西门子伺服驱动系统分析
808D数控车床电气控制系统设计说明书

摘要数控技术发展飞速的今天,数控技术在现代制造业发挥越来越重要的作用,数控机床是数控制造业的核心,本文主要介绍了对数控车床的电气系统设计的过程。
本设计以CK6140车床为载体,对其数控电气系统经行详细设计。
其内容包括强电设计、弱电设计、PLC输入输出及接口设计,本设计选用西门子808D数控系统。
最后绘制出整个机床的电气系统原理图等。
本设计给出了整个机床的原理图绘制过程,重点部分模块化,较详细地介绍了各个部分的功能及用途。
分为 380V强电回路,控制回路,PLC输入输出控制,主轴驱动模块和进给伺服驱动模块,并介绍了相关的电气知识。
通过本设计说明书可以基本上掌握数控车床的电气原理,以及基本的电气常识,使读者无论是从整体上还是各个模块中都能够了解到数控车床相关的一系列电气知识。
关键词:数控系统;数控车床;PLC控制1ABSTRACTThe numerical controls that the technique development fast today, the numerical controls technique at the modern manufacturing industry exertive more and more importance function, numerical control tool machine is number control a manufacturing industry of core, this text mainly introduced logarithms to control the processed that the electricity system of lather design.The design CK6140 lathe as the carrier, the detailed design of the its NC electrical system through the line. its contents includes a strong electrically design, weakness design, PLC importation output and Interface design. The design uses a Siemens 808D CNC system. Finally, to map out the whole machine electrical system schematic. This principle diagram which designs to the whole tool machine draws process and the point parts of mold piece turn and compared to in detail introduce each function and use of part. Is divided into the 380 Vs strong electricity back track, control back track, the PLC importation outputs a control, the principal axis drives a mold piece and enters to servo drive a mold piece, and introduced related electronic knowledge.Through this design system can basically control numerical control the electricity principle of lather, and basic electronic common sense, make the reader regardless can understand numerical control the lather related series of electricity knowledge from wholly the top still each mold piece.Key Words:NC system; NC lathe; PLC control2目录摘要------------------------------------------------------------------------------------------------------- 1 ABSTRACT ------------------------------------------------------------------------------------------- 2目录------------------------------------------------------------------------------------------------------ 3第一章绪论----------------------------------------------------------------------------------------- 61.1前言 ------------------------------------------------------------------------------------------ 61.2国外数控系统的发展趋势 ------------------------------------------------------------- 61.2.1新一代数控系统采用开放式体系结构 ------------------------------------ 61.2.2新一代数控系统控制性能大大提高---------------------------------------- 71.2.3数控系统向软数控方向发展 ------------------------------------------------- 71.3我国数控技术的发展-------------------------------------------------------------------- 81.4CK6140数控车床主简介 ---------------------------------------------------------------- 9第二章西门子808D数控车床系统 --------------------------------------------------------- 112.1 西门子808D系统简介 --------------------------------------------------------------- 112.2人机界面 ---------------------------------------------------------------------------------- 132.3进给系统 ---------------------------------------------------------------------------------- 132.4 主轴驱动系统--------------------------------------------------------------------------- 132.5刀架控制系统 --------------------------------------------------------------------------- 142.6电柜设计及电源选用------------------------------------------------------------------ 142.6.1在设计电柜时应注意以下事项:----------------------------------------- 142.6.2 24VDC电源选用---------------------------------------------------------------- 152.7数控系统各部分的连接及接口 ----------------------------------------------------- 152.7.1系统的接线---------------------------------------------------------------------- 152.7.2 接口布置 ------------------------------------------------------------------------ 15第三章CK6140数控车床的基本组成和工作原理 --------------------------------------- 173.1数控车床组成 --------------------------------------------------------------------------- 173.2数控车床工作原理 --------------------------------------------------------------------- 193.3 CK6140数控车床运动分析 ---------------------------------------------------------- 2033.4 CK6140数控车床电气系统简述 ---------------------------------------------------- 21第四章CK6140数控车床硬件系统设计及元件选型------------------------------------ 254.1主轴驱动系统 --------------------------------------------------------------------------- 254.1.1主轴电动机---------------------------------------------------------------------- 254.1.2主轴电动机选型 --------------------------------------------------------------- 254.2机床进给伺服系统 --------------------------------------------------------------------- 264.2.1 CK6140数控车床对伺服驱动进给系统的要求------------------------ 274.2.2 伺服电机的选型--------------------------------------------------------------- 284.3控制电路原理图设计------------------------------------------------------------------ 314.3.1 380V系统强电控制回路----------------------------------------------------- 314.3.2电源回路 ------------------------------------------------------------------------- 334.4常用电器元件的选型------------------------------------------------------------------ 344.4.1低压电器选型的一般原则 -------------------------------------------------- 344.4.2断路器的选型------------------------------------------------------------------- 344.4.3电动机保护用自动开关的选型 -------------------------------------------- 354.4.4 熔断器选型 --------------------------------------------------------------------- 354.4.5接触器的选型------------------------------------------------------------------- 354.4.6热继电器的选型 --------------------------------------------------------------- 364.4.7中间继电器---------------------------------------------------------------------- 364.5 CK6140数控车床控制面板 ---------------------------------------------------------- 37第五章PLC设计及参数设置------------------------------------------------------------------- 395.1 PLC的基本结构及工作原理 --------------------------------------------------------- 395.2 PLC与CNC机床的联接方式 -------------------------------------------------------- 405.3 CNC加工代码在PLC上的实现方法----------------------------------------------- 415.3.1 T功能代码的实现方法------------------------------------------------------- 425.3.2 M功能代码实现方法--------------------------------------------------------- 425.4 PLC程序的模块化设计---------------------------------------------------------------- 425.5 PLC输入输出地址分配---------------------------------------------------------------- 425.6参数设置 ---------------------------------------------------------------------------------- 4445.6.1 PLC参数设置-------------------------------------------------------------------- 445.6.2机床参数设置------------------------------------------------------------------- 45第六章结论--------------------------------------------------------------------------------------- 47致谢 -------------------------------------------------------------------------------------------------- 48参考文献 --------------------------------------------------------------------------------------------- 495第一章绪论1.1前言装备工业的技术水平和现代化程度决定着整个国民经济的水平和现代化程度,机床制造业是一个国家的基本装备工业,是工业生产的技术基础,数控技术在给机床制造业带来显著经济效益及广阔发展前景的同时,也是发展新兴高新技术产业和尖端工业(如信息技术及其产业、航空、航天等国防工业产业)的使能技术和最基本的装备,因此它已成为衡量一个国家制造业水平的重要标志之一。
曲轴平衡机S120驱动系统报文通讯分析

曲轴平衡机 S120驱动系统报文通讯分析摘要曲轴平衡机上的S120驱动系统采用西门子370#标准报文来与电源模块通讯,采用自由报文与CU320以及驱动器通讯。
通过对曲轴平衡机S120驱动系统与PLC系统的报文通讯具体分析,来分析报文通讯的应用方法,并在现有报文基础上修正报文BICO互连缺陷及对应的PLC程序,使设备功能更加合理。
关键词:S120驱动系统;报文通讯;控制字;状态字;引言西门子SINAMICS驱动系统是当前在机械加工设备上应用极为广泛的变频器系统,SINAMICS系列中的SINAMICS S120 是集V/F 控制、矢量控制、伺服控制为一体的多轴驱动系统。
要实现PLC控制S120驱动系统实现控制功能必须与其实现通讯, PLC与S120系统通过通讯协议(报文)来实现数据传输。
本文主要从2个方面进行分析S120报文通讯在曲轴平衡机上的实际应用及改进:1.S120报文通讯介绍:标准报文和自由报文规则;2.曲轴平衡机S120系统报文通讯应用分析及现有报文通讯缺陷问题改进优化分析。
1S120系统报文通讯方式介绍设备要实现相应的功能,必须有控制器(PLC)发出相应的指令,S120的控制模块(CU)接收到指令后控制电源模块和电机模块执行对应的运动控制,如电机启动、旋转等。
设备常借助于PROFIBUS-DP来实现SIMATIC S7-300 与SINAMICS S120之间的数据交换,用S7-300来控制S120的运转及读写所需的参数。
S7-300 与SINAMICS S120交换的数据字的数量及各字的含义。
根据不同的应用来选择相应的报文(此处的报文是指通讯过程中的通讯协议)。
S120 中的报文结构分为三类:1、标准报文(1#、2#、3#、4#、5#、6#、7#、20#报文)标准报文是根据Profidrive规范制定的常规报文,当选择标准报文时,内部的过程参数会自动链接。
选择报文在参数P0922中设定,或者在组态驱动时选择。
西门子伺服
西门子伺服西门子伺服系统是一种精密的控制系统,用于驱动工业机械和设备。
它采用先进的技术,提供高效、精确和可靠的运动控制解决方案。
西门子伺服系统被广泛应用于各种行业,包括制造业、汽车工业、航空航天等领域。
本文将介绍西门子伺服系统的工作原理、特点以及应用。
工作原理西门子伺服系统由伺服驱动器和伺服电机组成。
伺服驱动器接收来自控制器的指令信号,并控制伺服电机的转速和位置。
伺服电机是一种特殊的电动机,具有高精度、高速度和高扭矩的特点,适用于需要精密控制的工业应用。
在工作时,伺服系统通过不断地检测反馈信号(如位置、速度、加速度等),将其与目标值进行比较,然后调整电机的转速和位置,使其达到所需的控制效果。
这种闭环控制系统可以实现高精度、高可靠性的运动控制。
特点西门子伺服系统具有以下特点:•高精度:西门子伺服系统采用先进的控制算法和传感器技术,可以实现非常高精度的位置、速度和力控制。
•高效率:伺服电机具有高效率、高力矩密度,能够在短时间内实现快速的加减速。
•高可靠性:西门子伺服系统采用可靠的组件和设计,能够在恶劣的工业环境下稳定运行。
•灵活性:伺服系统支持各种运动控制模式,可以满足不同工业应用的需求。
应用西门子伺服系统被广泛应用于以下领域:1.制造业:西门子伺服系统可以驱动各类生产设备,如机床、激光切割机、注塑机等,实现高精度的加工和生产。
2.汽车工业:在汽车生产线上,西门子伺服系统可以控制机器人、传送带等设备,自动完成组装、焊接等工序。
3.医疗设备:西门子伺服系统用于驱动医疗设备的运动部件,如影像设备、手术机器人等,保证操作的精确性和稳定性。
4.航空航天:在航空航天领域,西门子伺服系统被用于控制飞机机翼、导航系统等部件,确保飞行安全和精准度。
综上所述,西门子伺服系统作为一种先进的运动控制技术,已经成为工业自动化领域的重要组成部分,为工业生产和制造提供了高效、精确和可靠的解决方案。
SINAMICS_Startdrive_V16功能在TIA博途的应用
第58卷0引言SI N A M I CS St ar t dr i ve 可以用来在TI A Por t al中进行西门子驱动的配置和参数设置。
可进行以下任务:将驱动嵌入项目,作为单个驱动或将驱动与上级控制系统进行联网;对所用功率部件、电机和编码器进行参数配置(包括最新的S210系列驱动产品);支持配置多种控方式来控制驱动;支持驱动专用功能(如自由功能块和工艺控制器)等扩展参数设置;通过驱动控制面板在线测试驱动参数设置;出现故障时执行诊断。
1概述1.1软件简介SI N A M I CS St ar t dr i ve 调试软件是将西门子驱动器硬件集成到TI A Por t al工程框架中的理想工具。
借助最新版本的SI N A M I CS St ar t dr i ve V 16,西门子正在扩展自动化平台上可用的驱动硬件产品组合。
该软件有两个版本:St ar t dr i ve Bas i c 和St ar t dr i ve A dvanced 。
Bas i c 版包括驱动设备的调试和诊断功能。
A dvanced 版除了包含Bas i c 版的所有功能外,还包含SI N A M I CS S120,G 120和S210的集成安全验收测试功能。
1.2新功能介绍SI N A M I CS St ar t dr i ve 调试工具是自动化设备调试的关键软件。
利用博途平台,驱动器和控制器之间的便捷交互使SI M A TI C 控制器和SI N A M I CS 驱动器轻松完成运动控制项目的调试。
从V 16版本开始,其功能得到了进一步增强。
在集成了SI N A M I CS S120多轴系统CU 320-2PN 之后,从V 16开始也支持组态和调试CU 310-2PN 及PM 240-2。
CU 310-2PN 是S120高端伺服驱动系统的单轴控制单元。
最新推出的SI M A TI C 驱动运动控制器(Si m at i c D r i ve Cont r ol l er )的驱动控制也集成在St ar t dr i ve 调试工具中。
数控设备调试与维修6-实验五 SIMODRIVE 611U伺服驱动的配置
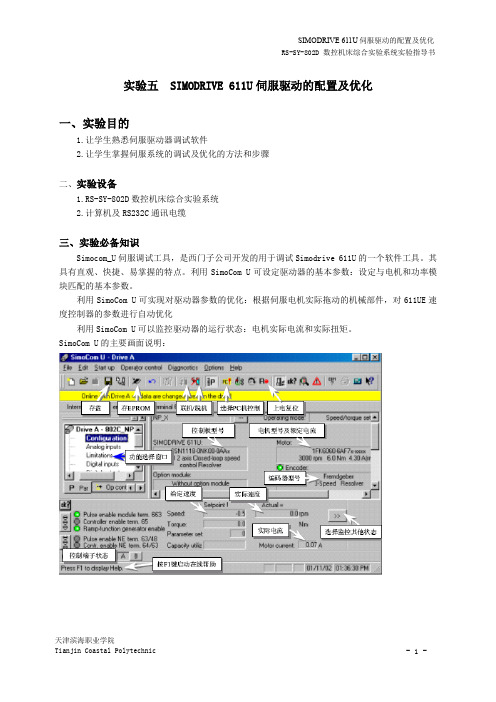
实验五 SIMODRIVE 611U伺服驱动的配置及优化一、实验目的1.让学生熟悉伺服驱动器调试软件2.让学生掌握伺服系统的调试及优化的方法和步骤二、实验设备1.RS-SY-802D数控机床综合实验系统2.计算机及RS232C通讯电缆三、实验必备知识Simocom_U伺服调试工具,是西门子公司开发的用于调试Simodrive 611U的一个软件工具。
其具有直观、快捷、易掌握的特点。
利用SimoCom U可设定驱动器的基本参数:设定与电机和功率模块匹配的基本参数。
利用SimoCom U可实现对驱动器参数的优化:根据伺服电机实际拖动的机械部件,对611UE速度控制器的参数进行自动优化利用SimoCom U可以监控驱动器的运行状态:电机实际电流和实际扭矩。
SimoCom U的主要画面说明:四、实验内容1.驱动器的调试2.驱动器的优化五、实验步骤1.驱动器的调试步骤一在断电的情况下(台式电脑要拔下电源插头!),用RS232电缆连接PC的COM口与611U 上的X471端口。
步骤二驱动器上电,在611UE的液晶窗口显示:“A1106”表示驱动器没有数据;R/F红灯亮;总线接口模块上的红灯亮步骤三从WINDOWS的“开始”中找到驱动器调试工具SimoCom U,并启动;步骤四选择连机方式步骤五进入连接画面后,自动进入参数设定画面:在软件的提示下进行参数的设定:1)定义驱动器的名称,通常可以用轴的名称来定义,如该驱动器用于X轴我们可以添入XK7124_X2)输入PROFIBUS总线地址:3)设定电机型号:4) 选择编码器,选择标准编码器( 2048 P sin/con信号,1Vpp) 如为其他编码器请选择Enter Data 并如实输入编码器数据。
5)选择运行模式6)直接测量系统的设定7)直接测量系统参数8)存储参数9)配置完成611UE的R/F红灯灭,液晶窗口显示“A0831”—表示总线数据通讯;总线接口模块上的红灯亮若PLC控制电源模块的端子48、63、64分别与端子9接通,电源模块的黄灯亮,表示电源模块已使能;坐标轴配置的不正确可导致驱动及电机出现故障,如数据未存储也会在伺服单元掉电后,在伺服驱动器上出现1106号报警。
西门子840D伺服系统控制参数优化分析与研究
西门子840D伺服系统控制参数优化分析与研究作者:刘端健阳春华来源:《计算技术与自动化》2013年第02期摘要:在分析现代机械加工制造行业中高精密数控机床伺服系统控制参数优化重要性的基础上,简要介绍应用普遍的西门子840D伺服系统,着重研究西门子840D伺服系统控制参数优化的原理与方法。
对使用840D伺服系统的圆柱齿轮加工机床的位置环、电流环与速度环进行优化,通过对比优化前后的加工效果和同步误差,证明伺服系统控制参数优化可以提高齿轮齿面加工精度和光洁度以及加工效率。
关键词:伺服系统;控制参数;840D中图分类号:TG659 文献标识码:A1引言现代高精度数控机床是实现各种复杂曲面零件的精密加工的最重要的关键设备,很多精密数控机床的直线轴都采用当今最先进的直接驱动(直驱)技术,由伺服电机直接驱动进给装置,通过多种方式的插补技术很好满足了加工高精度和高表面光洁度复杂工件的要求。
直驱技术其优点是动态响应特性好、运行速度快,精度高。
由于驱动部件跟负载间直接连接,无需做额外的硬件连接误差补偿。
因此直驱技术在各种中、高端的机床产品和模具生产机床中得到了广泛的应用[1]。
直驱技术虽然具有上述优点,但是由于省去了电机跟负载端的机械传动链,传动比近似为1:1,这也使得电机对负载变化显得格外敏感[2],同时负载的固有频率容易引起伺服电机驱动系统产生共振现象,引起机床在加工零部件过程中表现出震动和抖动以及加工噪声等现象。
因此需要对伺服系统的速度环、电流环、位置环控制参数进行优化[3]。
2西门子840D伺服系统简介西门子840D伺服系统是西门子公司于上世纪90年代推出的高档产品。
它保留了前两代产品高效的三CPU结构:人机通信CPU(MMCCPU)、数字控制CPU(NCCPU)和可编程逻辑控制器CPU(PLCCPU)。
840D伺服系统具有数字化驱动、可控制的轴多、操作系统视窗化、软件内容丰富、五轴联动模块化设计等优点。
西门子840D伺服系统控制框图如图1所示,主要包括:1)数字控制单元NCU,集成了SINUMERIK 840D 数控CPU 和SIMATIC PLC CPU 芯片,包括相应的数控软件和PLC 控制软件。
西门子V90伺服系统优势分析
SINAMICS V90伺服驱动和SIMOTICS S-1FL6 伺服电机组成了性能优化,易于使用的伺服驱动系统,八种驱动类型,七种不同的电机轴高规格,功率范围从0.05kW到7.0kW以及单相和三相的供电系统使其可以广泛用于各行各业,如:定位,输送,收放卷等设备中,同时该伺服系统可以与S7-1500T/S7-1500/S7-1200 进行完美配合,实现丰富的例如凸轮/齿轮等运动控制功能,应用在横切、追剪等设备中。
SINAMICS V90 伺服驱动系统特点概述伺服性能优异1、先进的一键优化及自动实时优化功能使设备获得更高的动态性能2、自动抑制机械谐振频率3、1 MHz 的高速脉冲输入4、20 位分辨率的多圈绝对值编码器性价比高1、集成所有控制模式:外部脉冲位置控制、内部设定值位置控制(通过程序步或Modbus或PROFINET)、速度控制和扭矩控制2、集成内部设定值位置控制功能3、全功率驱动标配内置制动电阻4、集成抱闸继电器(400V 型),无需外部继电器使用方便1、集成了PTI, PROFINET, USS, Modbus RTU多种上位接口方式2、与控制系统的连接快捷简单3、西门子一站式提供所有组件4、快速便捷的伺服优化和机械优化5、简单易用的SINAMICS V-ASSISTANT 调试工具6、通用SD 卡参数复制运行可靠1、更宽的电压范围:200 V ... 240 V –15% / +10% (230V 型) 及380 V (480)V –15% / +10% (400V 型)2、高品质的电机轴承3、电机防护等级IP 65,轴端标配油封4、集成安全扭矩停止(STO)功能5、驱动与电机可靠组合Sinamcs V90集成了丰富的控制模式,如外部脉冲位置控制(PTI)、USS/Modbus 连接、内置定位(IPos)以及转速和转矩控制等,方便用户使用。
全功率集成的制动电阻也降低了用户成本。
此外,伺服驱动器还具有高达1MHz的高速脉冲输入,并支持20位分辨率的绝对编码器。
PLC控制伺服电机实例分析

PLC控制伺服电机实例分析PLC控制伺服电机是工业自动化领域中常见的一种应用,通过PLC控制器来实现对伺服电机的精准控制,使得生产线的运作更加高效和稳定。
在本文中,将以一个实际的应用案例来介绍PLC控制伺服电机的工作原理和实现过程。
一、系统结构本系统采用的是西门子PLC控制器和西门子伺服电机,系统主要由PLC控制器、伺服驱动器和伺服电机组成。
PLC控制器负责接收外部信号,进行逻辑控制,并向伺服驱动器发送控制指令,伺服驱动器则接收这些指令并控制伺服电机的运动。
二、PLC编程在PLC编程中,需要定义输入输出引脚、变量和逻辑控制程序。
首先需要定义输入引脚,用于接收外部传感器信号,比如光电传感器、开关等;然后定义输出引脚,用于控制伺服驱动器,实现对伺服电机的启停和速度调节;接着定义一些变量,用于存储中间状态和控制参数;最后编写逻辑控制程序,根据输入信号和变量状态来控制伺服电机的运动。
三、伺服电机控制伺服电机的控制主要包括位置控制、速度控制和力矩控制。
在PLC编程中,可以通过设定目标位置、目标速度和目标力矩来实现对伺服电机的控制。
通过调节PID控制器的参数,可以实现对伺服电机的精准控制。
四、系统调试在系统调试中,需要先进行参数设置和校准,确保伺服电机的运动符合预期。
然后通过PLC编程调试工具,监控伺服电机的运动状态和控制指令,发现问题并及时修复。
最后对整个系统进行测试,验证其性能和稳定性。
综上所述,PLC控制伺服电机是一种高效、稳定的控制方式,适用于各种需要精准位置和速度控制的场合。
通过合理的PLC编程和参数设置,可以实现对伺服电机的精确控制,提高生产效率和品质。
在实际应用中,需要根据具体情况进行调整和优化,确保系统的稳定性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
135中国设备工程Engineer ing hina C P l ant中国设备工程 2019.08 (上)多年来,西门子公司一直在满足产品高品质需求的同时追求卓越,希望通过更优化的成本与更快速的产品投放速度占据机械设备市场,成为顶级机械设备制造商。
在当今机械设备制造产业中,兼具直观操作与高效组态系统建设已经成为大势所趋,所以结构紧凑、功能强大且易用的SINAMICS S210伺服驱动系统应运而生。
1 西门子SINAMICS S210伺服驱动系统简介1.1 产品基本情况西门子公司在2017年全新开发的SINAMICS S210伺服驱动器与SIMOTICS S-1FK2电机共同组成了一套完整的伺服驱动系统。
系统中就涵盖了5个功率等级,分布于50~750W 功率范围。
SINAMICS S210伺服驱动器整体集成了大量丰富的安全功能内容,能够实现快速工程组态,它主要通过Profinet 连接到上位控制器部分,较好地结合Web 服务器与一键优化功能实现了调试工作优化简化,可与Simotics 伺服电机配合使用,实现小负载状态下的高动态相应运动与中高负荷超精密运动。
在整个设计结构中,SINAMICS S210伺服驱动器与SIMOTICS S-1FK2电机相互之间只通过一根电缆连接,真正做到了简单连接结构承载丰富功能。
目前,西门子的这一全新伺服驱动服务系统已经被广泛应用于机械包装、物料抓取、木材陶瓷加工、数字印刷等重要加工服务领域。
1.2 产品外观图1为西门子SINAMICS S210伺服器驱动系统产品外观,其中左边为SINAMICS S210伺服驱动器,右边为SIMOTICS西门子伺服驱动系统分析周文(上海振华重工电气有限公司,上海 200125)摘要:在2017年4月的德国汉诺威工业博览会上,西门子公司发布推出了全新款的伺服驱动系统——适用于中高端应用的全新伺服驱动系统SINAMICS S210。
该系统同时搭载了SIMOTICS S-1FK2电机,具有集成安全功能强、工程调试快速的优势特点。
本文中将从产品外观、基本功能、技术参数以及典型应用等4个方面展开分析,全面剖析西门子的这一全新伺服驱动系统。
关键词:伺服驱动系统;西门子;SINAMICS S210;功能;典型应用中图分类号:TM921.541 文献标识码:A 文章编号:1671-0711(2019)08(上)-0135-02S-1FK2电机,整个产品外观造型与结构样式基本上与当前市面上的大部分同类产品类似,属于典型的单轴独立型伺服驱动器,其中每台驱动器都拥有自己相对独立的AC 电源输入接口和输出轴。
同时,它的正面接口布局中规中矩,上方黑色翻盖部分为显示操作面板,下方为系统的电机动力输出与编码器反馈部分,中部偏左位置为动力与控制电源输入部分,而中部偏右为通讯及I/O 信号端口。
整体来看,该伺服器驱动系统的设计布局相对平淡,但它其中只通过一根电缆连接系统中两大设备则相对特别,这是之前的伺服器驱动系统设计中所没有的设计尝试。
1.3 产品技术参数在发布SINAMICS S210伺服驱动系统以后,西门子也随即发布了该产品的系统技术参数。
首先是功率范围,系统中SINAMICS S210 S210伺服驱动器的功率范围包括2种,分别为1AC 230V,0.1~0.75kW ;SIMOTICS S-1FK2电机的功率范围为0.05~0.75kW 以及0.4~7kW 。
表1 六种颗粒阻尼减振效果类别减振效果类别减振效果颗粒A 1颗粒D 0.5颗粒B 1.2颗粒E 0.5颗粒C1.5颗粒F2从表1可以看出,试验结果表明,颗粒阻尼可以有效地降低泵组振动,其中颗粒F 减振效果最明显,可降低2dB ,最终机脚振级为111.8dB 。
4 结语综上所述,将原方案底座的上环和底环加厚,将支撑筋数量设计为5根,并将筋设计为空心圆柱结构,内部填充颗粒阻尼可以有效地降低泵组振动,其中选用3mm 钢丸减振效果最好,可以降低2dB ,最终机脚振级为111.8dB 。
参考文献:[1]陈世亮,董为勇等. 屏蔽泵的结构特点及关键技术[J].通用机械,2005(7):22-24.[2]郭昕. 屏蔽泵激励源与传递途径特性分析[D].哈尔滨:哈尔滨工程大学,2014.[3]鲁正,吕西林等. 颗粒阻尼技术研究综述[J].振动与冲击,2013,32(7):1-7.图1 西门子SINAMICS S210伺服驱动系统产品外观136研究与探索Research and Exploration ·工艺与技术中国设备工程 2019.08 (上)其次是扭矩方面,分别为1AC 230V 0.16~2.4Nm 以及3AC 400V 1.3~50Nm。
再者是通讯方面,该系统可被应用于PROFINET IRT、PROFisafe 以及PROFlenergy 等多个领域中,整体表现为通讯功能强大易用。
同时它目前还可被应用于Web server 以及Startdrive 调试工程中。
最后,该系统拥有电磁波过滤器,其中集成了1AC 230V class C2以及3AC 400V class C3两种形式。
在电机设计方面,系统采用了SPEED-CONNECT 快速锁定紧固件与紧凑可旋转插头设计,其中连接电缆可允许连接最长长度达到50m 。
电机设计中还采用到了典型控制器SIMATICS S7-1500T-CPU,其中就包含了高动态型地转子惯量(电机轴高20~63mm)以及紧凑型低等转子惯量(电机轴高30~100mm )。
另外,在电机选件方面采用到了抱闸、滑键、旋转轴封以及单圈及多圈编码器系统。
1.4 产品功能优势SIMATICS S210伺服驱动系统之所以能够获得德国设计大奖“红点”殊荣,是因为它在基础功能方面表现出了诸多惊艳之处。
(1)便捷化连接。
如上文所述,连接SIMATICS S210伺服驱动器与SIMOTICS S-1FK2电机的仅为一根OCC 电缆,该OCC 电缆中为动力电缆,同时兼顾编码器信号电缆与抱闸电缆功能,整条动力电缆直径仅为9mm ,并附带一个连接插头。
OCC 电缆横截面较小,相比之前西门子推出的伺服驱动系统的电缆更轻、更细、更灵活,这为整个系统的布线过程简化提供了较大便利。
相比传统牵引链导体,该系统的紧凑型单电缆连接将弯曲半径彻底缩小50%左右。
同时,它的连接插头采用到了坚固耐用设计,高度为25mm ,易转动且操作简便。
在电缆插头部分该系统专门设置了用户友好型自锁插头,该插头位于伺服驱动器正面的推进式终端位置,方便日常检修维护与拆卸,所以整体来看,其系统布线极其简单。
(2)简易化调试。
SIMATICS S210伺服驱动系统的整体调试简便,其中的电机与驱动器两部分都借助Webserver 与一键优化来实现系统调试过程简化。
具体来说,首先通过Webserver 调试无须安装任何软件,大幅度减少1/3调试时间。
而其调试界面则相当友好人性化,不但可显示内容丰富,易于轻松上手,而且还专门配置了一键优化功能,可实现控制参数自动优化,满足系统运行的诸多动态性能要求。
(3)安全性优化。
SINAMICS S210伺服驱动器集成了较为强大且多元的安全功能内容,它其中就包含了STO (安全转矩关断)、SS1(安全停止1)、STO 以及SS1等安全功能模块,它们都能通过PROFIsafe 执行模块功能内容,而其中的STO 更能通过端子启动,非常方便。
目前系统安全功能体系还在研发升级准备阶段,预计在以后还会展示更多的功能。
(4)高度动态控制。
SINAMICS S210伺服驱动器系统的电机轴部分可实现高度动态控制,它能够与系统中的典型控制器系统相互连接,完成从简单定位到复杂运动的整个控制过程,这一系列操作所采用的正是集成Web 服务器,在实现对驱动伺服器的动态调试以后,再通过一键自动优化功能展现不同机械负载状态下的动态系数,满足系统自动优化控制参数要求。
目前在系统中,它已经展示的集成安全功能就包括“安全扭矩断开”与“安全停止SS1”两项重要动态控制功能。
系统的高度动态控制,再配合伺服驱动器的快速采样功能、智能控制算法、高级编码器控制、低转子惯量与高过载操作等就能大幅度提高系统整体运动精度与动态性能。
目前系统可配置的电机类型较多,其中就包含了拥有20mm 、30mm、40mm 3种中心高度的伺服驱动系统电机。
2 西门子SINAMICS S210伺服驱动系统的典型应用简析SINAMICS S210伺服驱动系统是可投入于诸多典型应用生产工作环境中的,例如,它在包装机械、三坐标机械手搬运抓取、陶瓷、木工加工以及数字印刷等等领域都有广泛应用,这表现了它极强的生产应用功能兼容性。
2.1 集成运动控制与安全控制功能应用就以陶瓷、木工加工生产为例,SINAMICS S210伺服驱动系统就采用了集成总线通讯端口PROFINET IRT 中的以太网时钟同步功能进行加工作业实时动态控制,再配合上位运动控制器满足某些复杂动态同步控制功能。
在这里,西门子公司采用了相当成熟的SIMOTION CU 控制单元,可完美地配合兼容SIMATIC S7-1500典型控制器的T-CPU 核心控制部分。
除了合理运用到PROFINET 集成运动控制功能以外,系统还同时集成了安全控制PROFlsafe 与能源管理PROFlenergy 功能,两项功能可实现系统安全控制组件与系统本身的安全联锁连接,为提高陶瓷及木工生产加工安全水平。
对整个系统的运营及维护时间成本节约也大有帮助。
另外,借助系统所继承的PROFlenergy 功能,各个伺服轴的运控能耗分析数据也可得以有效整合,确保功能自然合理融入企业生产工厂与生产设备能源管理系统中,它可以帮助对企业生产设备一线运行底层产品元器件的能源使用状况集中分析、动态监控与精细化管理。
2.2 “一键式”整定功能应用SINAMICS S210伺服驱动系统的另一生产功能应用就是“一键式”整定功能应用,它基于整定运动控制系统特性合理调控复杂控制环参数,有效减少手动控制操作流程,只通过调试界面动态性操作技能形成一整套生产运动控制策略,确保系统在各项典型应用中都能自动完成控制环调整与运控特性参数有效优化。
在以前的西门子家伺服驱动系统中,是不具备“一键式”整定功能的,所以此次新系统加入该功能实属一大突破,它提高了伺服驱动系统在工业生产中的产品运控易用性,也相应提高了木工、陶瓷加工的生产安全性。
3 结语相比之下,这款SINAMICS S210伺服驱动系统与西门子公司所发布的V90 PN 在外观、功率段等方面极为类似,但在基本功能应用与典型应用方面有所强化,这为该产品给出了更高的市场定位。
目前,它已经被各个工业生产领域所广泛应用,体现了较高的系统功能应用价值,成为西门子家在机械设备市场的又一成功典范。