1-4 图形尺寸标注方法
化工制图cad1-4章第二章设备布置
剖视图: 平面图:
粗实线 细实线
10.000
在左图中的三个平面上,投影有何不同?
基础轮廓
孔洞的画法
5.000
± 0.000
± .000平面
5.000平面 10.000 平 面
(c) 位 于 室 外 而 又 与 厂 房不连接的设备及其支 架等,一般只在底层平 面图上绘出:
(d)对无管口方位图的设备,应在相应的平面图上用中实线画 出表示设备安装方位的特征管口,并标注方位角;图(1)
(3)标高的标注
标高表示建筑物或设备某一部位相对于基准面(标高的零 点)的竖向高度,是竖向定位的依据。
用标高符号标注,或用EL表示。 标高符号:等腰直角三角形,将斜边放置成水平方向。
3
标高符号选用 总平面图上总平面图室外地面标高
个体建筑物及设备标高 10.000 或 EL 10.000
如标注位置不够,则可引出标注
15.000平面
10.000平面 标题栏
(2)剖视图
▪剖视图:用一假想平面将厂房建筑物沿垂直方向剖开后投 影得到的立面剖视图,用来表达设备沿高度方向的布置安 装情况。
▪剖切位置:在清楚表达出设备及其基础、操作平台支架、 厂房建筑的墙、柱、地面等高度方向的结构与相对位置处 剖切。
▪剖视图数量:在保证充分表达高度方向相对位置的前提下, 剖视图的数量应尽可能少。
工艺设计人员:设备布置图修改,定稿 设备布置图是设备安装和管道布置的依据
2.1.1 图纸幅面及格式
➢图纸幅面
幅面代号
A0
A1
A2
A3
A4
幅面尺寸(B× L) 841× 1189 594× 841 420× 594 297× 420 210× 297
第3讲几何作图平面图形及徒手绘图

第3讲1-3、几何作图1-4、平面图形的尺寸标注1-5、徒手绘图的方法教学目标:1、掌握对平面图形的尺寸分析;2、掌握平面图形的画图步骤;3、掌握平面图形的尺寸标注方法。
教学重点难点:平面图形的画图步骤和尺寸标注教学方法:教学用具:多媒体,绘图工具。
教学过程:一、1-3几何作图机件的轮廓一般都是由直线、圆、圆弧或其他曲线组合而成的。
因此,熟练地掌握它们的基本作图方法,是绘制机械图的基础。
下面介绍几种常见几何图形的作图方法。
1.3.1 等分线段任意等分直线段的方法如图1—14所示(如将线段A四等分)。
图1-14 等分线段1.3.2 圆弧连接用已知半径的圆弧将两已知线段(直线或圆弧)光滑地连接起来,这类作图问题称为圆弧连接。
这个起连接作用的圆弧称为连接弧。
如图所示,连杆的平面轮廓就是由许多圆弧连接而成的。
为保证连接光滑,必须使连接弧与已知线段(直线或圆弧)相切。
因此,作图时应准确地求出连接弧的圆心及切点1.圆弧连接的基本原理(表1—6)2.圆弧连接的形式及作图法圆弧连接的基本形式有三种,其作图方法与步骤见表1—7。
;1.3.3 椭圆的画法椭圆有两条相互垂直而且对称的轴,即长轴和短轴。
它的几何性质是:自椭圆上任意一点到两定点(焦点)的距离之和恒等于椭圆的长轴。
椭圆的画法很多,常见的椭圆画法有两种。
(1)理论画法(同心圆法) 先求出曲线上一定数量的点,再用曲线板光滑地连接起来;图1-16 用同心圆法画椭圆(2)近似画法(四心圆法) 求出画椭圆的四个圆心和半径,用四段圆弧近似地代替椭圆。
图1-17 用四心圆法画椭圆下面介绍这两种椭圆的作图方法和步骤。
1、理论画法已知椭圆长轴AB和短轴CD,用同心圆法作椭圆的步骤如下:(1)以长轴AB和短轴CD为直径画两同心圆,然后过圆心作一系列直线与两圆相交,如图2-13a所示;(2)自大圆交点作垂线,小圆交点作水平线,得到的交点就是椭圆上的点,如图2—13b 所示;(3)用曲线板光滑连接各点,即得所求椭圆(图2—13b)。
第四章 工程图中尺寸标注复习

•
(6)相互平行并列的尺寸应使 大尺寸在外,小尺寸在内,不得互 相穿插。
•
(7)零件上的相贯线、截交线 处不标注尺寸(可由投影关系求 得),尽量将尺寸集中标注在主视 图上。
2.标注尺寸要清晰
要求尺寸标注,既要符合国家标准的规定,又要求所 标注的尺寸排列适当,便于看图。
(二)标注尺寸的方法及注意事项
方法:
1)形体分析法:
确保标注完整 的方法
实用、法,同时 也是集合体尺寸标注的基本方法。
2)投影特征统计法:
有特殊要求的线或 表面的表示线
细
细 细
相邻辅助零件或 极限位置的轮廓线 断裂处边界线,视 图与剖视的分界线
波浪线
双折线
断裂处的边界线
在线段处 应相交 粗实线
点画线末端 点画线 处应是线段
细实线
小圆中心线可由 细实线代替 虚线处于粗实线延 长线上需留有空隙
波浪线
双点画线 线段相交
结束
(二)尺寸标注的基本要素及其规定
基本体一般要标注长、宽、高三个方向的尺寸。在图4-15中,长方体标注 了长、宽、高;正六棱柱只需标注对面距离(或对角距离)以及柱高;四 棱台可标注上、下两个底面的形状尺寸和高度。有些基本体标注尺寸后, 可以减少视图,如圆柱、圆锥、球等回转体。
图4-15
基本体的尺寸标注
一、常见形体的定形尺寸
30 30
正确
错误
图4-16
基本体截切后的尺寸标注
二、一些常见形体的定位尺寸
⑴ 基准 基准 基准 基准 基准 ⑶ 基准 基准 基准 ⑵
基准
⑴ 一组孔的定位尺寸 ⑵ 圆柱体的定位尺寸 ⑶ 立方体的定位尺寸
组合体的视图
4.4-2
04第一章 第四节平面图形的尺寸注法和线段分析
Hale Waihona Puke 1.尺寸分析图中R15圆弧、R8圆弧和φ5为已知圆弧,R50为中间圆弧,R40弧则 为连接圆弧。
2.圆弧分析
作图步骤:
四、平面图形的尺寸注法
标注平面图形的尺寸应作到: 正确、齐全、清晰 平面图形的尺寸标注步骤: 1.分析图形各部分的组成,确定长、宽方向的尺寸基准 2.标注定形尺寸 3.标注定位尺寸 标注平面图形尺寸的注意事项: 1.尺寸标注应符合国家标准的有关规定 2.为方便看图,尺寸数字应注写清晰且排列要整齐 3.图形中通过计算可确定的尺寸则不需标注 4.尺寸标注完后应认真检查,做到既不重复也不遗漏
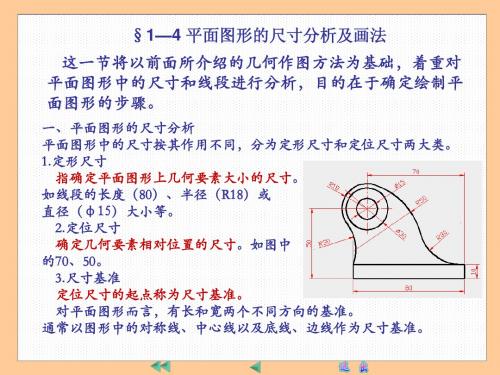
§1—4 平面图形的尺寸分析及画法 这一节将以前面所介绍的几何作图方法为基础,着重对 平面图形中的尺寸和线段进行分析,目的在于确定绘制平 面图形的步骤。
一、平面图形的尺寸分析 平面图形中的尺寸按其作用不同,分为定形尺寸和定位尺寸两大类。 1.定形尺寸 指确定平面图形上几何要素大小的尺寸。 如线段的长度(80)、半径(R18)或 直径(φ15)大小等。 2.定位尺寸 确定几何要素相对位置的尺寸。如图中 的70、50。 3.尺寸基准 定位尺寸的起点称为尺寸基准。 对平面图形而言,有长和宽两个不同方向的基准。 通常以图形中的对称线、中心线以及底线、边线作为尺寸基准。
二、平面图形的线段(圆弧)分析 一般情况下,要在平面图形中绘制一段圆弧,除了 要知道圆弧的半径外还需要有确定圆心位置的尺寸。 从下可以看到,有的圆、圆弧有两个确定圆心位置的 尺寸如R18,而有的一个也没有如R30。 按平面图形中圆弧的圆心定位尺寸的数量不同,将圆弧分为 已知圆弧、中间圆弧和连接圆弧。
电气CAD制图与识图1-4(2007)
第四节 电气图标准
一、电气图标准
电气制图标准 电气图形符号标准 项目代号、文字符号和其他标准
二、电气图标准的特点 三、与电气图有关的一些其他标准
第五节 电气制图的一般规则
一、图纸的幅面和分区 1、图面的构成及幅面尺寸 2、标题栏和明细栏 3、图号 4、图幅分区
6) 等效电路图 图1-11就属于这种图。 7)功能表图 图12-2属于这种图。 8)顺序表图 计数器状态图属于这种图。 9)时序图 图1-12属于这种图。 10)电路图 图1-6属于这种图。
第二节 电气图的分类
三、位置类图
1) 总平面图 2)安装图 3)安装简图 4) 装配图 5)布置图
第一节 信息、媒体和电气图
三、信息流与电气图种类
表示电气系统、装置和设备的功能、特性及内部 关系的电气图,在许多情况下可以根据信息流 运动状况来描述,以图示变压器工作系统为例。 这一系统由电源、开关Q、控制装置C、变压器T 构成。这一系统中,Q、T、C之间存在以下关系, 见图1-2:
第一节 信息、媒体和电气图
第三节 电气图的一般特点
一、简图是电气图的主要表达形式
ቤተ መጻሕፍቲ ባይዱ
图1-16(a)是某35KV简易变电所的断面布置图。 如果仅仅为了表示这一变电所的电气设备构成及其连接关系,则可 绘制成1-16(b)所示的电气系统图。该图具有以下特点: 1)各种电气设备和导线用图形符号表示,而不用具体的外形结构 表示; 2)各设备符号旁标注了代表该种设备的文字符号; 3)按功能和电流流向表示各电气设备的连接关系和相互位置; 4)没有尺寸标注。 类似于图1-16(b)的图称为简图。简图是用图形符号、带注释的围 框或简化外形表示系统或设备中各组成部分之间相互关系及连接关 系的一种图。 注意:简图并不是简略的图,而是一种术语。
建筑制图基础作业(1-4)
建筑制图基础作业(1-4)建筑制图基础作业(1-4)一、引言建筑制图是建筑工程中非常重要的一环,通过绘制平面图、立面图、剖面图等图纸,将建筑设计方案具体化。
本旨在介绍建筑制图基础作业的相关内容,包括平面图的绘制、比例尺的运用、符号标记的使用等。
二、平面图的绘制1. 纸张选择与准备1.1 选择适合绘制平面图的纸张类型,如白图、巴卡纸等。
1.2 调整纸张大小和方向,根据需要确定绘制区域。
2. 绘制图框和边线2.1 在纸张上绘制图框,包括标题、比例尺、绘图单位等。
2.2 绘制边线,确保边线清晰、直线不弯曲。
3. 绘制建筑物轮廓3.1 确定建筑物的平面布局,在纸张上使用直尺和铅笔绘制建筑物的轮廓。
3.2 根据实际尺寸比例,在纸张上按比例绘制建筑物的平面图形。
4. 填充建筑物内部布局4.1 使用绘图符号和线条表达不同功能区域,如房间、走道、门窗等。
4.2 根据设计方案,在纸张上填充建筑物的内部布局,注意使用不同线型和颜色。
5. 添加文字说明与标注5.1 使用标准字体和字号,在图纸上添加文字说明建筑物的功能和布置。
5.2 使用符号标注重要的尺寸和细节,如墙厚、柱子位置等。
三、比例尺的运用1. 比例尺的定义与意义1.1 比例尺是表示绘图尺寸与实际尺寸之间比例关系的工具。
1.2 正确选择和使用比例尺能够保证绘图的准确性和实用性。
2. 常用的比例尺类型2.1 数字比例尺:如1:100、1:50,表示绘图尺寸是实际尺寸的多少分之一。
2.2 尺盒比例尺:使用一个专用的比例尺器进行测量,直接确定绘图尺寸。
3. 比例尺的绘制方法3.1 在平面图上选择一个合适的长度作为基准单位。
3.2 使用工具(尺、直角三角尺等)在绘制平面图时按照比例将图形绘制出来。
四、符号标记的使用1. 符号的分类1.1 墙体符号:用线型和颜色表达不同类型的墙壁。
1.2 室内家具符号:用简化的图形表示室内家具的位置和布置。
1.3 门窗符号:使用特定标识表示门和窗的类型和位置。
1-4船体基本结构图识读与绘制(精)

任务4 船体基本结构图识读与绘制学习任务:如何识读和绘制800吨油船基本结构图?学习内容:1. 800吨油船基本结构图的识读方法;2. 800吨油船基本结构图的绘制步骤及方法。
技能目标:1.能正确掌握基本结构图中常用的图线及其含义;2.能综合运用基本结构图与中横剖面图进行全船结构识读;3.能正确进行基本结构图绘制。
4.1 认识基本结构图4.1.1基本结构图的组成基本结构图是由主尺度栏和一组视图组成的。
一组视图包括了中纵剖面图、各层甲板、平台平面图和舱底图。
1.主尺度栏主尺度栏是全船性图样所应有的一项内容,一般注在图样的右上方,用以标注船体主尺度和有关数据,如总长、设计水线长、垂线间长、型宽、型深、设计吃水、肋骨间距及船体各层甲板间高度等。
2.中纵剖面图中纵剖面图是用中线面去剖切船体而得到的纵向剖面图。
它作为基本结构图的主视图,表达船体构件在船长和船深方向的布置及某些纵向构件的连接情况,其作用是:⑴表示位于中线面上的构件:如中桁材或中内龙骨、甲板中纵桁、中纵舱壁及其扶强材的结构形式、尺寸和与其它构件连接方式。
在图中采用细实线表示这些构件的可见轮廓,采用细虚线表示这些构件不可见轮廓的投影。
⑵表示位于中线面与舷侧之间的构件:如机舱口和货舱口的纵向围板、甲板纵桁和支柱等的位置、尺寸和结构形式。
在图中采用重叠画法,采用细双点划线来表示这些构件可见轮廓的投影,采用细虚线表示不可见轮廓的投影。
⑶表示位于舷侧的构件:如舷侧纵桁、强肋骨、普通肋骨、中间肋骨的位置和尺寸。
它们均采用简化画法,采用粗点划线表示舷侧纵桁和强肋骨的投影,采用细点划线表示中间肋骨的投影,普通肋骨一般省略不画。
⑷表示穿过中线面的构件:如横梁、肋板、横舱壁、上层建筑横向围板、甲板板和平台板等的位置和结构形式,在图中采用粗实线表示这些构件的剖面形状。
此外,中纵剖面图还表示了烟囱、机舱棚顶和桅杆的位置。
在图中采用粗实线表示它们的剖面,采用细双点划线表示可见轮廓的投影(此规定也适合于甲板图、舱底图)。
工程制图(尺寸标注方法)

零件的加工方法和加工状态分析
零件用什么方法加工,加工步骤怎样,是怎样装夹和固定的、呈何种状态。加工状态是选择视图的主要依据之一。
零件的分类(p15)
按功能分类:轴套类、轮盘类、叉架类、箱壳类、薄扳弯制件和镶合件。 按标准化程度分类:标准件和非标准件。如螺钉、螺母、销钉、垫圈、轴承等。
01
1.3 视图选择
*
三.注意事项(p73)5条 §3.3 装配结构的合理设计 装配结构的合理性: 1.装配到位—确保功能实现。 2.能装能拆—易于装配、调整和拆卸,拆卸后再装配能确保工作精度。 常见结构(p75-78) (1)轴与孔的端面贴合。(p75图3-5) (2)避免在同一方向由多组面同时接触。(P76图3-6) (3)螺纹紧固件安装方便。(p76图3-7、3-8)
一般尺寸的标注应尽量符合制造加工工艺,便于加工和测量。 数个平行的非加工面中,只能有一个与加工面有尺寸联系(p30图1-54)。 标注的尺寸应尽量符合加工顺序(p30图1-55,1-56,1-57,1-58)。 标注尺寸时要考虑便于检验和测量(p31图1-59,p32图1-60)。 避免出现封闭的尺寸链(p32图1-61)。
202X
1.1零件图的绘制方法和步骤
绘制零件图的三种方法 徒手绘图-仅使用铅笔绘图。其基本功 包括画直线、圆、圆弧和目测。(p1) 尺规绘图-使用铅笔、丁字尺、三角板 、圆规、手工绘图机等绘图。(p4) 计算机绘图。 绘制零件图的步骤 绘制零件图的工作方式-测绘和拆图。
*
测绘-根据零件实物绘制其图样。
*
学习目标:
第二章 连接件和传动件的绘制
掌握销、键、圆柱齿轮、滚动轴承、弹簧的画法。
了解直齿圆锥齿轮和蜗轮蜗杆的画法。 2.1 销(p49表2-1)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
江苏省扬州技师学院教案首页
授课日期
班级
课题:尺寸注法
教学目的、要求:了解标注尺寸的基本原则、尺寸的组成,知道尺寸的常见注法和尺寸的简化注法。
教学重点、难点:重点:1. 标注尺寸的基本原则 2.尺寸的组成
3.常见尺寸注法
4.尺寸的简化注法
难点:常见尺寸注法
授课方法:讲授、示范
教学参考及教具(含电教设备):实物图纸、制图工具
授课执行情况及分析:
板书设计或授课提纲
第一章.制图的基本知识和技能
第二节.尺寸注法
一.标注尺寸的基本原则
二.尺寸的组成:数字、尺寸线、尺寸界限、尺寸线终端箭头三.常见尺寸的注法:
1.线性尺寸
2.圆、圆弧及球面尺寸
3.小尺寸注法
4.角度、弦长、弧长尺寸
5.光滑过渡处
6.大圆弧圆心
7.对称图形
四.尺寸的简化注法
上节课,我们主要讲了国家标准关于制图的基本规定,我们先来回忆下。
请同学回答: 1.什么是图纸的基本幅面,有哪几种? 2.图框的格式有哪两种?
3.比例的定义和三种类型。
4.常用图线的种类及其用途。
第二节 尺寸注法。
GB/T4458.4-2003,GB/T19096-2003 一.标注尺寸的基本原则。
1.机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
2.图样中的尺寸以毫米为单位时,不需要标注单位的符号或者名称,如果采用其他单位,则必须注明相应的单位符号。
3.对机件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的试图上。
4.详解缩写
1)球半径和球直径的符号是在直径符号之前加个S ,代表球的意思。
2)t 代表厚度;3)正方形 4) 45°倒角C
5) EQS 均布的缩写(陌生的,牢记,常用) 6) 弧长 特别注意:圆弧>180°,标直径符号 圆弧≤180°,标半径符号
讲授法
举例子
提问法
扬州技师学院教案纸 第 1 页
复习上节课内容 5min 新课讲授 30min
新课讲授40min
二.尺寸的组成。
(黑板图示1-10)
一个完整的尺寸,是由四个部分:尺寸数字、尺寸线、尺寸界限和
表示尺寸线终端的箭头或者斜线。
再看图1-10.
1.尺寸界线和尺寸尺寸线应用细实线绘制,线性尺寸的尺寸线要有
箭头与尺寸界限接触。
2.尺寸线终端可以有箭头和斜线两种形式。
我们一般都是用箭头来
表示的,所以用斜线的就不介绍了。
这个箭头看上去简单,其实要画好
看了还是要下点功夫的。
3.尺寸数字的位置。
一般写在尺寸线的上方,也可以注在尺寸线的
中断处,板书演示。
三.常见尺寸的注法。
书上一共讲了七种常见的注法,我们来一一进行分析。
1.线性尺寸
2.圆、圆弧及球面尺寸
3.小尺寸注法
4.角度、弦长、弧长尺寸
5.光滑过渡处
6.大圆弧圆心
7.对称图形
四.尺寸线的简化注法
讲授法
举例子
演示法
提问法
扬州技师学院教案纸第2 页
详解第三、四、五种简化注法。
3.有相同要素均布在图面上时,可仅在一个要素上注出其尺寸和数量。
4.标正方形符号时,可用□代替,□指的是边长为25。
5.倒角的注法。
1)一般不注在图样上,在技术要求上写明。
2)用C 来表示。
改错:
本节课我们主要讲了尺寸的注法,包括标注尺寸的四点基本原则,尺寸的组成,常见尺寸的注法,还有尺寸的简化注法。
讲授法
举例子
演示法
提问法
扬州技师学院教案纸 第 3 页
课堂小结 3min
课堂练习 5min
1.标注尺寸,a.下图是按1:1的比例绘制的,请标尺寸数值。
b.下图若是按1:2的比例绘制的呢?请标尺寸数值。
c.下图若是按5:1的比例绘制的呢?请标尺寸数值。
作业:
习题集P6-7。
扬州技师学院教案纸 第 4 页
布置作业 3min
巩固练习
4min。