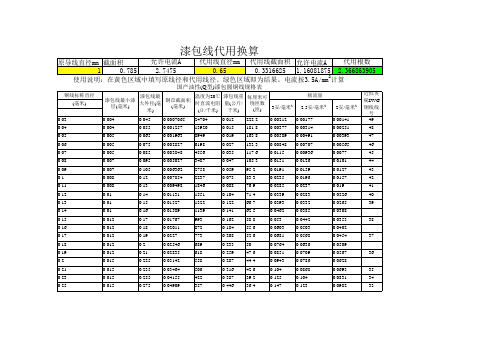
漆包线线径与张力的配比
高张力漆包线说明,超微细漆包线价格,超微细电磁线工艺
苏云漆包机应用说明常州苏云电气有限公司为股份制企业,成立于2005年,注册资金5000万元,占地60多亩。
我公司积极与电缆研究所和东南大学合作建立高端电线电缆设备研发中心,在吸引,消化国内外最先进技术的基础上,自我创新,广泛应用高新科技成果,历经多年努力,研制出具有世界先进水平的ZQH 型智能控制高速超微细漆包机和各个系列微型拉丝机。
经国家科技部,江苏省科技厅组织的专家评定,其技术工艺达到世界先进水平。
苏云高智能漆包机主要生产以下两大产品:①高张力和超高张力漆包线,②φ0.015~0.050mm 超微细漆包线。
一、高张力和超高张力漆包线由于电子产品的不断小型化,对微细电磁线的细径化提出了更高的要求,不仅要求重量轻、直径小,还要要求功率增大,还要考虑到微细线在绕制过程易断的特点,为了提高安全张力又兼顾其它特性,在加工选材上考虑采用掺有其他成分的铜合金使安全张力大幅度提高,同时导电率下降幅度也不过大,这种以铜为主体的合金导体就是高张力的漆包线导体,它不仅具有铜的所有性能,还具备很高的强度、很好的韧性和优良的音频特性。
(1)、高张力和超高张力漆包线的特性:高抗张力漆包线(高压线:HTW),是一种极细的漆包线,它采用以铜为主体的合金导体。
产品不仅具有铜的所有性能,还具有很高的强度。
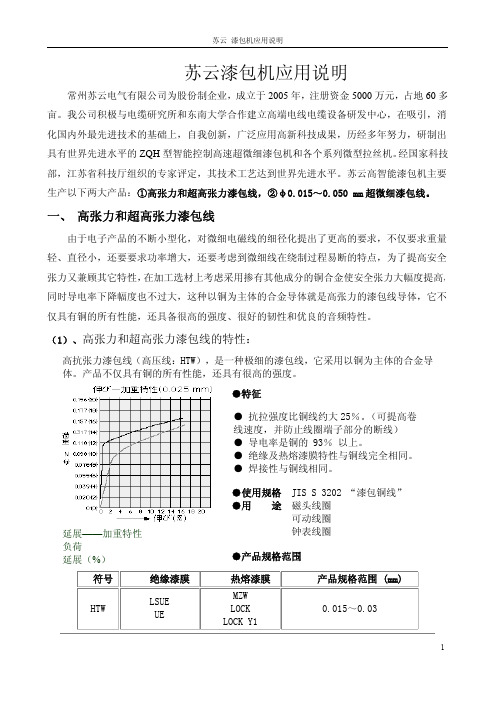
延展——加重特性负荷延展(%)●特征●抗拉强度比铜线约大25%。
(可提高卷线速度,并防止线圈端子部分的断线)●导电率是铜的93%以上。
●绝缘及热熔漆膜特性与铜线完全相同。
●焊接性与铜线相同。
●使用规格JIS S 3202“漆包铜线”●用途磁头线圈可动线圈钟表线圈●产品规格范围符号绝缘漆膜热熔漆膜产品规格范围(mm)HTWLSUE UEMZW LOCK LOCK Y10.015~0.03(2)、高张力和超高张力漆包线与普通导体漆包线的比较(3)、高张力和超高张力漆包线的自粘性和线径的一致性要求使用复合涂层的自粘漆包线(Self-Bonding Wire)来绕制线圈,就改变了传统的变压器制造模式只需热熔即可使线圈成为一个整体,具有一定的机械性能和防潮绝缘性能。
超细漆包线的涂漆工艺的力矩电机张力控制
超细漆包线的涂漆工艺的力矩电机张力控制我国目前漆包线设备和工艺方式都不够完善,随着经济技术的发展,已经提出超细漆包线涂漆工艺张力控制这一新方法了,而此方法是由张力传感器、PIC16F873单片机控制芯片、力矩电机三个单元组成的控制系统,主要目的就是实现对超细漆包线工艺张力的控制。
经过大量实验研究,产生的结果都表明张力控制方法对超细漆包线产品质量的提高具有不可估量的现实意义。
标签:超细漆包线;涂漆工艺;力矩电机;单片机;传感器1 引言在原有的漆包线涂漆工艺中,漆包机收线引轮转速是一定的,但是由于在工作状态中收线盘卷线径逐渐增大,导致收线盘速度比牵引轮的速度大,从而造成漆包线因为张力过大被拉细甚至是拉断。
在这种情况下,笔者在现有的力矩电机开环控制的基础上,引入PIC16F873单片机和张力传感器,这样,张力传感器、PIC16F873单片机就与原有的力矩电机构成了一个闭环控制系统,从而用可控制的张力来影响转速。
2 涂漆设备介绍超细漆包线单头包漆机的组成结构包括传动滚筒、漆缸、烘炉、收绕头、放线、温火。
工作原理是漆包线多次来回于滚筒漆涂漆缸和多次经过烘箱烘烤固化,这才形成了现在的薄漆多涂的工艺,简单来说就是漆包线每次不仅要经过滚筒漆缸,还要经过烘箱烘烤,循环一次要有八到十个来回,最终形成漆包线的反复涂覆。
收线轮是单头包漆机涂覆超细漆包线的牵引装置,工作原理是收线轮与力矩电机的同轴相连接,方便控制力矩电机的速度,即控制收线的张力。
本文尽量描述清楚把张力传感器作为检测元件,通过张力传感器的采样和PIC16F873单片机的A/D转换,得到最终的反馈数据,以此数据来控制力矩电机的电压和速度。
下图1所示为简易模型张力传感器,为笔者自制。
该传感器选用的是精密的三轮式电位传感器。
其中R1、R2为定位轮,当漆包线在工作状态中张力增大时,R2活动轮就向下压缩弹簧,Rx电位器的活动抽头的位置就会自动发生改变,产生向下的位移,这样张力传感器输出的Vn就会减少。
026-014绕线张力测试作业指导书
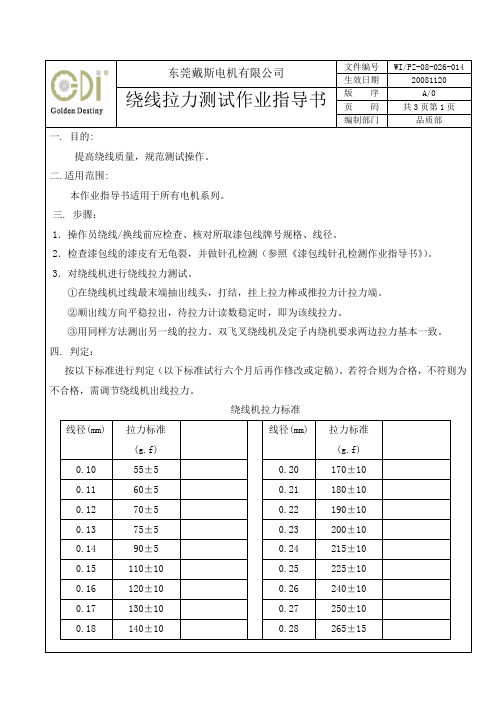
东莞戴斯电机有限公司文件编号WI/PZ-08-026-014生效日期20081120 绕线拉力测试作业指导书版序A/0页码共3页第1页编制部门品质部一. 目的:提高绕线质量,规范测试操作。
二.适用范围:本作业指导书适用于所有电机系列。
三. 步骤:1.操作员绕线/换线前应检查、核对所取漆包线牌号规格、线径。
2.检查漆包线的漆皮有无龟裂,并做针孔检测(参照《漆包线针孔检测作业指导书》)。
3.对绕线机进行绕线拉力测试。
①在绕线机过线最末端抽出线头,打结,挂上拉力棒或推拉力计拉力端。
②顺出线方向平稳拉出,待拉力计读数稳定时,即为该线拉力。
③用同样方法测出另一线的拉力。
双飞叉绕线机及定子内绕机要求两边拉力基本一致。
四. 判定:按以下标准进行判定(以下标准试行六个月后再作修改或定稿)。
若符合则为合格,不符则为不合格,需调节绕线机出线拉力。
绕线机拉力标准线径(mm) 拉力标准(g.f) 线径(mm) 拉力标准(g.f)0.10 55±5 0.20 170±10 0.11 60±5 0.21 180±10 0.12 70±5 0.22 190±10 0.13 75±5 0.23 200±10 0.14 90±5 0.24 215±10 0.15 110±10 0.25 225±10 0.16 120±10 0.26 240±10 0.17 130±10 0.27 250±10 0.18 140±10 0.28 265±150.19 155±10 0.29 275±15东莞戴斯电机有限公司文件编号WI/PZ-08-026-014生效日期20081120 绕线拉力测试作业指导书版序A/0页码共3页第2页线径(mm) 拉力标准(g.f) 线径(mm) 拉力标准(g.f)0.30 280±15 0.53 555±200.31 295±15 0.54 565±200.32 305±15 0.55 580±200.33 315±15 0.56 590±200.34 330±15 0.57 600±200.35 340±15 0.58 615±200.36 350±15 0.59 625±200.37 365±15 0.60 640±200.38 380±15 0.61 650±200.39 390±15 0.62 660±200.40 405±20 0.63 675±200.41 415±20 0.64 685±200.42 425±20 0.65 695±200.43 435±20 0.66 710±200.44 450±20 0.67 720±200.45 460±20 0.68 730±200.46 470±20 0.69 745±250.47 485±20 0.70 755±250.48 495±20 0.71 770±250.49 510±20 0.72 780±250.50 520±20 0.73 790±250.51 530±20 0.74 800±250.52 545±20 0.75 810±25东莞戴斯电机有限公司文件编号WI/PZ-08-026-014生效日期20081120 绕线拉力测试作业指导书版序A/0页码共3页第3页。
高张力漆包线说明超微细漆包线价格超微细电磁线工艺

苏云漆包机应用说明常州苏云电气有限公司为股份制企业,成立于2005年,注册资金5000万元,占地60多亩。
我公司积极与电缆研究所和东南大学合作建立高端电线电缆设备研发中心,在吸引,消化国内外最先进技术的基础上,自我创新,广泛应用高新科技成果,历经多年努力,研制出具有世界先进水平的ZQH 型智能控制高速超微细漆包机和各个系列微型拉丝机。
经国家科技部,江苏省科技厅组织的专家评定,其技术工艺达到世界先进水平。
苏云高智能漆包机主要生产以下两大产品:①高张力和超高张力漆包线,②φ0.015~0.050mm 超微细漆包线。
一、高张力和超高张力漆包线由于电子产品的不断小型化,对微细电磁线的细径化提出了更高的要求,不仅要求重量轻、直径小,还要要求功率增大,还要考虑到微细线在绕制过程易断的特点,为了提高安全张力又兼顾其它特性,在加工选材上考虑采用掺有其他成分的铜合金使安全张力大幅度提高,同时导电率下降幅度也不过大,这种以铜为主体的合金导体就是高张力的漆包线导体,它不仅具有铜的所有性能,还具备很高的强度、很好的韧性和优良的音频特性。
(1)、高张力和超高张力漆包线的特性:高抗张力漆包线(高压线:HTW),是一种极细的漆包线,它采用以铜为主体的合金导体。
产品不仅具有铜的所有性能,还具有很高的强度。
延展——加重特性负荷延展(%)●特征●抗拉强度比铜线约大25%。
(可提高卷线速度,并防止线圈端子部分的断线)●导电率是铜的93%以上。
●绝缘及热熔漆膜特性与铜线完全相同。
●焊接性与铜线相同。
●使用规格JIS S 3202“漆包铜线”●用途磁头线圈可动线圈钟表线圈●产品规格范围符号绝缘漆膜热熔漆膜产品规格范围(mm)HTWLSUE UEMZW LOCK LOCK Y10.015~0.03(2)、高张力和超高张力漆包线与普通导体漆包线的比较(3)、高张力和超高张力漆包线的自粘性和线径的一致性要求使用复合涂层的自粘漆包线(Self-Bonding Wire)来绕制线圈,就改变了传统的变压器制造模式只需热熔即可使线圈成为一个整体,具有一定的机械性能和防潮绝缘性能。
漆包线质量控制

漆包线的质量控制编写:周四海审核:技术研发中心日期: 2014年7月28日摘要漆包线由于导线线径和漆种类的繁多,造成漆包线有多种不同的种类,为满足客户的要求,不同的漆包线需要制定不同的生产工艺,因此,漆包线的质量控制是复杂且繁琐的。
漆包线的质量与许多因素有关,如:母线、漆质量、生产工艺等,在实际生产中,我们不仅要严格控制来料检验、生产工艺,还要通过检测手段,实行“生产—检测—生产—检测”的模式,在生产的过程中对其进行调整,有效的杜绝大批量废品的出现。
本文主要是分析和讨论了漆包线质量控制的几个要素点,用以指导生产和同行业之间的讨论。
关键词:漆包线性能影响因素检测标准漆包线的质量控制Keywords: Enameled wire performance Influence factor Testing standards Control the quality of the enameled wire第一章介绍 (4)第二章母线的质量控制 (5)第一节铜杆的选择 (5)第二节控制拉丝预先变形度 (5)第三节母线质量对漆包线的影响 (6)1. 铜线机械印痕、划伤、闪光点 (7)2.毛刺、翘皮及氧化变色 (7)3. 表面有三角形口等凹坑 (9)4. 母线内部空心 (10)第三章漆质量对成品线的影响 (11)第四章生产工艺对成品线质量影响 (12)第五章通过检测控制成品线质量 (13)第一节表面质量 (13)第二节机械性能的影响因素 (14)一.伸长率 (15)二.回弹角与柔软度 (15)三.柔韧性及附着性 (18)四.耐刮性 (19)第三节热性能的影响因素 (20)一.热老化试验 (20)二.热冲击试验 (20)三.耐热软化击穿试验 (21)第四节电性能的影响因素 (21)第五节化学性能影响因素 (22)第六章其它因素对成品线质量的影响 (23)参考文献 (24)第一章介绍随着绵阳铜鑫铜业有限公司低氧铜杆工艺技术不断进步和半自动化生产线的熟练应用,并且近年来电器、电子领域的高速发展,集团于2014年4月份引进漆包线项目。
漆包线绕线张力
漆包线绕线张力是指在绕线过程中所施加的张力大小。
漆包线的绕线张力需要控制在适当的范围内,以确保绕线质量和线材的物理性能。
如果绕线张力过大或过小,都会对绕线质量产生负面影响。
以下是一些关于漆包线绕线张力的常见问题和解决方案:
1.绕线张力过大,可能会导致漆包线变形、断裂或不良接头。
解
决方案是减小绕线张力,或增加漆包线的拉伸强度。
另外,加
强绕线机的控制系统,确保绕线张力的稳定性和一致性。
2.绕线张力过小,可能会导致漆包线松弛、松散或出现空隙。
解
决方案是增加绕线张力,或选择更具强度的漆包线。
在绕线过
程中,还需要保证绕线机的稳定性和绕线速度的一致性。
3.绕线张力不均匀,可能会导致漆包线的不良接头和断裂。
解决
方案是加强绕线机的控制系统,确保绕线张力的均匀性和一致
性。
此外,还可以通过调整绕线机的速度和张力来改善绕线效
果。
总之,控制漆包线绕线张力是确保绕线质量和线材物理性能的关键。
在绕线过程中,需要加强绕线机的控制系统,保证绕线张力的稳定性和一致性,同时选择适合的漆包线,并严格控制绕线速度和张力,以确保绕线质量的高效率和稳定性。
漆包线计算表
漆包线检验标准
漆包线检验标准1.外观检验:表面光滑,色泽均匀,无漆瘤和白色润滑剂,表面绝缘漆膜无脱落、氧化、划痕、损伤,无打结现象2.尺寸检验:2.1 漆包线直径:标准参照IEC60317对照表,检验方法:千分尺2.2 导体直径:标准参照IEC60317对照表,检验方法:千分尺2.3 漆包线漆膜厚度:标准参照IEC60317对照表,检验方法:千分尺2.4 导体误差值:标准参照IEC60317对照表3.电性能:3.1 电阻取要检验的漆包线1m, 将两端的漆膜刮去,测量漆包线的电阻,电阻测量值要与IEC60317的要求电阻范围内;标准温度20度,换算公式:20度的电阻/234.5+标准温度=实际测量电阻/234.5+测量温度。
3.2 可焊性①剪取需要检验的铜线材料;②根据材料可焊性条件范围设定锡炉温度;③使用温度测量器对锡炉温度测量确认锡炉温度在材料承认书的可焊性条件范围内;④焊锡条件依材料承认书,铜线上锡效果:当铜线浸锡后目检表面着锡面积95%以上,不遗留残渣。
⑤.非直焊性线径剥皮处理后依(第①-④点)作业。
3.3 针孔及漏电流测试3.3.1配置溶液及接线A. 配置盐水溶液:食盐30 克,清水10 公斤,浓度为3‰;B. 配置酚酞溶液:酒精100 克,酚酞3 克;C. 配置溶液:每10 公斤盐水溶液加入20 毫升酚酞溶液;D. 按图1 检查盐浴装置正负极接线是否正确。
导电体接正极直接接入盐浴池,被测定转子接负极;E. 将电源正负极正确连接后,通直流电12V1000mA,每次做盐浴前要检查溶液的导电性能,将“+”和“-”极直接浸入盐浴池中,观察电流表的读数,导通电流是否达到标准值:500mA,当电流达到500mA及以上才可测试。
3.3.2 漏电流及针孔数测试标准电流法测试标准针孔数测试标准如针孔数量少于五个且不在同一个部位30米之内,则可以接受,其它情形均不能接受。
3.4 击穿电压取漆包线0.5m对折一次,将对折部位剪断并刮去四根线漆皮,然后再对折两次,并将对折后的漆包线扭成麻花状态,扭绞33圈,(两端各有两个线头)分别用高压仪测试同一端的两根线头的耐高压能力。