注塑机机械手程序教材课件
KM(克劳斯玛菲)注塑机操作教材

K M RAUSS- AFFEI injection machine
机器预设 测定/推荐值 资料储存 打印设置 机器预设定 客户资料设定 写字板
预启动
周期循环 时间概述
生产数值 功率计算
事件时间 机器概况
质量监控 实际循环值 监控设定 曲线图 1-3 实测曲线图
生产值储存/打印 循环值选择
8- 设备出厂登记 9- 吊起受力点 10- 最小模厚标识 11- 重要部件保护警告 12- 加热危险部件警告 13- 塑化装置主要参数
KN123 03.99 (GB) MC4 ©
Page 4 of 63
© KRAUSSMAFFEI
Kunststofftechnik
K M RAUSS- AFFEI injection machine
KN123 03.99 (GB) MC4 ©
Page 3 of 63
© KRAUSSMAFFEI
Kunststofftechnik
K M RAUSS- AFFEI injection machine
1- 设备的结构组成
1-1 各种标识
1- 禁止踩踏 2- 气体标识及警告(3) 4- 储能器承受压力 5- 电力危险标志 6- 主电源开关 7- 设备主要负荷参数
2-4-37 密码设置………………………...33
2-2 操作界面………………………..7
2-4-38 密码定义………………………...33
2-3 功能按键说明………………….8-9 2-4-39 系统校准………………………...34
2-4 设置页面说明…………………10
2-4-40 系统诊断………………………...35
工业机器人设计-机械臂机械手学习资料-注塑机机械手程序教材

(7)
(9)
(8)
教导程序主画面介绍
教导程序验证画面介绍
教导程序存储画面介绍
本次设计采用路径规划的原理来实 现教导方式 。触摸屏端通过对路径的分
析,设定相应的电机运动顺序,根据指 令系统自动生成一套工艺程序,并传输 到PLC端进行执行。同时在PLC中有相 应的程序储存区和数据存储区,PLC根 据程序存储区的指令来进行动作。而这 些程序是根据指令系统中的指令、根据 教导程序按一定的顺序组成的。同时 PLC端有两段程序数据存储区,一段为 主臂的程序存储区,另一端为副臂的程 序储存区。在工艺程序执行的时候两段
副臂下行:副臂下行进入模内的位置 (如图点7)
副夹水口:副臂夹取水口的位置(如 图点8)
副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9)
副臂上行:主臂从模内上行到模外的 位置(如图点10)
(7)
副放水口:副臂放置水口的位置。 (9)
(8)
主臂运动顺序
主待机位→主臂下行→主取产品→ 主臂后行→主臂上行→装箱位置(
不良品位)
教导时主臂的定位顺序
主取产品→主臂后行,主臂下行→ 主待机位→主臂上行→装箱位置(
不良品位)
(3)
(5)(1)
(4) (2)
副臂运动顺序
(10)(6)
副待机位→副臂下行→副夹水口→ 副臂后行→副臂上行→副放水口
教导时副臂的定位顺序
副夹水口→副臂后行,副臂下行→
副待机位→副臂上行→副放水口
自动运行开始
PLC程序运行流程图
N0 判断程序传输是否正
确
在PLC端有相应的子程 序端来对应不同的指令 ,在PLC端实现的为对 于终端电机的具体执行 ,根据指令系统的要求 ,PLC系统相当与一个 控制器和运算器,根据 两段程序区的指令来进 行程序运行。下图为 PLC端程序运行的流程 图:
注塑机机械手程序教材-精选文档
(5)(1)
(4) (3) (2)
cnc38
副臂的主要位置
副待机位:开始取件前副臂所处位置 (10) (6) ,是机械手副臂工艺程序开始也是工 艺程序结束的位置(如图点6) 副臂下行:副臂下行进入模内的位置 (如图点7) 副夹水口:副臂夹取水口的位置(如 图点8) 副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9) 副臂上行:主臂从模内上行到模外的 (7) 位置(如图点10) (9) 副放水口:副臂放置水口的位置。
注塑机机械手
cnc38
本次设计采用路径规划的原理来实现教导方式
取物点
取物点
L型取件
变形 L型取件
取物点
取物点
嵌件点
嵌件点
有嵌件式取件
cnc38
变形有嵌件式取件
主臂的主要位置
+ 主待机位:开始取件前主臂所处位置,
+
+
+ + +
是机械手主臂工艺程序开始也是工艺程 序结束的位置(如图点1) 主臂下行:主臂下行进入模内的位置 (如图点2) 主取产品:主臂取注塑件的位置(如图 点3) 主臂后行:主臂取完塑件,在模内准备 上行到模外的位置(如图点4) 主臂上行:主臂从模内上行到模外的位 置(如图点5) 装箱位置:主臂放置产品的位置。
R1000 R1001 R1002 R1003 R1004 R1005 R1006 R1007 R1008 R1009 R1010 R1011 R1012
R1400 R1401 R1402 R1403 R1404 R1405 R1406 R1407 R1408 R1409 R1410 R1411
cnc38
N0
注塑机械安全培训教材(新)
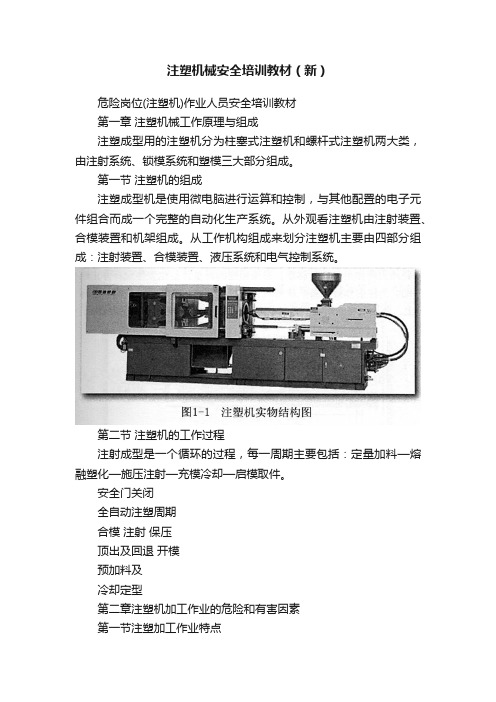
注塑机械安全培训教材(新)危险岗位(注塑机)作业人员安全培训教材第一章注塑机械工作原理与组成注塑成型用的注塑机分为柱塞式注塑机和螺杆式注塑机两大类,由注射系统、锁模系统和塑模三大部分组成。
第一节注塑机的组成注塑成型机是使用微电脑进行运算和控制,与其他配置的电子元件组合而成一个完整的自动化生产系统。
从外观看注塑机由注射装置、合模装置和机架组成。
从工作机构组成来划分注塑机主要由四部分组成:注射装置、合模装置、液压系统和电气控制系统。
第二节注塑机的工作过程注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。
安全门关闭全自动注塑周期合模注射保压顶出及回退开模预加料及冷却定型第二章注塑机加工作业的危险和有害因素第一节注塑加工作业特点不论是进口还是国产注塑机都具有以下特点:l、注塑机固定资产投资大,生产规模大,消耗原料多.劳动生产率高,创产值大。
是一种劳动效率较高的生产组织形式;2、注塑机由机械、液压、电器、专用配套件等组成,按照注塑加工工艺技术的需要,有机地组合在一起,自动化程度高,相互之间关联紧密;注塑机可3班24h连续运转。
若注塑机的某个元件发生故障。
将导致停机;3、注塑机上虽然操作简单,工人少,但注塑机管理和维修的技术含量高,工作量也大;4、现代化注塑机生产中,由于注塑机结构复杂,自动化程度很高,液压、电控及机械的联系非常紧密,因而注塑机出现故障,哪怕是局部的失灵,都会造成整个注塑机的停产;5、注塑机是在强力、高速、高温、高压的条件下快速进行工作的,如果相关工作人员缺乏安全生产知识或操作失误,就会有发生重大人身意外伤害的危险;.6注塑生产所涉及的周边设备、辅助物料及工具较多.面对的是注塑机、模具及周边设备的高压锁模、高温、高速、高电压等安全隐患多的环境;如果注塑车间的安全生产管理工作做不到位,各岗位工作人员的安全生产意识低,稍一麻痹大意就会容易出现人体压伤、烫伤、碰伤、金属划伤、火险及触电的意外事故:7、注塑生产过程中所用的原料、包材、水口料、胶件、液化气及各种喷剂等均为易燃、易爆物品,极易产生火险。
FANUCROBOSHOTSi注塑机操作说明书PPT专业课件
9. 最大射出時間的設定
射出時間根据成型品的形狀和大小而异.同時還需考慮到是否能完全充填,以及外觀問題 和質量問題,一般來說,比較薄的成型品比較容易發生變形,所在要盡量縮短時間,而比較厚 的成型品,為防止出現縮痕和气泡,需要延長射出時間.另外,如果澆口比較大,射出時間應短; 澆口比較小時射出時間應長. 射出時間跟成型溫度和射出速度有關系. ★初期設定時間要稍稍長一點. ★最終設定最大射出時間,要設定比實際射出時間稍長 0.5~1 秒的值. ★設定最大射出時間的作用是,在一模我穴時如果在澆口處有阻塞,就會通過射出時間的作 用從射出轉向保壓工程.
螺桿位置
2. 由壓力切換來完成從射出到保壓的切換. 樹脂壓力可以通過檢測螺桿的推力得知,設定与實際的樹脂壓力接近的壓力以達到最 合适的成型條件. ★即使設定了壓用切換,到達最大射出時間后也會切換到保壓工程.
射出速度 壓 力
切換壓力
壓力
保壓切換位置
螺桿位置
3. 由射出時間完成從射出到保壓的切換 如果超過射出時間,就會從射出切換到保壓 ★實際使用時為以下二种組合: 是先滿足螺桿到達設定的位置這一條件,還不滿足超過射出時間這一條件: 是先滿足壓力達到設定的壓力這一條件,還是滿足超過射出時間這一條件.
2.射出座的動作領域
射出座的移動由齒輪馬達控制. 与模具的接触力需要利用彈簧.
3.頂出 机构
通過AC馬達的旋轉以及同步皮帶的作用,驅動滾珠的作用,驅動 滾珠導螺杆,使頂出板前進或后退,完成成型品的頂出過程.
4.模厚調整机构
模厚調整机构是通過齒輪馬達旋轉齒輪,精密地維持模盤的平行 度以及鎖模力的平衡.
FANUC ROBOSHOT S-2000i
第二章:FANUC成型机的設定方法
注塑机培训教材 ppt课件

螺杆头的构造
ppt课件
3:合模系统
合模系统的作用: 合模系统的作用是保证模具闭合、开启及顶出制品。同
时,在模具闭合后,供给予模具足够的锁模力,以抵抗熔 融塑料进入模腔产生的模腔压力,防止模具开缝,造成制 品的不良现状。 合模系统的组成: 合模系统主要由合模装置、调模机构、顶出机构、前后固定 模板、移动模板、合模油缸和安全保护机构组成。
ppt课件
JSW J140AD-180H 规格
ppt课件
特殊功能选项
1:中子动作选择 2:自锁喷嘴(模具针阀功能选择) 3:特殊的螺杆配置。 4:特殊的顶针配置功能
ppt课件
注塑机的操作画面
ppt课件ppt课件ppt课件ppt课件
ppt课件
ppt课件
ppt课件
ppt课件
监测系统主要对注塑机的油温、料温、系统超载,以及 工艺和设备故障进行监测,发现异常情况进行指示或报 警。
ppt课件
2:注塑系统
注射系统的作用:注射系统是注塑机最主要的组成部分之一,一般有 柱塞式、螺杆式、螺杆预塑柱塞注射式3种主要形式。目前应用最广 泛的是螺杆式。其作用是,在注塑料机的一个循环中,能在规定的时 间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺 杆将熔融塑料注入模具型腔中。注射结束后,对注射到模腔中的熔料 保持定型。
计量段
压缩段
加料段
ppt课件
螺杆的参数和指标
加料段: 直径较小,主要作用是输送原料给后段,因此主要是输送能力问题,
TF=(0.12-0.14)D。 压缩段: 直径变化,主要作用是压实、熔融物料,建立压力。参数压缩比
ε=h1/h3及L2。准确应以渐变度A=(h1-h3)/L2。 均化段(计量段): 将压缩段已熔物料定量定温地挤到螺杆最前端、
注塑机操作培训课件.doc

注塑机生产培训一、注塑机基本动作和操作方式1、基本动作:喷嘴前进(射座前进)、选择注塑方式,合模、注射、保压、冷却、开模、顶出、退针、合模。
2、注塑机三种操作方式:一般注塑机既可手动操作,也可以半自动和全自动操作。
(1)手动操作是在一个生产周期中,每一个动作都是由操作者拨动操作开关而实现的。
一般在试机调模时才选用。
(2)半自动操作时机器可以自动完成一个工作周期的动作,但每一个生产周期完毕后操作者必须拉开安全门,取下工件,再关上安全门,机器方可继续下一个周期的生产。
(3)全自动操作时注塑机在完成一个工作周期的动作后,可自动进入下一个工作周期。
在正常的连续工作过程中无须停机进行控制和调整。
但须注意,如需要全自动工作,则(1)中途不要打开安全门,否则全自动操作中断;(2)要及时加料。
(4)实际上,在全自动操作中通常也是需要中途临时停机的,如给机器模具喷射脱模剂等。
正常生产时,一般选用半自动或全自动操作。
操作开始时,应根据生产需要选择操作方式(手动、半自动或全自动),并按下相应手动、半自动或全自动按钮。
半自动及全自动的工作程序已由控制系统本身确定好,操作人员只需在控制面板上更改速度和压力的大小、时间的长短、顶针的次数等等,不会因操作者调错键钮而使工作程序出现混乱。
(5)注意:生产前必须在控制面板里根据产品性质设置好相应参数后才能选择半自动或全自动操作。
二、注塑机安全操作知识养成良好的注塑机操作习惯对提高机器寿命和生产安全都大有好处。
1、开机之前:(1)检查电器控制箱内是否有水、油进入,若电器受潮,切勿开机。
应由维修人员将电器零件吹干后再开机。
(2)检查供电是否正常。
(3)检查急停开关,前后安全门开关是否正常。
(4)检查各冷却管道是否畅通,并对油冷却器和机筒端部的冷却水套通入冷却水。
(5)检查各活动部位是否有润滑油(脂),并加足润滑油。
(6)打开电热,对机筒各段进行加温。
当各段温度达到要求时,再保温一段时间,以使机器温度趋于稳定。
注塑车间操作员培训教材PPT课件
2020/2/17
19
不良品:
操作工在生产过程中产生不良品必须提报班长进行 处理,同时将不良数量登录《注塑日检记录表》。
班长和车间主管对不良率偏高的产品原因分析解决。
2. 经换色、换模、换料、修模后生产的第一模产品,经自 检合格后送质检员首检确认封样后,才可进行量产。
3. 每班生产的产品,对照封样品和《注塑作业指导书》进 行自检,并如实填写自检记录。
4. 接班前,检查工艺卡、换模后产品、物料、颜色是否相 对应;封样品和作业指导书是否到位。
5. 接班时,产品必须经自检首检,按《注塑作业指导书》 和其它质量文件规定逐项检验,确认合格后再生产。
10、因生产任务结束或其它原因停机,关闭落料口,先将料筒内的余料做完;机器应置于 手动状态,退开注座,关马达和冷却水。
11、交接班时,要把产品质量情况、设备性能情况数据统计等等与生产有关的情况都要移 交清楚。
122、02下0/2班/17前做好设备场地清洁卫生,做好生产记录和及其它记录。
8
优质产品是生产制造和管理出来的
3、出模后产品按《作业指导书》规定自检、装箱、标识并做好自检记录。
4、按首检规定,经换色、换料、换模后生产的产品,经质检员首检确认封样后再量产。
5、待产品正常生产时,按规定打开模具冷却水,随时检查机器,模具的冷却情况。
6、半自动生产时,要及时清除模具内的垃圾;自动生产时每小时清理一次。
7、待油泵马达正常动转后,方可进行调试、生产。
8、已经调试后的模具,可立即生产。选择半自动状态→关闭安全门→经合模→锁模→注射 →保压→冷却→开模→顶出→打开安全门→按规定取出制品。再关闭安全门,完成下 一个循环动作。未经调试的模具,对空注净料筒内的余料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
长度:2 words
Addr ACT :动作操作码
Addr+1
TPAR :时间参数
(2)无时间参数动作:
格式:ACT
长度:1 words
Addr ACT :动作操作码
(3)微调动作
存储结构如右: 长度:17 words
Addr+2 XL Addr+3 XH Addr+4 XV
:X位置低字 :X位置高字 :X速度
Addr+5 YL :Y位置低字
Addr+6 YH :Y位置高字
Addr+7 YV :Y速度
Addr+8 ZL :Z位置低字
Addr+9 ZH :Z位置高字
Addr+10 ZV :Z速度
Addr+11 UL :U位置低字
Addr+12 UH :U位置高字
Addr+13 UV :U速度
Addr+14 VL :V位置低字
Addr+15 VH :V位置高字
Addr+16 VV :V速度
注塑机机械手程序教材
15
教导程序源程序储存区
动作信息存储
(1)有时间参数动作:
格式:ACT ,TPAR
(7)
❖ 副放水口:副臂放置水口的位置。 (9)
注塑机机械手程序教材
(8)
4
主臂运动顺序
❖ 主待机位→主臂下行→主取产品→ 主臂后行→主臂上行→装箱位置(
不良品位)
教导时主臂的定位顺序
❖ 主取产品→主臂后行,主臂下行→ 主待机位→主臂上行→装箱位置(
不良品位)
(3)
注塑机机械手程序教材
(5)(1)
教导程序按一定的顺序组成的。同时
PLC端有两段程序数据存储区,一段为
主臂的程序存储区,另一端为副臂的程
序储存区。在工艺程序执行的时候两段
注塑机机械手程序教材
10
自动运行开始
PLC程序运行流程图
N0 判断程序传输是否正
确
在PLC端有相应的子程 序端来对应不同的指令 ,在PLC端实现的为对 于终端电机的具体执行 ,根据指令系统的要求 ,PLC系统相当与一个 控制器和运算器,根据 两段程序区的指令来进 行程序运行。下图为 PLC端程序运行的流程 图:
教导程序源程序储存
区
主臂程序储
副臂程序
存区
储存区
源程序区分为主臂程
R1000
R2000
序存储区和副臂程序
存储区两块。每个位
.
.
置对应的分块程序储
. .
. .
存区,储存了该位置
. .
. .
的信息及该位置下的
.
.
动作信息。它是按照
R1399
R2399
位置动作的先后次序 主臂数据储 来存储的。存储信息 存区
YES
程序运行状 态初始化
给出程序传 输错误提示
取主臂程序开始 取主臂程序指令码
将所取指令码进行比 较
YES 根据比较结果调用主臂 相应动作子程序NO并在子 程序中判断有无报警
NO
取副臂程序开始 取副臂程序指令码 将所取指令码进行比
较
根据比较结果调用副臂 YES 相 程应 序动 中作 判子 断程 有序 无NO并 报在 警子
(4) (2)
5
副臂运动顺序
(10)(6)
❖ 副待机位→副臂下行→副夹水口→ 副臂后行→副臂上行→副放水口
教导时副臂的定位顺序
❖ 副夹水口→副臂后行,副臂下行→
副待机位→副臂上行→副放水口
(7)
(9)
(8)
注塑机机械手程序教材
6
教导程序主画面介绍
注塑机机械手程序教材
7
教导程序验证画面介绍
注塑机机械手程序教材
3
副臂的主要位置
❖ 副待机位:开始取件前副臂所处位置 ,是机械手副臂工艺程序开始也是工
(10)(6)
艺程序结束的位置(如图点6)
❖ 副臂下行:副臂下行进入模内的位置 (如图点7)
❖ 副夹水口:副臂夹取水口的位置(如 图点8)
❖ 副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9)
❖ 副臂上行:主臂从模内上行到模外的 位置(如图点10)
R1405 X轴速度
R1406 Z轴位置低位
R1407 Z轴位置高位
R1408 Z轴速度
R1409 R1410
翻平对应的位 翻直对应的位
R1411
翻直时间 .
.
注塑机机械手程序教材
.
14
教导程序源程序储存区
位置信息存储
指令在内存中的存储格式为: Addr LOC :定位操作码
Addr+1 order :运动顺序
注塑机机械手
注塑机机械手程序教材
1
本次设计采用路径规划的原理来实现教导方式
取物点
L型取件
取物点
变形 L型取件
取物点
取物点
嵌件点
嵌件点
有嵌件式取件
变形有嵌件式取件
注塑机机械手程序教材
2
主臂的主要位置
+ 主待机位:开始取件前主臂所处位置, 是机械手主臂工艺程序开始也是工艺程 序结束的位置(如图点1)
副臂数据 储存区
类型可以分为两大类
. .
. .
:位置信息,动作信
.
.
息。
.
.
.
.
.
.
R2000
R3000
注塑机机械手程序教材
13
R1000 Y轴动作指令码
R1001
教导程序源程序储存区 R1002 R1003
1400 X轴动作指令码
1403
R1004 Z轴动作指令码
R1005 R1006
1406 复位指令码
+ 主臂下行:主臂下行进入模内的位置 (如图点2)
+
主取产品:主臂取注塑件的位置(如图 点3)
+ 主臂后行:主臂取完塑件,在模内准备 上行到模外的位置(如图点4)
+ 主臂上行:主臂从模内上行到模外的位 置(如图点5)
+ 装箱位置:主臂放置产品的位置。
(3)
注塑机机械手程序教材
(5)(1)
(4) (2)
R1007 1409
例如主待机位执行翻 直和等候开模,主臂 程序存储区的值为
R1008 R1009 R1010 R1011
R1012
置位指令码 1410 带时间测试指令码 1411
等. 候指令
.
R1400
. Y轴位置低位
R1401 Y轴位置高位
R1402 Y轴速度
R1403 X轴位置低位
R1404 X轴位置高位
NO
判断产量是否到达 NO YES
注塑机机械手程序教退出材自动运
11
行
教导程序的基本结构
在触摸屏端存储的是工艺程序的源程序,当 需要显示时,把源程序分解成为显示区程序,当 需要生成加工工艺程序的时候则生成执行代码传 输给PLC端执行。
源程序
执行代码
显示区
50个位置的分块程序
注塑机机械手程序教材
12
8Hale Waihona Puke 教导程序存储画面介绍注塑机机械手程序教材
9
本次设计采用路径规划的原理来实
现教导方式 。触摸屏端通过对路径的分
析,设定相应的电机运动顺序,根据指
令系统自动生成一套工艺程序,并传输
到PLC端进行执行。同时在PLC中有相 应的程序储存区和数据存储区,PLC根
据程序存储区的指令来进行动作。而这
些程序是根据指令系统中的指令、根据