树脂砂再生设备
砂处理设备
5.1.1 新砂烘干设备
烘干设备
三滚筒烘炉 组成 燃烧炉和烘干炉两 部分。
三滚筒套装组成, 结构紧凑,热能利 用率高
5.1.2 湿型砂的制备工艺
• 型砂的混制——机械力碾压力、冲击力、 剪切力。水是另一个关键因素 • 紧实率测定——紧实率用于判断型砂的 干湿程度。1%水会影响3%。 • 加料顺序——加砂+50%以上水+膨润土、 煤粉等 • 砂处理系统——水分的调整可以从落砂 开始,最终在混砂机中调节即可
增加混砂转子
弹簧加压优点:在相同碾压力下,碾轮的重量可大 为降低,减少碾轮离心惯性力,从而提高主轴转速; 弹簧碾压力随加沙量而改变,能适应各种工艺要求。 增加沙量则提高碾压力,卸料时,沙层变薄,碾压 力随之降低;型砂中如果遇到硬物,碾轮会向上反 弹,减少过量的冲击。
弹簧加压
弹簧加压优点: 1、可以在保持一定碾压 条件下,减轻碾轮自重, 从而适当增加碾轮宽度, 扩大碾压面积;也可提 高主轴转速。 2、碾压力随砂层厚度自 动变化;设计既复合混 砂要求,同时减少功率 消耗和刮板磨损。
碾轮转子混砂机
混砂主要机构:碾轮、转子 和刮板
转子增强了对型砂的搅拌和 松散作用,混制出型砂松散、 流动性好和透气性好。 不适合粘度大,水分高的型 砂
双碾盘连续式混砂机
实现连续工作
转子式混砂机
原理:高速转动的混砂转 子迎着砂流方向,对型砂 实施冲击力,使砂粒间彼 此产生碰撞、混合,使粘 土团破碎分散;旋转叶片 对砂层施以剪切力,砂粒 间相互摩擦,将各种成分 快速混合均匀。 地盘固定式 转子混砂机 地盘转动式
定量设备
电子称量斗
粉料压送及称量装置
杠杆式称量斗
通过几级杠杆逐步 将物料重量缩小后, 传递给重量指示器, 直接显示物料重信 号。
铸造旧砂再生情况简介
铸造旧砂再生情况简介郭勇;张希俊【摘要】对2007年中国铸造工业第三届高层论坛以及2006年以来关于旧砂再生的专利和部分外文资料进行了归纳,以此借鉴学习.【期刊名称】《大型铸锻件》【年(卷),期】2008(000)006【总页数】3页(P35-37)【关键词】旧砂再生;旧砂再生设备;铸造【作者】郭勇;张希俊【作者单位】昆明理工大学,云南,650093;昆明理工大学,云南,650093【正文语种】中文【中图分类】TG234.51 我国铸造旧砂再生现状铸造行业是制造业中的基础行业,各行业的发展都离不开铸件[1]。
从汽车、机床、农业机械、冶金矿山设备到航空、航天、国防工业,乃至建筑五金、家用生活器具等行业,每年都需要大量的铸件。
铸造行业是资源消费密集的行业,每年都要耗用大量的能源和各种原、辅材料,与此相应,又需要排放大量废气、烟尘、废砂、废渣等废弃物。
自2000年起,我国各类铸件总产量都居世界首位。
据统计,我国每生产1 t合格铸件,大约要排放粉尘50 kg,废气(1 000~2 000)m3,废砂1.3 t~1.5 t,废渣300 kg。
整个铸造行业每年排放污染物总量约为:粉尘1 000万吨,废气(2~4)×1010 m3,废砂(2 000~3 000)万吨。
发达国家生产1 t合格铸件的三废排放量不到我国的1/10,他们用于环保的投资占整个铸造厂设备投资的20%~30%,而我国只占5%~8%。
2 旧砂再生设备及技术在一汽及东风汽车集团铸造工厂中的使用情况一汽和东风汽车集团公司都对旧砂进行了再生利用。
2004年底,一汽铸造公司对日本、意大利、德国以及荷兰等多家公司的再生砂技术进行了比较,最后决定与日本钢管继手公司合作,建立了1 t/h的粘土砂再生基地。
所生产的再生砂已在覆膜砂获得应用,其高温热膨胀性能比普通焙烧砂还要低得多[2]。
工艺流程如图1。
图1 旧砂再生工艺流程Figure 1 Technology process of reclaiming used sand 通过使用验证:(1)此设备对型芯砂的比例无限制;(2)对废砂中的含水量限制较宽;(3)破碎后的粒度(小块直径)<5 mm即可;(4)适用于各种树脂砂芯的再生;(5)粘土混合砂的再生出砂率为75%。
Pep-Set树脂砂脱箱造型生产线的研发与应用
Pep-Set树脂砂脱箱造型生产线的研发与应用王淑梅;高磊;桑飞星;许魁莲【摘要】Pep-Set树脂砂脱箱造型自动生产线经过近几年的研发,技术逐渐成熟。
整个生产线由旧砂处理系统、混砂造型系统及铸工输送环三大部分组成。
采用Pep-Set树脂砂工艺,利用翻转起模机进行震动脱模,实现脱箱造型。
整个造型生产线采用PLC人机界面控制,自动化程度高,可操作性强。
%The whole production line consists of three sectors of old sand reconditioning system, sand mixing and molding system and foundry delivery loop, in which Pep-Set resin-bonded sand technology has been adopted with vibrating knockout by draw on rollover for realization of removable lfaskmolding.The whole production line is controlled by PLC man-machine interface with automatic and maneuverability.【期刊名称】《中国铸造装备与技术》【年(卷),期】2014(000)003【总页数】5页(P21-25)【关键词】Pep-Set树脂砂;翻转起模机;脱箱造型【作者】王淑梅;高磊;桑飞星;许魁莲【作者单位】双星漯河中原机械有限公司,河南漯河 462000;双星漯河中原机械有限公司,河南漯河 462000;双星漯河中原机械有限公司,河南漯河 462000;双星漯河中原机械有限公司,河南漯河 462000【正文语种】中文【中图分类】TG231Pep-Set树脂砂采用的粘结剂由三部分组成,组份Ⅰ、组份Ⅱ、组份Ⅲ,固化原理与普通冷芯盒工艺相似,只是组份Ⅲ直接以液态加入原砂中混制。
自硬树脂再生砂的质量控制
自硬树脂再生砂的质量控制自硬树脂砂一般多采用机械再生法。
通常情况下,自硬树脂砂的质量控制项目有:粒度分布、微粉含量、残留含水量、灼烧减量、残留含氮量、残留含碳量、耗酸量、耗碱量、含硫量、含氧化铁量、砂温、室温等。
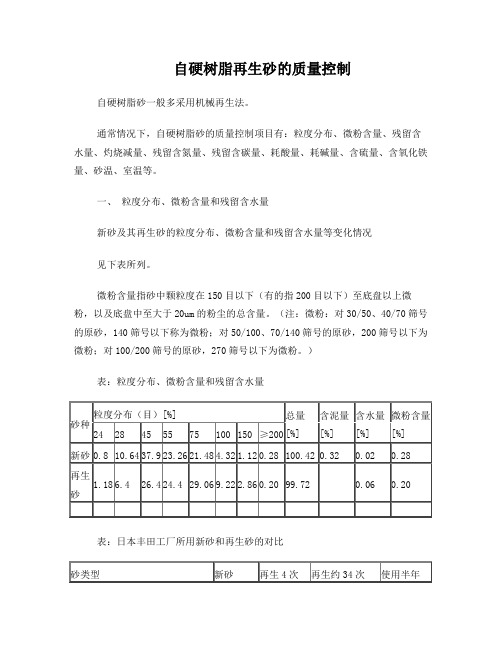
一、粒度分布、微粉含量和残留含水量新砂及其再生砂的粒度分布、微粉含量和残留含水量等变化情况见下表所列。
微粉含量指砂中颗粒度在150目以下(有的指200目以下)至底盘以上微粉,以及底盘中至大于20um的粉尘的总含量。
(注:微粉:对30/50、40/70筛号的原砂,140筛号以下称为微粉;对50/100、70/140筛号的原砂,200筛号以下为微粉;对100/200筛号的原砂,270筛号以下为微粉。
)表:粒度分布、微粉含量和残留含水量表:日本丰田工厂所用新砂和再生砂的对比微粉含量高,不但降低树脂砂的强度(如在再生砂中增加150目以下的微粉0.5%,则树脂砂强度将降低20%),而且会降低它的表面稳定性,同时还要增加粘结剂的加入量,以及使再生砂的灼烧减量大大增高,从而引起铸件的气孔缺陷。
在日常生产中,一般要求微粉含量<1%-1.5%,底盘上的粉尘含量<0.2%。
在旧砂再生时,可以通过调整机械再生装置的除尘抽风量来控制微粉含量;若大于要求值,可加大抽风量,将微粉抽出。
在再生砂质量控制较好的工厂中,经过多次除尘处理后,再生砂中的微粉含量一般比新砂的要低。
在日常生产中为了检查砂子的粒度分布和微粉含量的变化情况,每月至少要测定一次。
因为再生砂反复使用时砂颗粒有变小的趋势(其程度与砂粒结构、新砂的粒度分布等有关),所以要求砂粒结构为单一晶体,而不要是复合结晶的。
新砂的含水量仅与其干净程度和运输过程等有关,而再生砂中的含水量则与生产管理有关。
新砂、再生砂的含水量一般要求<0.2%。
含水量对树脂砂的强度和硬化速度有明显的不利影响,特别是对尿烷系自硬树脂砂。
因此,在回收、再生处理时切不可在循环系统中混入水份。
树脂砂设备知识简介
4、衡量旧砂再生质量的指标灼烧减量的概念:
不同材质铸件用旧砂对灼烧减量的要求:铸钢件:≤2% 铸铁件: ≤ 3%二、 树脂旧砂再生设备 旧砂再生之前必须经破碎工序,将须再生的旧砂破碎成单个砂粒或者小于3mm的砂团。也有的设备将破碎和再生过程合二为一。旧砂再生的分类:机械再生、气流再生、热法再生
树脂砂设备
(一)机械再生设备1、振动落砂破碎再生机设备的运动:惯性扭摆振动工作原理:通过砂块之间、砂粒之间、砂粒和设备之间的碰撞、搓擦作用实现砂块的破碎及砂子的再生。作用:具有破碎、再生、筛分作用
树脂砂设备
树脂砂设备
2.水平振动再生机工作原理
树脂砂设备
直线振动破碎再生机
树脂砂设备
3.振动沸腾再生机工作原理:电机1使设备产生圆振动,砂块间、砂块和设备间碰撞、搓擦而破碎和再生。 在设备端部加有流化床,使再生后的砂子呈流化状态以去除再生砂中的微粉。 定期打开后门,将未破碎的砂块及混入的铁杂物清除。
树脂砂设备
2)双臂连续式混砂机有两个混砂臂,造型覆盖面积大,可用大中型铸件的混砂。
树脂砂设备
4.物料的定量1)粘结剂 定量:树脂采用齿轮泵、隔膜泵或螺杆泵定量。固化剂采用隔膜泵、螺杆泵定量。 固化剂、树脂的加入量较少,要求系统能连续供给液体,为此在系统中设有液流传感器。 要求每次加入的粘结剂、树脂定量要准确,这一方面由泵的性能保证,另一方面由液控阀保证。2)砂子的定量:采用配比可调闸门(比例调节阀
(二)连续式混砂机分类:按安装方式分:固定式和移动式; 按转臂的数量分:单臂和双臂1.连续混砂机的工作原理
树脂砂设备
2.混砂叶片的安装形式 在整个混砂搅龙的长度上可将其分为加砂区、混砂区、卸砂区三个区。叶片的安装角度有0°、15°、45°、75°四种角度。
碱酚醛树脂砂生产线改造技术要求
碱酚醛树脂砂生产线改造项目范围、技术参数、技术要求及质量要求特殊说明:1.本次脂硬化碱性树脂砂生产线招标是对主体设备(落砂再生系统、混砂系统、新砂系统和钢结构)进行招标,附属设备(落砂机除尘、再生系统除尘及水处理系统)不在本次招标范围。
但要求投标方在主体设备设计、制造时要考虑与配套附属设备的连接,并能配合附属设备安装调试。
2.投标方在落砂再生电控系统的自动化连续控制及动态模拟画面显示设计时要求同时设计个除尘系统、水处理系统的电气连接接口,使其与对应的流程段控制同步。
3.表述中未尽事宜及详细细节,由太重厂、六院(郑州)和中标方共同协商确定。
4.技术规格中带“☆”号的项目为关键技术指标,对这些指标的任何偏离将导致废标。
其它指标为重要技术指标,对这些技术指标允许存在偏离但不能影响生产线的整体功能,投标方应详细列出偏离产生的原因,程度及影响,否则有三项偏离将导致废标。
5.投标价应包含设备的安装调试费用和设备运杂费。
一、项目简介:本项目是对造型系统进行改造,该工部是以生产中、小型铸钢件为主。
其新砂造型、制芯、合箱、浇注、混砂系统主作业面积约5000㎡,分采用脂硬化碱性酚醛树脂砂工艺。
生产线由旧砂再生系统、新砂烘干系统、混砂系统、砂输送系统、控制系统和非标钢结构等部分组成,成封闭状态运行。
生产特点:生产性质:多品种、单间小批量。
造型方式:手工砂箱及地坑组芯造型。
铸件保温时间:最短12小时,最长12天,平均保温时间按5天计。
用砂特点:该工部所生产的铸件为中小件,铸件造型生产周期不等,其用砂量不均衡,因此砂再生及砂存储量按单班最大用砂量180吨,连续5天考虑设计。
型砂工艺:造型工艺:采用脂硬化碱性酚醛树脂砂工艺。
砂铁比:每吨铸件耗砂量按4吨计。
原砂粒度:(国标GB9442-1998):石英砂50/100目,铬矿砂50/100目,橄榄砂50目。
二、项目标的内容方式的要求必须是一个完整的标的。
投标书中必须标明所报标的的各项单价。
树脂砂再生砂应具备如下几项主要性能

树脂砂再生砂应具备如下几项主要性能:1)粒度旧砂反复再生回用后,在粒度变化上存在变粗和变细的两种可能。
变粗是因为除尘去掉一部分细粒及微粉,砂粒表面残存有机物固化层等;变细是因为砂粒的破碎等。
总的来说当原砂耐破碎强度较好,二种因素基本可以抵销,使粒度分布变化不大。
2)灼烧减量所谓灼烧减量(LOI)是砂中有机物残留量的一种度量,灼减量和发气量之间几乎呈直线关系,可通过灼减量来推算发气量。
旧砂回用中,每次混砂后有粘结剂积累,但浇注和再生以及加入新砂都可“冲淡”有机物残留量的比例,通过10~15次的反复回用,可使旧砂中的灼烧减量稳定在一定的水平上,即这时每次加入的粘经剂量与浇注、再生、新砂所减少的粘结剂量相平衡。
如灼烧减量增大,则铸件易产生气孔缺陷。
3)微粉含量这也是监测再生砂的主要指标,微粉除了破碎的砂粒以外最主要的有再生时剥下的树脂膜及涂料成分、燃烧过的有机物灰尘,将大大增加灼减量、降低强度、影响透气性。
4)其他再生砂与新砂相比,耗酸量大大降低,甚至呈负值。
由于石英经过浇注时,发生α、β相变,以及表面的残留树脂的缓冲作用,其热膨胀系数有所降低,有助于减轻铸件机械粘砂及脉纹。
使用同样的树脂,再生砂也比新砂的强度高,再生砂的水份含量也很低。
相反含氮量将会增加。
树脂砂造型工艺以其生产的铸件表面轮廓清晰、光洁,几何精度、尺寸精度高;生产工艺简单易于控制,而越来越为铸造企业接受和应用。
这几年随着机械产品质量要求的不断提高,包括材质、尺寸精度,尤其是表面质量要求的提高,树脂砂这一较先进工艺得到了大力的推广。
另外随着对原砂的处理及树脂、催化剂、混砂设备、工艺等方面的改进,树脂砂成本得到降低,也大大促进了树脂砂技术的推广。
树脂砂造型的特点:1、成品率高铸铁件成品率一般情况下≥92%,较高情况可达96~98%。
2、表面光洁比普通湿型粘土砂造型高2~3个等级,表面粗糙度可达Ra12.5。
3、尺寸精度高由于型砂强度较高,铸件尺寸精度比一般潮模砂高2个级别,可达IT8~10级。
树脂砂生产线操作规程
树脂砂生产线操作规程(注意事项)一、操作工对生产线的认知1、生产线的构成:包括落砂系统、破碎系统、再生系统、砂调系统、气送系统、除尘系统等。
2、系统的分法:前一砂库下料位到下一砂库上料位所包含的设备即为一个系统。
3、设备起停总原则:倒开顺关,空载起停。
倒开顺关指受砂方设备先开,停时按进砂方向停止。
空载起停指设备在起停时要求空载不能有砂。
二、生产线的构成1、落砂系统:主要包括落砂机、震动输送机、磁选机、1#斗提机、1#砂斗上料位。
2、破碎系统:主要包括1#砂斗下料位、振动给料机、破碎机、冷却分离机、提升机、砂库上料位。
3、再生系统:主要包括砂库下料位、磁选机、再生机、风选机、斗提机、砂库上料位。
4、砂调系统:主要包括砂温调节器、冷却塔风机、循环水泵、斗提机、温控仪等。
5、气送系统:主要包括砂库闸门、罐闸门、发送阀、增压器、截止阀等三、生产操作首先检查水源、电源、气压是否正常。
(电源三相380V,气源压力至少在0.6MP)1、落砂系统⑴、开机前准备①、认真检查每台振动电机固定螺栓是否松动;引出线绝缘是否损坏;台面及框架有无断裂;弹簧如断裂应及时更换;电机是否需要补充润滑脂;发现问题应及时处理或汇报有关人员。
②检查振动输送机电机固定螺栓是否松动、引出线绝缘是否损坏,发现问题应及时处理或汇报有关人员。
③检查磁选机是否有螺栓松动、皮带松动或跑偏现象。
④检查1#斗提机进料口是否通畅,打开检查门,检查内部是否卡阻或堵料;检查料斗是否跑偏和碰撞机壳,检查环链螺栓是否松动,传动皮带是否松弛。
⑵、操作①、手动操作:将〈落砂系统手动/自动〉旋钮开关调至“手动”位置,按〈开车报警〉→启动落砂除尘风机→1#斗提机→磁选机→沸腾风机→沸腾是电机→1#振动输送机→落砂机。
停机时待落砂完后先停落砂机→振动输送机→沸腾电机→沸腾风机→磁选机→1#斗提机→落砂除尘风机。
*(其间隔时间由操作者自己控制,一般要求大电机启动后视电网压降情况来定)注:正常情况下严禁使用手动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参考资料:/ /
树脂砂再生设备
树脂砂再生设备主要由砂块破碎机、磁选机、再生机、风选装置、树脂砂混砂机等组成。
(1)振动破碎再生机:从振动落砂机落下的旧砂必须首先经过破碎,将大小不等的砂块破碎成砂粒,然后经过磁选和过筛去除砂中的铁质和杂物。
我厂生产的多功能振动再生机通过安装在底部的两台交叉对称的振动电机,使砂块相互撞击,砂块在振动和输送过程中破碎,同时靠砂块之间的摩擦去掉砂粒表面得树脂膜、烧枯的碳化物质,使旧砂得到再生。
这种再生装置兼有破碎和再生两种功能,但一般脱膜率比离心撞击式低。
只经过振动破碎再生机再生的过程有时也称为“软再生”。
(2)离心撞击式再生机:又称离心转子再生机,旧砂从上部导管落下,经高速旋转地抛砂盘,将砂子抛向冲击环圈,在冲击环圈中,砂子三次撞击折射,砂粒间相互摩擦、撞击,使小砂团破碎,砂粒表面的惰性膜破裂,达到脱膜目的。
一次循环脱膜率达不到要求时,可将旧砂再返回处理或将二、三台同样机组串联使用。
(3)微粉分离设备又称风选器,也称流幕式微粉分离器,工作原理:砂子从砂斗、挡板处流下,从进风口水平方向鼓风,将颗粒小、密度低的微粉及粉尘经抽风口带走,进入沉降室,正常的砂粒直接落下到立挡板上再进行第二次分选。
调节挡板可控制砂子流量,通过调节风量、风速可以控制除尘效果。
(4)正确选择混砂设备对树脂砂性能影响较大。
对混砂机的要求是定量准确
(如树脂、固化剂的流量误差不得超过3%,砂流量误差不得超过5%)、混碾均匀(混砂均匀性不得超过10%,并尽量做到减少头砂、尾砂不均匀现象)、覆膜效果好,混砂过程中型(芯)砂发热少。
此外,还应考虑到设备、制造质量使用的可靠性、维修方便、产品价格等因素。
树脂砂混砂机分为单臂和双臂两种,皆为连续式混砂机。
其特点如下:
粘结剂供给系统采用电动变量隔膜泵(意大利进口)和齿轮泵,重量轻、体积结构紧凑、流量稳定可靠。
砂子混制均匀,有效地保证了造型(制芯)的质量。
混砂时间短,无头、尾砂,停机后排料干净。
全开式混砂搅拢臂,便于叶片清理或调整,操作维修方便。
混砂机进口处可根据生产需要配置新旧砂比例调节器,可准确控制旧砂的出砂量及其配比。
电器采用PLC控制,制约保护充分,模拟显示,工作稳定,实现自动化生产。