是以零件图样为基础, 根据零件的工艺要求,利用数控编程语言,按照规定的格式和标准,编 写零件的加工程序的过程。
数控编程的步骤
分析零件图样、确定加工工艺、建立数学模型、编写加工程序、程序校 验与修改。
03
数控编程的方法
模具类零件的数控加工实例
总结词:质量保障
详细描述:在模具类零件的数控加工中,质量保障是非常重要的。为了提高加工质量和效率,可以采 用先进的测量和控制技术,如三坐标测量机、激光干涉仪等,对工件进行精确测量和误差补偿;同时 ,要加强生产过程的监控和管理,确保各道工序的加工质量和稳定性。
07 总结与展望
详细描述
数控加工中常用的刀具种类包括铣刀、钻头、车刀、铰刀等,每种刀具都有不同的切削原理和应用范 围。在选择刀具时,需要考虑刀具的材料、切削刃的几何形状、切削用量和刀具使用寿命等因素,以 确保加工质量和效率。
数控加工实用工艺卡片、刀具卡片样板
1
刀具
1
外圆车刀
90°
把
1
2
中心钻
A2
只
1
3
麻花钻
φ10mm
把
1
4
内孔车刀
φ16×35mm
把
1
5
内螺纹车刀
60°
把
1
××零件法那克系统与华中世纪星系统数控加工程序
程序编号
O0001、O0002
程序段号
法那克程序内容
华中世纪星程序内容
动作说明
N10
G40G97G99
G40G95G97
取消刀补,每转进给,取消恒线速度加工
N20
M03S600
M03S600
主轴正转,转速600rpm
N30
T0101
T0101
换1号粗车刀,设工作坐标系
N40
M08
M08
打开切削液
N50
G41G00X46.Z2.
G41G00X46Z2
设置刀具左补偿,快速进刀至循环起点
N60
G01Z-30.F0.3
G01Z-30F0.3
粗车φ45外圆,背吃刀量2mm
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
(mm)
备注
(程序编号)
1
铣M面
T01
20×20
JT50-XM32-105
600
0.3
1.5
自动
(O0003)
5
粗铣130槽,留余量0.5
T05
20×20
600
0.25
2
自动
(O0004)
编制
刀具
1
外圆车刀
90°
把
1
2
中心钻
A2
只
1
3
麻花钻
φ10mm
把
1
4
内孔车刀
φ16×35mm
把
1
5
内螺纹车刀
60°
把
1
××零件法那克系统与华中世纪星系统数控加工程序
程序编号
O0001、O0002
程序段号
法那克程序内容
华中世纪星程序内容
动作说明
N10
G40G97G99
G40G95G97
取消刀补,每转进给,取消恒线速度加工
N20
M03S600
M03S600
主轴正转,转速600rpm
N30
T0101
T0101
换1号粗车刀,设工作坐标系
N40
M08
M08
打开切削液
N50
G41G00X46.Z2.
G41G00X46Z2
设置刀具左补偿,快速进刀至循环起点
N60
G01Z-30.F0.3
G01Z-30F0.3
粗车φ45外圆,背吃刀量2mm
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
(mm)
备注
(程序编号)
1
铣M面
T01
20×20
JT50-XM32-105
600
0.3
1.5
自动
(O0003)
5
粗铣130槽,留余量0.5
T05
20×20
600
0.25
2
自动
(O0004)
编制
《数控加工培训》课件
数控加工的安全操作规程
操作规程概述
详细介绍安全操作规程 的目的、适用范围和责
任人。
操作前准备
要求操作者穿戴防护用 品,检查设备是否正常 ,确保工作区域整洁。
操作过程安全
强调正确的操作步骤, 避免误操作,及时报告
异常情况。
操作后维护
要求操作者清理工作区 域,保养设备,填写相
关记录。
数控加工的环保问题与解决方案
01
02
03
环保问题
分析数控加工过程中可能 产生的噪音、废气、废水 和固体废弃物等环境问题 。
解决方案
提出有效的噪声控制、废 气处理、废水治理和废弃 物回收等措施。
环保法规与标准
介绍相关的环保法规和标 准,强调企业应遵守的法 律责任。
数控加工的职业健康与安全防护
职业健康
关注操作者的身体健康, 提供适当的职业健康检查 和预防措施。
《数控加工培训》ppt课件
• 数控加工简介 • 数控加工技术基础 • 数控加工操作实践 • 数控加工安全与环保 • 数控加工发展趋势与展望
01 数控加工简介
数控加工的基本概念
数控加工是一种基于数字控制 技术的制造方法,通过计算机 程序控制机床进行加工。
数控加工技术起源于20世纪50 年代,随着计算机技术的发展 而逐步成熟。
数控加工设备正逐步实现智能化,包括自 适应加工、智能故障诊断与预防、智能调 度等方面的提升。
绿色化
柔性化与个性化
在环保要求日益严格的背景下,低能耗、 低污染的数控加工技术成为未来的重要发 展方向。
随着产品多样性的增加,数控加工技术的 柔性化与个性化需求越来越高,以适应多 变的市场需求。
数控加工在智能制造中的应用前景
数控加工工艺基础ppt课件
.
19
1).寻求最短加工路线
第二章
a)零件图样
b)路线1
.
c)路线2
20
2).最终轮廓一次走刀完成
第二章
a)路线1
b)路线2
c)路线3
为保证工件轮廓表面加工后的粗糙度要 求,最终轮廓应安排在最后一次走刀中连续 加工出来。
.
21
3).选择切入切出方向
考虑刀具的进、退 刀(切入、切出)路线 时,刀具的切出或切入
第二章
础数
控
加第
工 工
二 章
艺
基
.
1
第二章
内容提要
• 2.1数控加工工艺概述 • 2.2数控加工工艺分析 • 2.3数控加工工艺设计 • 2.4数控加工中的数值计算与处理 • 2.5数控加工中专用技术文件的编制
.
2
第二章
2.1 数控加工工艺概述
本节内容:
一.数控加工工艺的特点 二.数控加工工艺设计的主要内容
.
4
二. 数控加工工艺设计的主要内容
1.数控加工内容的选择 2.数控加工方法的选择
第二章
.
5
第二章
1.数控加工内容的选择 1).适于数控加工的内容:
(1)通用机床无法加工的内容应作为优先选 择内容;
(2)通用机床难加工,质量也难以保证的内 容应作为重点选择内容;
(3)通用机床加工效率低、工人手工操作劳 动强度大的内容,可在数控机床尚存在富裕 加工能力时选择。
此外,在选择和决定加工内容时,也要考虑生产 批量、生产周期、工序间周转情况等等。总之,要 尽量做到合理,达到多、快、好、省的目的。要防 止把数控机床降格为通用机床使用。
数控加工工艺培训(共42张PPT)
第三章 数控加工工艺
第二节 数控加工的工艺处理
图3-9 非敞开部位的沟槽加工 返回目录
第三章 数控加工工艺
第二节 数控加工的工艺处理
图3-10 普通机床上用成形刀加工沟槽 返回目录
第三章 数控加工工艺
第二节 数控加工的工艺处理
图3-11 数控机床上加工对应的沟槽 返回目录
第三章 数控加工工艺
图3-26 车削中心加工类型 返回目录
第三章 数控加工工艺
第四节 数控车床加工工艺
图3-27 可转位车刀 返回目录
第三章 数控加工工艺
第四节 数控车床加工工艺
图3-28 可转位刀片的紧固方式 返回目录
第三章 数控加工工艺
第四节 数控车床加工工艺
图3-29 用圆形刀片进行仿形加工 返回目录
第三章 数控加工工艺
图3-19 型腔区域加工走刀路线 返回目录
第三章 数控加工工艺
第三节 数控加工工艺的制订
图3-20 三坐标曲面行切法加工 返回目录
第三章 数控加工工艺
第三节 数控加工工艺的制订
图3-21 曲面加工走刀路线 返回目录
第三章 数控加工工艺
第三节 数控加工工艺的制订
图3-22 进给速度的确定 返回目录
第三章 数控加工工艺
第一节 数控加工的坐标系
图3-5 三坐标加工 返回目录
第三章 数控加工工艺
第一节 数控加工的坐标系
图3-6 车削零件图 返回目录
第三章 数控加工工艺
第一节 数控加工的坐标系
图3-7 G92刀具调整位置 返回目录
第三章 数控加工工艺
第二节 数控加工的工艺处理
图3-8 数控车床上加工的典型零件 返回目录
电子课件-《数控加工工艺学》-B01-9549 表3—40 数控加工工序卡
表3—40 数控加工工序卡
企业
数控加工工序卡
产品名称或代号
零件名称
材料
零件图号
轴套
45钢
工序号
程序编号
夹具名称
夹具编号
使用设备
车间
三爪自定心卡盘
工步号
工步内容
加工面
刀具号
刀具规格(mm)
主轴转速(r/min)
进给量(mm/r)
背刀吃量(mm)
备注
1
粗车右端面
T01
400
O.3
3
2
钻中心孔
T02
1500
T05
900
O.1
O.25
8
精车外圆φ60 mm符合图样要求
T04
900
O.1
O.25
9
切槽2 mm×l mm(2处)
T06
1500
O.0210掉头装夹φ5 mm的部分,精加工图上的右端部分;精平端面,保证总长120 mm
T04
900
O.1
O.25
11
精车内孔φ18 mm、φ20 mm及内锥孔面到φ25 mm
O.02
3
钻通孔φ15 mm
T03
800
O.1
4
粗车外圆,从右到左加工到φ60 mm圆弧的最高点,单边留余量O.25 mm
T01
400
O.3
3
5
先平端面,再粗车外圆,从右到左加工到φ60 mm圆弧的最高点,与前一车削的刀痕相接
T01
400
O.3
3
6
精平端面
T04
900
O.1
O.25
7
精车内孔φ18 mm,并倒角C1.5mm
企业
数控加工工序卡
产品名称或代号
零件名称
材料
零件图号
轴套
45钢
工序号
程序编号
夹具名称
夹具编号
使用设备
车间
三爪自定心卡盘
工步号
工步内容
加工面
刀具号
刀具规格(mm)
主轴转速(r/min)
进给量(mm/r)
背刀吃量(mm)
备注
1
粗车右端面
T01
400
O.3
3
2
钻中心孔
T02
1500
T05
900
O.1
O.25
8
精车外圆φ60 mm符合图样要求
T04
900
O.1
O.25
9
切槽2 mm×l mm(2处)
T06
1500
O.0210掉头装夹φ5 mm的部分,精加工图上的右端部分;精平端面,保证总长120 mm
T04
900
O.1
O.25
11
精车内孔φ18 mm、φ20 mm及内锥孔面到φ25 mm
O.02
3
钻通孔φ15 mm
T03
800
O.1
4
粗车外圆,从右到左加工到φ60 mm圆弧的最高点,单边留余量O.25 mm
T01
400
O.3
3
5
先平端面,再粗车外圆,从右到左加工到φ60 mm圆弧的最高点,与前一车削的刀痕相接
T01
400
O.3
3
6
精平端面
T04
900
O.1
O.25
7
精车内孔φ18 mm,并倒角C1.5mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车刀及刀夹第2部分:可转位车刀形式尺寸和技术条件》(GB/ T5343.2—2007);刀片型号和尺寸见有关刀具手册,
GC435为SandVik (山特维克)公司的涂层硬质合金刀片牌号。
GC4035
0.8
5
T01
外圆粗车刀
DCLNL2525M12
CNMMl60612—PR
GC4035
0.8
6
T04
外圆精车刀
PCLNL2525M12
DNMGl50404—PF
GC4015
0.4
7
T05
内圆精车刀
PCLNR09
CNMG090304—PFPCLNL2525M12
DNMGl50404—PF
DNMGl50404—PF
GC4015
0.4
13
T07
切槽刀
LFl23H13—2525B
N123H2—0400—0003—GM
GC4025
0.3
14
T08
螺纹刀
L166.4FG—2525—16
R166.0G—16MM01—200
GC1020
编制
审核
批准
共1页
第.
.页
注:刀具型号组成参见国家标准《可转位车刀及刀夹第1部分:型号表示规则》(GB/ T5343.1—2007)和《可转位
GC4015
0.4
9
T06
切槽刀
LFl23H13—2525B
N123H2—0200—0003—GM
GC4025
0.3
10
T04
外圆精车刀
PCLNL2525M12
DNMGl50404—PF
GC4015
0.4
11
T05
内圆精车刀
PCLNR09
CNMG090304—PF
0.4
12
T04
外圆精车刀
PCLNL2525M1
表3—41 数控加工刀具卡
产品名称或代号
零件名称
零件图号
程序编号
工步号
刀具号
刀具名称
刀具型号
刀片
刀尖半径/mm
备注
型号
牌号
1
T01
外圆粗车刀
DCLNL2525M12
CNMMl60612—PR
GC4035
0.8
2
T02
中心钻
3
T03
φ15 mm钻头
4
T01
外圆粗车刀
DCLNL2525M12
CNMMl60612—PR
GC435为SandVik (山特维克)公司的涂层硬质合金刀片牌号。
GC4035
0.8
5
T01
外圆粗车刀
DCLNL2525M12
CNMMl60612—PR
GC4035
0.8
6
T04
外圆精车刀
PCLNL2525M12
DNMGl50404—PF
GC4015
0.4
7
T05
内圆精车刀
PCLNR09
CNMG090304—PFPCLNL2525M12
DNMGl50404—PF
DNMGl50404—PF
GC4015
0.4
13
T07
切槽刀
LFl23H13—2525B
N123H2—0400—0003—GM
GC4025
0.3
14
T08
螺纹刀
L166.4FG—2525—16
R166.0G—16MM01—200
GC1020
编制
审核
批准
共1页
第.
.页
注:刀具型号组成参见国家标准《可转位车刀及刀夹第1部分:型号表示规则》(GB/ T5343.1—2007)和《可转位
GC4015
0.4
9
T06
切槽刀
LFl23H13—2525B
N123H2—0200—0003—GM
GC4025
0.3
10
T04
外圆精车刀
PCLNL2525M12
DNMGl50404—PF
GC4015
0.4
11
T05
内圆精车刀
PCLNR09
CNMG090304—PF
0.4
12
T04
外圆精车刀
PCLNL2525M1
表3—41 数控加工刀具卡
产品名称或代号
零件名称
零件图号
程序编号
工步号
刀具号
刀具名称
刀具型号
刀片
刀尖半径/mm
备注
型号
牌号
1
T01
外圆粗车刀
DCLNL2525M12
CNMMl60612—PR
GC4035
0.8
2
T02
中心钻
3
T03
φ15 mm钻头
4
T01
外圆粗车刀
DCLNL2525M12
CNMMl60612—PR