SAE AMS 2757-B-2004 气体氮碳共渗
表面工程略微整理版 (1)
洁净表面:大块晶体的三维周期结构与真空间的过渡区,它包括所有不具有晶体内特征的原子层,为1个~几个原子层,厚度0.5~2nm污染表面:指被任何其他东西所污染,或吸附其他原子、分子的材料表面。
理想表面:当一块无限大的无缺陷的晶体被分成两个半无限大的晶体时,如果在分割面附近区域中的原子排列、电子的密度分布都和分割前一样,而且晶体在分割时没有原子进入或跑出分割面,这个分割面就是理想表面冶金结合:覆层与基体之间通过熔融过程实现结合扩散结合:覆层与基材之间通过原子扩散结合磨粒磨损:指由于硬颗粒或硬突起物使材料迁移而造成的磨损粘着磨损:指当接触表面作相对运动时,由于固相微凸体的焊合作用使材料从一个表面转移到另一个表面造成的磨损表面疲劳磨损:指由于在表面上重复滚动或滑动时所产生的循环交变应力引起疲劳而使材料脱落的磨损冲击磨损:两固体表面间重复冲击作用下材料损伤和脱落的磨损形式磨光:是普通的利用砂粒、刃口将M机械性切割下来的过程,主要目的是去除金属零件表面的毛刺/砂眼/氧化皮/锈迹/沟纹等,使其具有一定的平整度和粗糙度抛光:是机械、化学、电化学结合过程,主要目的是消除M零件表面的微观不平,使其具有镜面外观电化学抛光:指将工件作为阳极,浸于特定的抛光介质中并通以直流电进行抛光化学抛光:将工件浸于合适的的溶液中进行抛光.干法热镀锌:预处理干燥溶剂处理浸锌清洗氧化还原法:氧化/还原浸锌喷吹/冷却钝化处理涂油气体碳氮共渗:指在780~880℃同时渗入C/N原子,以渗碳为主的工艺氮碳共渗:指在520~580℃同时渗入C/N原子,以渗氮为主的工艺QPQ工艺:盐浴氮碳共渗+氧化盐浴冷却+抛光+氧化盐浴T.D工艺:通过将钢铁材料置于硼砂熔盐浴中进行渗M(铬/钒/铌)的工艺机械结合:表面凸凹不平,互相嵌合扩散结合:高温下发生原子扩散,接合面上形成固溶体或金属间化合物爆炸喷涂:将一定比例的氧和乙炔送入枪内,后将氮气与粉末混合输入,由火花塞点火,使混合气体燃烧爆炸,粉末被加热和加速,由枪口喷射到基体表面形成涂层的技术超音速喷涂:氧和乙炔(或煤油/丙稀/氢气)在燃烧室燃烧后被压缩/加速,喷向工件基体表面形成涂层的技术(实质是火焰喷涂+超音速)电镀:指利用电化学的方法在零件表面沉积一薄层M或合金的技术化学镀:在无外加电流时含有欲镀M离子的溶液在还原剂的作用下使M离子还原成M而沉积在制品表面的方法。
气体氮碳共渗及后氧化复合处理研究

总753期第十九期2021年7月河南科技Journal of Henan Science and Technology气体氮碳共渗及后氧化复合处理研究唐光辉肖江华潘行杰(宁波精益微型轴有限公司,浙江宁波315500)摘要:本研究采用气体氮碳共渗及后氧化复合表面处理技术对45#钢和40Cr钢表面进行改性,并对处理后工件的硬度、金相组织、尺寸变形量、表面粗糙度、耐蚀性进行研究。
结果表明:经复合处理后45#钢和40Cr钢表面硬度明显提高,分别为HV0.1580和HV0.1637;两种材料渗层金相组织均由白亮层及氧化层组成,45#钢和40Cr钢白亮层厚度分别为22.4μm和19.6μm,氧化层厚度均为1.7μm;复合处理后两种材料直线度没有较大变化,外径均略有增大,45#钢外径增大0.0063mm,40Cr钢增大0.0027mm;粗糙度基本保持不变;盐雾试验结果显示,复合处理的45#钢和40Cr钢经400h中性盐雾试验无锈点,具有良好的耐蚀性。
关键词:气体氮碳共渗;后氧化;复合处理;耐蚀性中图分类号:TG156.8文献标识码:A文章编号:1003-5168(2021)19-0111-04 Study on Gas Nitro Carburizing of Total Permeability&Post-OxidationComposite ProcessingTANG Guanghui XIAO Jianghua PANG Xingjie(Ningbo Jingyi Miniature Axle Co.,Ltd.,Ningbo Zhejiang315500)Abstract:The surface of45#steel and40Cr features improved by gas nitrogen carburizing and post oxidation com⁃bined surface treatment,study on the hardness,metallographic structure,dimension deformation,surface roughness and corrosion resistance.The results show that the surface hardness of45#steel and40Cr is improved obviously after composite treatment.The Measured values are HV0.1580and HV0.1637Respectively,The metallographic structure of the infiltration layer of the two materials is composed of the white-bright layer and the oxide layer.The thickness of 45#steel and40Cr white-bright layer are22.4μm and19.6μm respectively,both of the oxide layer thickness layer are1.7μm.The two materials straightness accuracy did not change greatly after treatment.The outer diameter was in⁃creased slightly;45#steel material outer diameter increased by0.0063mm,40Cr material increases by0.0027mm as well as the roughness no change basically.The results of salt spray test show that the composite45#steel and40Cr material have no rust points after400hours neutral salt spray test which means have good corrosion resistance. Keywords:Gas nitro carburizing of total permeability;post-oxidation;composite processing;corrosion resistance汽车雨刮电机输出轴是雨刮系统联动机构的主要组成部件,常用材料为45#钢和40Cr钢。
渗碳 渗氮、氮碳共渗标准
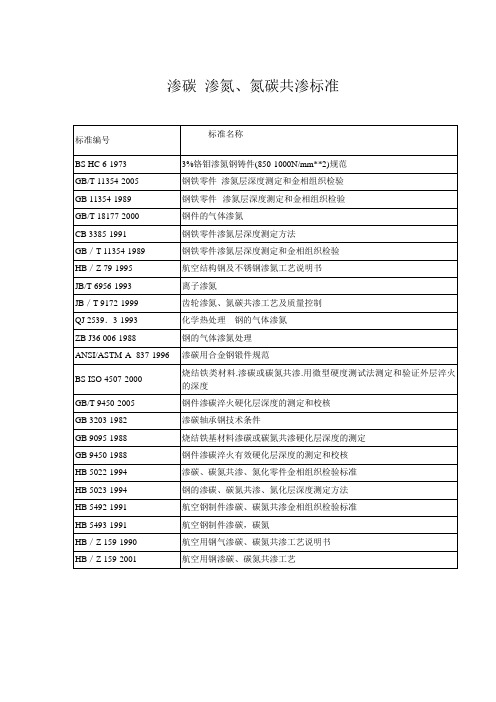
渗碳渗氮、氮碳共渗标准通俗地说,不锈钢就是不容易生锈的钢,实际上一部分不锈钢,既有不锈性,又有耐酸性(耐蚀性)。
不锈钢的不锈性和耐蚀性是由于其表面上富铬氧化膜(钝化膜)的形成。
这种不锈性和耐蚀性是相对的。
试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含水量的增加而提高,当铬含量达到一定的百分比时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。
不锈钢的分类方法很多。
按室温下的组织结构分类,有马氏体型、奥氏体型、铁素体和双相不锈钢;按主要化学成分分类,基本上可分为铬不锈钢和铬镍不锈钢两大系统;按用途分则有耐硝酸不锈钢、耐硫酸不锈钢、耐海水不锈钢等等,按耐蚀类型分可分为耐点蚀不锈钢、耐应力腐蚀不锈钢、耐晶间腐蚀不锈钢等;按功能特点分类又可分为无磁不锈钢、易切削不锈钢、低温不锈钢、高强度不锈钢等等。
由于不锈钢材具有优异的耐蚀性、成型性、相容性以及在很宽温度范围内的强韧性等系列特点,所以在重工业、轻工业、生活用品行业以及建筑装饰等行业中获取得广泛的应用。
奥氏体不锈钢在常温下具有奥氏体组织的不锈钢。
钢中含Cr约18%、Ni 8%~10%、C约0.1%时,具有稳定的奥氏体组织。
奥氏体铬镍不锈钢包括著名的18Cr-8Ni钢和在此基础上增加Cr、Ni含量并加入Mo、Cu、Si、Nb、Ti等元素发展起来的高Cr-Ni 系列钢。
奥氏体不锈钢无磁性而且具有高韧性和塑性,但强度较低,不可能通过相变使之强化,仅能通过冷加工进行强化。
如加入S,Ca,Se,Te等元素,则具有良好的易切削性。
此类钢除耐氧化性酸介质腐蚀外,如果含有Mo、Cu等元素还能耐硫酸、磷酸以及甲酸、醋酸、尿素等的腐蚀。
此类钢中的含碳量若低于0.03%或含Ti、Ni,就可显著提高其耐晶间腐蚀性能。
高硅的奥氏体不锈钢浓硝酸肯有良好的耐蚀性。
由于奥氏体不锈钢具有全面的和良好的综合性能,在各行各业中获得了广泛的应用。
铁素体不锈钢在使用状态下以铁素体组织为主的不锈钢。
零件的氮化处理相关知识
氮化处理又称为扩散渗氮。
气体渗氮在1923年左右,由德国人Fry首度研究发展并加以工业化。
由於经本法处理的制品具有优异的耐磨性、耐疲劳性、耐蚀性及耐高温,其应用范围逐渐扩大。
例如钻头、螺丝攻、挤压模、压铸模、鍜压机用鍜造模、螺桿、连桿、曲轴、吸气及排气活门及齿轮凸轮等均有使用。
一、氮化用钢简介传统的合金钢料中之铝、铬、钒及钼元素对渗氮甚有帮助。
这些元素在渗氮温度中,与初生态的氮原子接触时,就生成安定的氮化物。
尤其是钼元素,不仅作为生成氮化物元素,亦作为降低在渗氮温度时所发生的脆性。
其他合金钢中的元素,如镍、铜、硅、锰等,对渗氮特性并无多大的帮助。
一般而言,如果钢料中含有一种或多种的氮化物生成元素,氮化后的效果比较良好。
其中铝是最强的氮化物元素,含有0.85~1.5%铝的渗氮结果最佳。
在含铬的铬钢而言,如果有足够的含量,亦可得到很好的效果。
但没有含合金的碳钢,因其生成的渗氮层很脆,容易剥落,不适合作为渗氮钢。
一般常用的渗氮钢有六种如下:(1)含铝元素的低合金钢(标准渗氮钢)(2)含铬元素的中碳低合金钢 SAE 4100,4300,5100,6100,8600,8700,9800系。
(3)热作模具钢(含约5%之铬) SAE H11 (SKD – 61)H12,H13(4)肥粒铁及麻田散铁系不锈钢SAE 400系(5)奥斯田铁系不锈钢 SAE 300系(6)析出硬化型不锈钢 17 - 4PH,17 – 7PH,A – 286等含铝的标准渗氮钢,在氮化后虽可得到很高的硬度及高耐磨的表层,但其硬化层亦很脆。
相反的,含铬的低合金钢硬度较低,但硬化层即比较有韧性,其表面亦有相当的耐磨性及耐束心性。
因此选用材料时,宜注意材料之特徵,充分利用其优点,俾符合零件之功能。
至於工具钢如H11(SKD61)D2(SKD –11),即有高表面硬度及高心部强度。
二、氮化处理技术:调质后的零件,在渗氮处理前须澈底清洗乾净,兹将包括清洗的渗氮工作程序分述如下:(1)渗氮前的零件表面清洗大部分零件,可以使用气体去油法去油后立刻渗氮。
气体氮碳共渗在汽油机气门弹簧上的应用

宛杰魁 , 张加林 , 庄耀峰 , 张贤礼
(无锡威孚精密机械制造有限责任公司 弹簧研究所 ,江苏 无锡 214028)
摘要 :分析了用 SWOSC2V , OTEVA 275SC牌号弹簧钢丝卷制的汽油机气门弹簧引入氮化工艺的可行性 ,经讨论后确定以 450 ±10 ℃温度对气门弹簧进行低温气体氮碳共渗 (气体软氮化 )处理 ,通过工艺试验和分析 ,确定了汽油机气门弹簧气 体氮化工艺 。对处理后的弹簧经金相 、静压试验和疲劳试验表明 ,气体软氮化能进一步提高汽油机气门弹簧的抗松弛及 工作可靠性 。 关键词 :气门弹簧 ;表面强化 ;软氮化 ;松弛 ;残余应力 中图分类号 : TK413. 43 文献标识码 : B
37
现 代 车 用 动 力 2007年第 2期
渗氮气氛的“氮势 ”可定义为 PNH3 / PH121150 ,可见氨 分解率越低 (通氨越多 ) ,氮势越高。技术人员通 常是通过调节氨分解率来控制渗氮过程的 。 113 氮化后数据检测 11311 金相分析
将经 450 ±10 ℃氮碳共渗后的试棒及弹簧分 别进行金相分析 ,其金相组织见图 3:
ω( P)
ω( S)
ω( Cr) ω( Cu)
≤0103 ≤01025 0150~0180
0102 01020 0150~1100
0102 01020 0165~1105
ω(V ) ω(N i)
0105~0125 0105~0115 0120~0140
日本 SWOSC2V
0150~0160 1120~1160 0150~0180 ≤0103 ≤01030 0150~0180
用显微硬度计 (维氏硬度计 )测定的试样及 弹簧的表面和芯部硬度见表 2:
材料热处理工程师资格考试题+答案
1.何谓钢的球化退火,其目的是什么? 主要适用于哪些钢材?是使钢中碳化物球状化而进行的退火目的:降低硬度、改善切削加工性,为以后淬火做准备,减小工件淬火畸变和开裂;主要用于共析钢、过共析钢的锻轧件及结构钢的冷挤压件等。
2.简述淬火冷却方法(至少说出五种)。
1)水冷:用于形状简单的碳钢工件,主要是调质件;2)油冷:合金钢、合金工具钢工件。
3)延时淬火:工件在浸入冷却剂之前先在空气中降温以减少热应力;4)双介质淬火:工件一般先浸入水中冷却,待冷到马氏体开始转变点附近,然后立即转入油中缓冷;5)马氏体分级淬火:钢材或工件加热奥氏体化,随之浸入稍高或稍低于钢的上马氏体点的液态介质(盐浴或碱浴)中,保持适当时间,待钢件的内、外层都达到介质温度后取出空冷,以获得马氏体组织的淬火工艺。
用于合金工具钢及小截面碳素工具钢,可减少变形与开裂;6)热浴淬火:工件只浸入150-180℃的硝烟或碱浴中冷却,停留时间等于总加热时间的1/3-1/2,最后取出在空气中冷却;7)贝氏体等温淬火:钢材或工件加热奥氏体化,随之快冷到贝氏体转变温度区域(260-400℃)等温保持,使奥氏体转变为贝氏体的淬火工艺。
用于要求变形小、韧性高的合金钢工件3.简述淬透性概念及其影响因素。
钢在淬火时能够获得马氏体的能力即钢被淬透的深度大小称为淬透性。
其影响因素有:1.亚共析钢含碳量↑,C曲线右移,过共析钢含碳量↑,C曲线左移;2.合金元素(除Co外)使C曲线右移;3.奥氏体化温度越高、保温时间越长,碳化物溶解越完全,奥氏体晶粒越粗大,使C曲线右移;4.原始组织越细,使C曲线右移,Ms点下降;5.拉应力加速奥氏体的转变,塑性变形也加速奥氏体的转变。
4.钢的回火分哪几类?说出低温回火的适用性(目的)。
(1)低温:150-250℃,用于工模具、轴承、齿轮等。
(2)中温:250-500℃,用于中等硬度的零件、弹簧等。
(3)高温:500-700℃,用于各种轴累、连杆、螺栓等。
40Cr钢经不同渗氮工艺处理后的性能研究

20
《金属热处理》2003 年第28 卷第7 期
1 引言
s 。在阳极极化的过程中,当渗氮层被击穿时(产生空
为提高钢材的表面硬度、耐磨性、疲劳强度及抗 蚀时)腐蚀电流激增。将腐蚀电流激增处的电极电
腐蚀能力,在工业生产中常对钢材进行表面渗氮处 位,标记为击穿电位。
理。随着科学技术的进步,钢的渗氮技术与工艺得 3 试验结果
从现有资料中,还不能准确分析出 Ce 、La 的存 在形式,说 明 其 化 合 物 结 构 很 复 杂,有 待 进 一 步 探
讨。
3 结论
(1 )离子注入试样表层硬度远高于未注入试样 表层和基体,使材料表面存在很大硬度梯度,注入层
类似于在材料表面形成一层“硬壳”。
(2 )注入Al REti B + + N + 能大幅度提高 H13 钢 表层的纳米硬度。
[2 ] 赵 青,等. 温度对氮离子注入的 Cr12 MoV 表面性能影响[J ]. 微细加工技术,2000 ,4 :14- 20 .
[3 ] 王 超,等. Cu 离子和 Al 离子注入 M2 钢表面改性研究[J ]. 核 技术,2001 ,24(4 ):295- 299 .
[4 ] 黄拿灿,等. 工模具钢的金属离子注入及其强化机理[J ]. 热加工 工艺,2000 ,2 :8- 10 .
20 mi n 油淬,540 C > 90 mi n 回火。
气体渗氮采用两段渗氮工艺:d500 C > 30h ;i
510 C > 40h ,气氛均为氨气。气体氮碳共渗的工艺
为570 C > 5h ,介质为氨气和甲醇。离子渗氮的工艺
为570 C > 5h ,渗氮介质为氨气。
渗碳与渗氮,碳氮共渗处理

北京基耐尔热处理工艺研究所
1. 等温淬火盐
适用于钢铁材料的150~550℃的盐浴等温淬火,盐浴分级淬火,盐浴本身的流动性好,稳定性好,均匀性好,无老化,适合于连续生产线,单槽、多槽等温淬火和回火。是取代铅浴的理想工艺。...
最后修改日期:2010-03-10
2. 盐浴渗碳
也称无毒原料液体碳氮共渗,盐浴温度在720℃左右,渗层厚度可在0.08~0.3mm方便地进
冲击和重载荷下的零件 表面耐磨、心部韧性、强度都高 30CRNiMoA
精密零件 表面硬度、心部强度都高 38CrMoAlA
对高硬度、高耐磨性要求的氮化件,不宜选用碳钢和一般合金钢。
钢的碳氮
共渗---就是将碳、氮同时渗入工件表层的化学热处理过程(加热温度高于临界温度Ac1或Ac3 ,不宜高于900C,以吸收碳原子为主)。兼有两者的长处,这种工艺有逐步代替渗碳的趋势。主要优点如下:
渗氮用钢---从理论上讲,所有的钢铁材料都能渗氮。但我们只将那些适用可渗氮处理并能获得满意效果的钢才称为渗氮用钢。凡含有Cr、Mo、V、Ti、Al等元素的低、中碳合金结构钢、工具钢、不锈钢(不锈钢渗氮前需去除工件表面的钝化膜,对不锈钢、耐热钢可直接用离子氮化方法处理)、球墨铸铁等均可进行渗氮。
渗氮后零件虽然具有高硬度、高耐磨性和高的疲劳强度,但只是表面很薄的一层(铬钼铝钢于500--540C经35--65h渗氮层深只达0.3--0.65mm) 。必须有强而韧的心部组织作为渗氮层的坚实基底,才能发挥渗氮的最大作用。总的来看,大部分渗氮零件是在有摩擦和复杂的动载荷条件下工作的,不论表面和心部的性能都要求很高。
渗碳零件注意事项:
(1)渗碳前的预处理正火--目的是改善材料原始组织、减少带状、消除魏氏组织,使表面粗糙度变细,消除材料流线不合理状态。正火工艺;用860--980C空冷、179--217HBS