15CrMoR热处理技术
15CrMoR产品性能

是压力容器用钢。
属于一种中温抗氢钢,产地:舞钢、首钢、武钢、南钢、15CrMoR新钢、湘钢、济钢。
15CrMoR牌号简介“15”是碳含量成分0.15%“Cr”是成分含有一定化学元素-铬“Mo”是成分含有一定化学元素-钼“R”是容器板容的第一个字母15CrMoR,热处理常采用:正火+回火在550℃以下时,具有较高的持久强度。
执行标准:GB713—2014舞钢临氢15CrMoR(H)执行标准WYJ410-200815CrMoR化学成分C Si Mn P S Cr Mo0.12~0.18 0.15~0.400.40~0.70≤0.025≤0.0100.80~1.200.3~0.60舞钢15CrMoR(H)化学成分成分分析方法C Si Mn P S Cr Mo熔炼分析0.12~0.180.15~0.40 0.40~0.70 ≤0.010≤0.010 0.80~1.20 0.3~0.60产品分析0.10~0.20 0.13~0.43 0.37~0.73 ≤0.012≤0.010 0.75~1.25 0.3~0.62成分分析方法Ni Cu Sb Sn As 【H】熔炼分析≤0.20≤0.20≤0.003≤0.015≤0.016≤2ppm产品分析≤0.20≤0.20≤0.003≤0.015≤0.016≤2ppm 注:回火脆化敏感性系数满足以下要求:X= (10P+5Sb+4Sn+As)×10≤15,式中元素以ppm含量代入,如0.01%以100ppm 代入。
J=(Si+Mn)×(P+Sn)×10≤180,式中元素以重量百分含量代入,如0.01%以0.01代入。
15CrMoR机械性能15CrMoR的力学性能钢板状态力学性能和冷弯性能板厚(mm) 抗拉强度屈服强度伸长率温度冲击功冷弯试验180°b=2a正火加回火6~60450-590≥295≥1920 ≥31d=3a >60~100 ≥275>100-150 440-580 ≥255舞钢15CrMoR(H)的力学性能项目数值单位室温拉伸Rm 厚度≤100mm450~590 MPa>100~150mm 440~580室温拉伸Rp0.2 厚度≤100mm≥295MPa>100~150mm ≥255室温拉伸≥19% 室温拉伸断面收缩率Z ≥45(适用于园拉伸试验)≥40(适用于板拉伸试验)%0°C夏比冲击功(V)型缺口平均值≥55J 高温拉伸屈服强度Rp0.2 详见技术条件MPa 室温弯曲试验d=2a最大模拟焊后热处理和最小模拟焊后热处理执行以下工艺:Max .PWHT::690±10°C×18(0)hMin.PWHT::690±10°C×6h(0)钢板的板标:执行GB713-2008的规定。
15crmor热处理时机
15crmor热处理时机15CrMoR是一种用于制造压力容器的低合金钢材料。
热处理是15CrMoR钢材重要的工艺步骤之一,对钢材的性能和组织结构具有重要的影响。
本文将从15CrMoR热处理的目的、方法和效果三个方面进行详细介绍。
一、热处理的目的15CrMoR热处理的主要目的是改善钢材的组织结构和性能,提高其力学性能和耐腐蚀性。
通过热处理,可以消除钢材中的组织缺陷,调整晶粒结构,提高材料的韧性和强度,同时提高其耐热性和耐腐蚀性。
二、常用的热处理方法15CrMoR的常用热处理方法包括退火、正火和淬火。
其中,退火是将钢材加热到一定温度,保温一段时间后缓慢冷却,目的是消除内应力,调整组织结构,提高塑性和韧性。
正火是将钢材加热到一定温度,保温一段时间后在空气中冷却,目的是调整组织结构,提高强度和硬度。
淬火是将钢材加热到临界温度,迅速冷却至室温,目的是形成马氏体组织,提高材料的硬度和强度。
三、热处理的效果15CrMoR经过适当的热处理后,可以获得较好的力学性能和组织结构。
退火处理可以消除钢材中的残余应力,提高材料的塑性和韧性,使其更容易加工成型。
正火处理可以调整钢材的组织结构,提高其抗拉强度和硬度,使其具有较好的耐磨性和耐腐蚀性。
淬火处理可以使钢材形成马氏体组织,大大提高材料的硬度和强度,但同时也会降低其韧性。
因此,在实际应用中,需要根据具体要求来选择适当的热处理方法和工艺参数,以获得最佳的综合性能。
15CrMoR热处理是制造压力容器过程中不可或缺的一步。
通过适当的热处理方法,可以改善钢材的组织结构和性能,提高其力学性能和耐腐蚀性,从而确保制造的压力容器具有良好的安全性和可靠性。
在实际应用中,需要根据具体要求来选择适当的热处理方法和工艺参数,以获得最佳的综合性能。
同时,也需要严格控制热处理过程中的温度和时间,以确保热处理效果的稳定性和可靠性。
对于15CrMoR钢材的热处理工艺研究还有待进一步深入,以满足不同工况和使用要求的压力容器的制造需求。
15CrMo钢管的焊后热处理工艺
15CrMo钢管的焊后热处理工艺?焊接?!~一rMo管酶盾雅理蓥重庆JJI维建安工程有限公司(401254)李熙莉目前,在石油化工行业低合金耐热钢的应用越来越普遍,特别是Cr—Mo型耐热钢.由于这类钢含有一定量的碳和合金元素.所以焊接时有一定的淬硬倾向,在较大拘束应力作用下,容易产生冷裂纹,焊接性较差.因此,焊前必须进行预热.焊后为了加速扩散氢的逸出,必须进行焊后热处理:由于珠光体和马氏体耐热钢具有形成延迟裂纹的倾向,因此,热处理必须在焊后立即进行,否则必须进行中问热处理或消氢处理.我厂安装的甲醇输送管线,其中蒸汽管线部分材料为15CrMo.由于是现场施工,所以焊接前预热以及焊后热处理只能用火焰加热和用电加热器进行局部热处理.通过这样处理的管线,焊接接头及热影响区没有裂纹及延迟裂纹产生,各个焊口均一次焊接合格.1.15CrMo钢的化学成分厦力学性能15CrMo钢的化学成分见表1.15CrMo钢的力学性能见表2裹1化学成分(质■分数)(%)CSMnSPCrNiMoI其他0.12~0I7~040~080~040~Co≤0040040<0250.180.370701l0055<003裹2力学性能热处理钢号baK/备注状态v【Pa/MPa(96)(%)J?crn930~960℃正火24”Ci15o≥4帅>/225≥20680~730℃回火从上表中可看出这种材质的钢材属空淬钢,钢的力学性能在很大程度上取决于钢的热处理状态对压力容器和管道来说,设计标准规定的许用应力值均以完全热处理状态材料所达到的强度性能为基础;在设备制造及管道安装中,各种加工工艺及焊接等都将改变钢材的原始状态强度和韧性,因此只有通过最终热处理才能达到设计要求的材料性能.我们讨论的主要是管道焊接前后如何进行热处枫~.I-At热抽I)2001年第8鹚理来保证材料的力学性能.为了更准确地分析15CrMo钢的热处理工艺,有必要先讨论这种钢材焊接时的特点.2.15CrMo钢的焊接特点l5CrMo钢在焊接时一般有以下特点:(1)淬硬性钢的淬硬性取决于它的碳含量及合金成分含量.15CrMo钢中的主要合金元素铬和钼都能显着提高钢的淬硬性.特别是钼的作用,比铬约大5O倍.这些合金元素推迟了钢在冷却过程中的转变,提高了过冷奥氏体的稳定性.(2)消除应力处理裂纹倾向15CrMo钢焊接接头消除应力裂纹倾向主要取决于钢中碳化物形成元素的特性及含量,它常产生于焊接热影响区的粗晶段.这种裂纹一般在500~700℃温度范围内形成.采用焊前预热和焊后合理的热处理工艺,避免在敏感温度区停留时间过长就能防止裂纹的产生.(3)回火脆?性回火脆?性指钢材及其焊接接头在350~500℃温度区域长期运行过程中发生剧烈脆变的现象.3.15CrMo钢的热处理为了保证母材及焊缝的性能除了在焊接工艺上控制外,对母材焊前进行预热以及焊后制定合理的热处理方案是十分关键的.焊前预热是防止钢材在焊接时产生冷裂纹和消除应力裂纹的有效措施之一.对于预热的温度选择应依据钢材中的合金含量而定.对15CrMo钢管根据管壁的厚度选择预热温度,一般预热温度在150 ~300℃之间,并控制焊接的层间温度在预热温度以上.预热温度过高,在最终组织中易形成马氏体组织;在焊接时如果氢含量过高,就易形成焊接接头裂纹.为防止接头裂纹的产生一般采取在焊后立即进行低温后热处理,可基本消除焊缝中的扩散氢,保证接头质量,这种处理也称为消氢处理.消氢处理温度一般在300~350℃.焊后热处理不仅能消除焊接过程中产生的焊接残余应力,而且更重要的是能改善母材的组织,提高接头的综合力学性能同时也能提高焊接接头的高温蠕变强度和组织的稳定性,降低焊缝及热影响37?区的硬度.焊后热处理分整体热处理和局部热处理.在管道安装中焊后热处理一般采用局部热处理即用电加热带缠绕焊缝,外缠保温层进行保温的热处理方法.(L)15CrMo管线焊接位置筒图(见图L).注:图上所标数字表示焊缝位置苎:舱监图总长:240m一(2)热处理工艺预热热处理工艺曲绂见图2.消氢热处理工艺曲线见图3.最终焊后消除应力热处理工艺曲线见图4.在生产现场一般采取局部预热的方法就能达到预热的效果预热范围一般为焊缝两侧各不小于焊件厚度的3倍,且不小于lOOrnm.消氢处理在焊后要求立即进行,用火焰加热到300--350℃后立即用保温棉缠绕管线保温, 缓冷至室温.最终热处理在生产现场采取履带式加热器局部热处理的方法.硝臻l.3D0~350I上,下对称安装两只热电偶,热电偶安装在靠近焊缝边缘的30mm以内,加热器缠绕在焊缝上,宽度以焊缝中心为基准每侧不小于焊缝宽度的3倍.加热器外用细铁丝捆扎硅酸铝保温棉进行保温,保温棉宽以焊缝中心为基准每侧不小于焊缝宽度的6 倍,并要求将未密封管口用保温棉包扎密闭,以保证升温和冷却的温度梯度达到工艺的要求.保温时间根据管壁厚度而定,一般每毫米保温L5min,且不小于60rain.并要求严格按工艺控制加热和冷却的速度.图51.钢管2.保温棉3.加热器4.检查结果及结论管道所有焊缝经检验均为一次焊接合格.母材,焊缝及热影响区硬度符合管道安装标准的要求综上分析可知,Cr—Mo钢在用于管道安装时,制定合理的热处理工艺是非常重要的,工艺的合理性是保证钢材在焊接时不产生裂纹及延迟裂纹,安装出优质工程的前提条件.(20010518)时司r/min图2图.日本钢结构新技术报告会在京举行图4(3)热处理方式管道对接焊缝的热处理分焊前预热,消氢热处理及焊后最终热处理三步进行,焊前预热在安装现场只能用火焰局部加热.焊后消氢热处理,在焊接完每个焊V1后立即进行,在生产现场采取火焰加热进行局部热处理.焊后最终热处理采用履带式加热器对已消氢焊缝逐条进行处理的方法.图5为履带式加热器加热示意图,每道焊口在?38?应有关方面邀请,日本池边卓先生于7居中旬对我国进行工咋访问.中国钢结构协会钢结构焊接协会和北京市机械工程学会焊接学会,于7月】8巳在北京冶金部建筑研究总院联合举办日本钢结构新技术报告会.会上由日本新日铁株式会社东京总部池边卓先生作题为建筑结构用钢材的特性及加工技术专题报告.报告的主要内容有:(1)日本建筑钢结构的发展现状.(2)日本建筑钢结构用厚钢板的技术发展及应用,包括防火,i『09候钢及无预热焊接钢的发展及应用情况o (3)建筑钢结构的最新加工工艺,重点介绍厚板焊接技术.(4)相关标准,规程规范等.来自北京各企,事业单位的参舍代表100余人,会议取得圆满成功.税辘I九(热加I2001年第8期耋丝。
15CrMoR、15CrMoR(H)、SA387Gr12、13CrMo4-5技术条件新标准相关要求
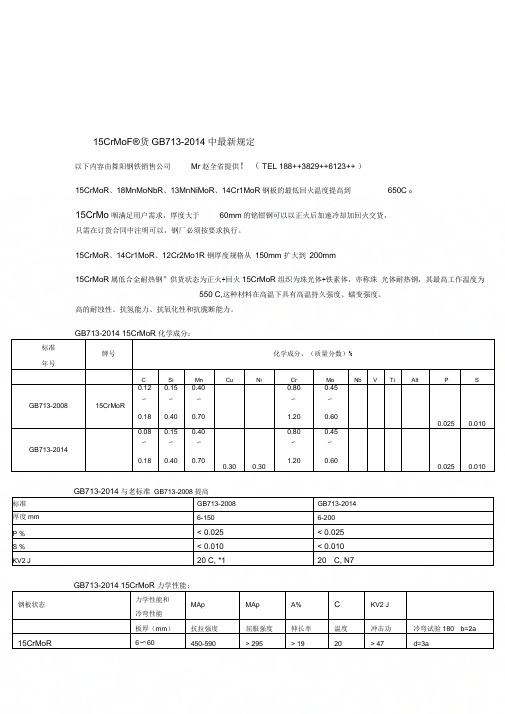
15CrMoF®货GB713-2014中最新规定以下内容由舞阳钢铁销售公司Mr赵全省提供!( TEL 188++3829++6123++ )15CrMoR、18MnMoNbR、13MnNiMoR、14Cr1MoR 钢板的最低回火温度提高到650C o15CrMo咽满足用户需求,厚度大于60mm的铭钳钢可以以正火后加速冷却加回火交货,只需在订货合同中注明可以,钢厂必须按要求执行。
15CrMoR、14Cr1MoR、12Cr2Mo1R 钢厚度规格从150mm 扩大到200mm15CrMoR属低合金耐热钢”供货状态为正火+回火15CrMoR组织为珠光体+铁素体,亦称珠光体耐热钢,其最高工作温度为550 C,这种材料在高温下具有高温持久强度、蠕变强度、高的耐蚀性、抗氢能力、抗氧化性和抗脆断能力。
GB713-2014 15CrMoR 化学成分:标准年号牌号化学成分,(质量分数)%C Si Mn Cu Ni Cr Mo Nb V Ti Alt P SGB713-2008 15CrMoR 0.12〜0.180.15〜0.400.40〜0.700.80〜1.200.45〜0.600.025 0.010GB713-2014 0.08〜0.180.15〜0.400.40〜0.700.30 0.300.80〜1.200.45〜0.600.025 0.010标准GB713-2008 GB713-2014厚度mm 6-150 6-200P % < 0.025 < 0.025S % < 0.010 < 0.010KV2 J 20 C, *1 20 ° C, N7钢板状态力学性能和冷弯性能MAp MAp A% C KV2 J板厚(mm)抗拉强度屈服强度伸长率温度冲击功冷弯试验180 ° b=2a 15CrMoR 6〜60 450-590 > 295 > 19 20 > 47 d=3a正火+回火回火温度不低于650 C >60〜100 > 275 >100-150 440-580 > 255 150-200 440〜580 > 255钢板状态板厚在下列温度(C)下的屈服强度(Mpa)不小于15CrMoR正火+回火回火温度不低于650 C 20 〜60 240 225 210 200 189 179 174 >60〜100 220 210 196 186 176 167 162 >60〜150 210 199 185 175 165 156 150GB713-2014 15CrMoR 与欧标13CrMo4-5、美标SA387Gr12 相近材质对照标准GB713-2014 EN10028-2:2009 ASME (2013)IS08328-2 : 2011 附录A(欧洲)IS08328-2 : 2011 附录B(美、日)钢号15CrMoR 13CrMo4-5 SA387Gr12 13CrMo4-5 14CrMo4-5 P % < 0.025 < 0.025 < 0.025 < 0.025 < 0.025S < 0.010 < 0.010 < 0.025 < 0.010 < 0.010KV2/J 20 ° C, N7 20 C,瀛7/31 系附加要求20 ° C,瀛7/31 双方协商可协商40J 可协商40J钢的要求:钢板抗氢致开裂试验及评定方法按GB/T 8650,采用标准溶液A (pH 3) HIC试验结果按3个等级CLR/% CTR/% CSR/%I <5 < 1.5 < 0.5II < 10 <3<1III < 15 <5<2注:CLR一裂纹长度率,CTR 一裂纹厚度率,CSR一裂纹敏感率。
15CrMoR焊接工艺与热处理的影响分析
【摘要】在本文中通过低合金珠光体耐热钢15CrMoR焊接工艺的试验,制定了以15CrMoR 为基础材料的临氢环境下高温高压容器的焊接工艺,评定及热处理工艺,促进产品的投入使用,且效果较好。
【关键词】焊接工艺 15CrMoR 热处理一、前言15CrMoR是石油化工设备常用的一个压力容器用钢号,尤其是处于临氢环境下运行的过程当中,因为较高的压力和温度,其各项服役条件均较为恶劣,所以材料必须具备较高强度尤其是较好的韧性、高温强度以及焊接的性能。
按照某炼化单位的需要,进行某个原料反应产物换热器的制造,因为没有焊接工艺能够完全与之相匹配,笔者对该类材质焊接工艺各项参数进行选择,选取焊接工艺较为相符的生产方式,并取得了让人满意的效果。
二、焊接工艺本工艺主要针对用于的炼油装置当中的换热器,在设备投入到使用过程当中之后介质有硫化氢、油气、氢气等,对于设备焊接质量也提出了较高要求,进而使得焊接工艺编制困难相应增加,为此,正式生产之前进行大量实验,以此做为评定工艺的依据。
(一)封头对接焊缝焊接工艺试验1、焊接方法及焊材选择由于15CrMoR是较大厚度(δ=34)对接,为提高效率故采用埋弧自动焊进行焊接,坡口内外均使用H13CrMoA(Φ4.0)/HJ350(需烘烤),详见:2、焊接工艺的参数为了提高焊接的质量,让焊接结构拘束度降低,需进行焊前的预热。
要做到消氢,让焊接应力降低又需进行焊后的后热。
为此,焊前预热、焊后后热及焊接的过程中层温控制相关参数需见下表:按照设备的形状大小,进行加热装置的设计并对焊缝加热,通过激光色温仪进行温度上的精确控制。
加热装置见下图:(二)焊后的热处理焊后热处理( PWHT)是15CrMoR钢制压力容器制造过程中的重要工序之一,能够消除焊接残余应力等有害影响、改善焊接接头的性能。
在制定本次热处理工艺前,针对热处理对母材的化学成分和力学性能的影响,进行了分组试验,以高温强度,无塑性转变温度,金像组织,韧性四个指标作为指向进行比对试验,最后得出以下热处理方案。
15CrMo铬钼钢管道焊接及热处理施工方案

河南开祥化工有限公司甲醇联合装置建筑安装工程15CrMo铬钼钢管道焊接及热处理施工方案中国化学工程第十四建设公司二OO四年十一月二十八日目录1、工程概况……………………………………………………………2、编制依据……………………………………………………………3、15CrMo耐热钢管道焊接性分析…………………………………4、焊接人员和焊接设备要求…………………………………………5、焊工代号、焊接材料管理…………………………………………6、焊接准备……………………………………………………………7、焊接及热处理施工程序……………………………………………8、焊接及热处理工艺…………………………………………………9、焊接检查……………………………………………………………10、焊接和热处理防护措施…………………………………………11、质量保证措施……………………………………………………12、安全保证措施……………………………………………………1、工程概况20万吨/年甲醇联合装置部分工艺管道采用了15CrMo耐热钢材质,15CrMo 管道可焊性较差,需焊前预热,焊后要求进行热处理。
15CrMo管道的焊接是本装置焊接施工的难点这一。
施工时必须由具备15CrMo管道焊接资格和经验的优秀焊工施焊。
焊前要求进行焊接工艺评定、焊工考试和编制出合理的焊接工艺措施。
2、编制依据2.1《现场设备、工业金属管道焊接工程施工及验收规范》(GB50236-98)2.2 《钢制压力容器焊接工艺评定》(JB4708-2000);2.3《石油化工工程铬钼耐钢管道焊接技术规程》(SHJ520-91);2.4 我公司承建的多套炼油、石化、化肥和甲醇装置《焊接方案》及施工经验;2.5 我公司《焊接工艺评定汇编》。
3、15CrMo耐热钢管道焊接性分析3.1 15CrMo属低合金珠光体耐热钢,具有良好的金属抗氧化性、热强性和抗氢蚀性能。
该钢种经正火加回火或高温回火后的显微组织是铁素体加珠光体。
15CrMoR(H)钢板订货技术要求
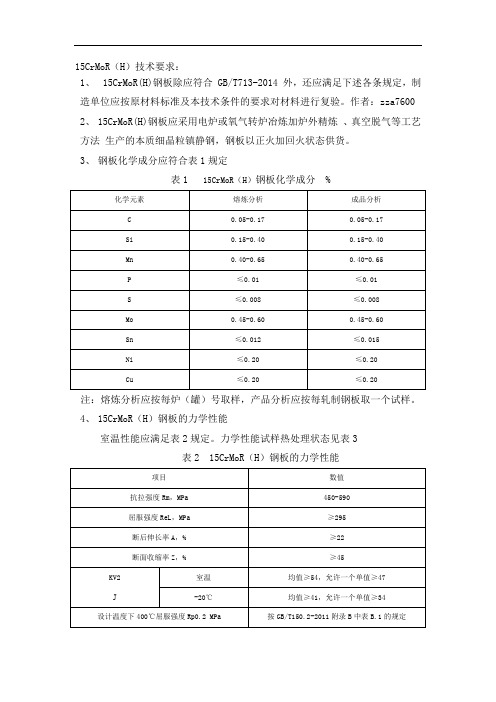
15CrMoR(H)技术要求:1、 15CrMoR(H)钢板除应符合 GB/T713-2014 外,还应满足下述各条规定,制造单位应按原材料标准及本技术条件的要求对材料进行复验。
作者:zza76002、15CrMoR(H)钢板应采用电炉或氧气转炉冶炼加炉外精炼、真空脱气等工艺方法生产的本质细晶粒镇静钢,钢板以正火加回火状态供货。
3、钢板化学成分应符合表1规定表1 15CrMoR(H)钢板化学成分 %注:熔炼分析应按每炉(罐)号取样,产品分析应按每轧制钢板取一个试样。
4、15CrMoR(H)钢板的力学性能室温性能应满足表2规定。
力学性能试样热处理状态见表3表2 15CrMoR(H)钢板的力学性能冷弯试验弯曲180°无裂纹(d=3.0a)硬度(HB)≤2205、钢板力学性能试样的位置、方向、数量及热处理状态应符合表3规定。
表3钢板力学性能试样要求试验项目执行标准试样数量试样位置热处理条件③拉伸试验室温GB/T6396GB/T228每个样坯取1件T*(T/2)横向②NT+Max.PWHT 400℃GB/T228.2每个样坯取1件T*(T/2)横向②NT+Max.PWHT化学分析GB/T223每个样坯取1件T*(T/2)横向②NT室温夏比冲击GB/T229每个样坯取3件T*(T/2)横向②④NT+Min.PWHT-30℃夏比冲击GB/T229每个样坯取3件T*(T/2)横向②④NT+Min.PWHT冷弯试验GB/T6396每个样坯取内、外弯各一件横向NT剪切试验GB/T6396 每个样坯取2件纵向NT注:①每张轧制钢板取一块样坯。
对于横轧钢板应取在边角处,对于纵轧钢板应取在1/4 宽度处。
当钢板长度大于 7 米时,应从钢板两端各取一块样坯。
②T---厚度③NT-正火+回火Max.PWHT—(最大程度的焊后热处理)温度为(675±14)℃×12hMin.PWHT—(最小程度的焊后热处理)温度为(675±14)℃×(2ˆ4)hPWHT 焊后热处理,一般推荐热处理温度为 675±14℃,但需经制造厂通过焊接工艺评定最终确定,持续时间由制造厂提供。
15CrMoR(H)钢板技术条件(1)
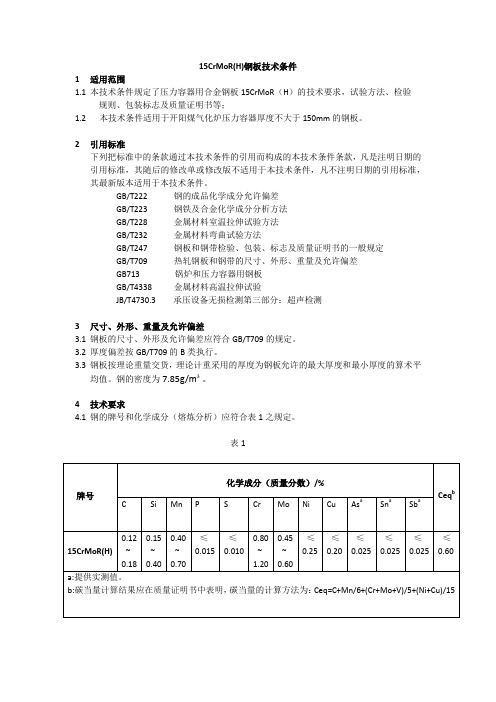
15CrMoR(H)钢板技术条件1适用范围1.1本技术条件规定了压力容器用合金钢板15CrMoR(H)的技术要求,试验方法、检验规则、包装标志及质量证明书等;1.2 本技术条件适用于开阳煤气化炉压力容器厚度不大于150mm的钢板。
2引用标准下列把标准中的条款通过本技术条件的引用而构成的本技术条件条款,凡是注明日期的引用标准,其随后的修改单或修改版不适用于本技术条件,凡不注明日期的引用标准,其最新版本适用于本技术条件。
GB/T222 钢的成品化学成分允许偏差GB/T223 钢铁及合金化学成分分析方法GB/T228 金属材料室温拉伸试验方法GB/T232 金属材料弯曲试验方法GB/T247 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T709 热轧钢板和钢带的尺寸、外形、重量及允许偏差GB713 锅炉和压力容器用钢板GB/T4338 金属材料高温拉伸试验JB/T4730.3 承压设备无损检测第三部分:超声检测3尺寸、外形、重量及允许偏差3.1钢板的尺寸、外形及允许偏差应符合GB/T709的规定。
3.2厚度偏差按GB/T709的B类执行。
3.3钢板按理论重量交货,理论计重采用的厚度为钢板允许的最大厚度和最小厚度的算术平均值。
钢的密度为7.85g/m³。
4技术要求4.1钢的牌号和化学成分(熔炼分析)应符合表1之规定。
表14.2成品分析允许偏差应符合GB/T222的规定。
4.3制造方法4.3.1冶炼采用电炉+炉外精炼、并经过真空脱气的冶炼工艺。
钢的冶炼和生产工艺应该在质量证明书中注明。
4.3.2用连铸坯轧板,其压缩比不得小于3.4.4交货状态:正火(允许加速冷却)+ 回火回火温度不低于680℃。
4.5力学性能4.5.1钢板的力学性能应符合表2的规定。
表24.5.2钢板三个试样的冲击平均值KV2≥34J,一组试验只允许一个试样KV2<34J,但不得小于27J。
4.5.3其他应符合GB713的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现货
容器板
15CrMoR
14
2300
12000
3.033
舞钢
现货
容器板
15CrMoR
30
2300
12000
6.5
舞钢
现货
容器板
15CrMoR
30
2300
12000
6.5
舞钢
现货
容器板
15CrMoR
26
2400
12000
5.878
舞钢
现货
容器板
15CrMoR
30
2200
12000
6.217
舞钢
现货
二,15CrMoR简介:
在550℃以下时,具有较的持久强度。
执行标准:GB713—2008舞钢临氢15CrMoR(H)执行标准WYJ410-2008
最大模拟焊后热处理和最小模拟焊后热处理执行以下工艺:
Max.PWHT::690±10°C×18(0)h
Min.PWHT::690±10°C×6h(0)
2、良好的韧性和焊接性。
3、领先的热处理技术:正火、淬火、回火、调质等热处理加工。
4,显著提高钢的塑性和冲击韧性,改善钢材的各向异性。
5、15CrMoR是目前世界上广泛使用的热强钢和抗氢钢。由于在低碳钢中加入了Cr、Mo等合金元素,大大提高了钢的综合性能。如具有良好的高温力学性能、抗高温氧化性能、抗腐蚀性能、良好的韧性、工艺性能和可焊性,故被广泛用于制造石油化工、煤转化、核电、汽轮机缸体、火电等使用条件苛刻、腐蚀介质复杂的大型设备。
容器板
15CrMoR
32
2200
12000
6.632
舞钢
现货
容器板
15CrMoR
26
2400
8900
4.36
舞钢
现货
容器板
15CrMoR
32
2200
12000
6.632
舞钢
现货
容器板
15CrMoR
26
2500
12000
6.123
舞钢
现货
容器板
15CrMoR
24
2400
12000
5.426
舞钢
现货
容器板
15CrMoR
24
2400
12000
5.426
舞钢
现货
容器板
15CrMoR
16
2300
12000
3.467
舞钢
现货
容器板
15CrMoR
16
2300
12000
3.467
舞钢
现货
容器板
15CrMoR
32
2200
12000
6.632
舞钢
现货
五,15CrMoR钢板的特点:
1、钢质纯净:P0.010%、S0.005%、[N]70ppm、[O]15ppm、[H]2ppm、钢中夹杂物总量20ppm的高纯净度钢水。
一,15CrMoR简介:15CrMoR哪里有15CrMoR什么材质15CrMoR价格15CrMoR生产厂家15CrMoR交货状态15CrMoR执行标准15CrMoR主要用途15CrMoR哪里生产15CrMoR机械性能15CrMoR切割15CrMoR现货15CrMoR舞钢产15CrMoR钢板15CrMoR钢材
三,15CrMoR交货状态:热处理常采用:正火+回火
四,15CrMoR现货明细:
容器板
15CrMoR
32
2200
8600
4.753
舞钢
现货
容器板
15CrMoR
16
2200
3300
0.912
舞钢
现货
容器板
15CrMoR
30
2200
11000
5.699
舞钢
现货
容器板
15CrMoR
30
2200
11000
5.699