微生物固体发酵参数和设备的研究进展_田玉虎
KRH-Ⅱ型智能固态微生物发酵成套装置的研制
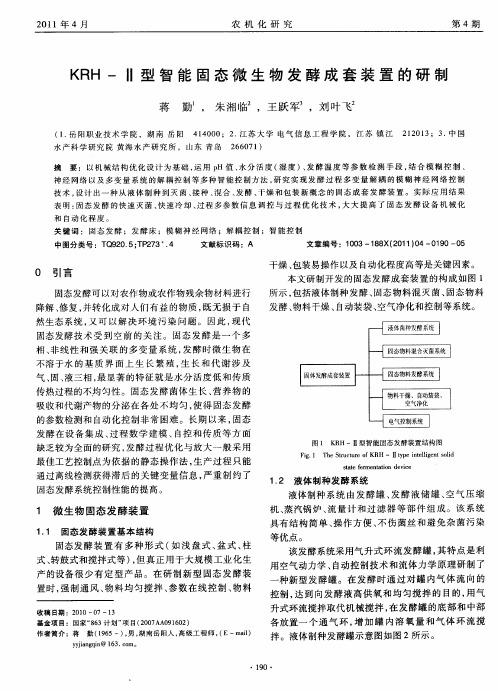
Fg 1 Th tu tr fKRH 一 1tp nel e tsl i. eSrcueo Iy eitlg n oi i d
sa e fr n a in d vc t t e me tt e ie o
通 过离 线检 测获 得 滞 后 的关 键 变 量 信 息 , 重 制 约 了 严 固态发 酵 系统控 制 性能 的提 高 。
基金项 目:国家“ 6 8 3计划” 目(0 7 A 9 6 2 项 2 0 A 0 10 ) 作者简介 :蒋 勤 (9 5一) 男 , 16 , 湖南 岳阳人 , 高级工 程师 , E—ma ) ( i l
yJ nqn 13 emo yi gi@ 6 .o a
・
10・9
21 0 1年 4月
和 自动 化 程 度 。
关 键词 :固态 发 酵 ;发 酵 床 ;模 糊神 经 网络 ;解耦 控 制 ;智 能 控制
中 图分 类 号 :T 9 0 5;P 7 . Q 2 . T23 4 文 献标 识 码 :A 文 章 编 号 :1 0 0 3—1 8 2 1 )4— 1 0— 5 8 X( 0 1 0 0 9 0
农 机 化 研 究
第 4期
0 引言
固态发 酵可 以对 农作 物 或农 作物 残余 物材 料 进行 降解 、 复 , 转化 成 对 人 们有 益 的物 质 , 无 损 于 自 修 并 既 然生 态系 统 , 可 以解 决 环 境 污 染 问题 。 因此 , 代 又 现
固态 发酵 技 术 受 到 空 前 的关 注 。 固态 发 酵 是 一 个 多 相 、 线 性 和 强 关 联 的多 变 量 系统 , 酵 时 微 生 物 在 非 发 不溶 于水 的 基 质 界 面 上 生 长 繁 殖 , 长 和 代 谢 涉 及 生 气、 、 固 液三 相 , 显 著 的 特征 就 是 水 分 活度 低 和传 质 最
生物固体发酵技术的发展趋势
生物固体发酵技术的发展趋势随着人类对健康的不断追求以及对自然资源的越来越紧张,生物制剂的应用越来越受到重视,其中生物固体发酵技术作为生物制剂领域的重要一环,也得到了越来越广泛的应用。
本文将从生物固体发酵技术的现状、挑战以及未来的发展趋势三个方面,对生物固体发酵技术进行探讨。
一、生物固体发酵技术的现状1.生物固体发酵技术的定义生物固体发酵技术是指将微生物胞体或细胞外酶固定在物质载体上,在一定条件下进行发酵过程的技术。
与传统液态发酵技术相比,它具有操作简便、回收利用方便、生产成本低、产品品质稳定等优点。
2.生物固体发酵技术的应用生物固体发酵技术的应用领域非常广泛,主要包括生物肥料、饲料添加剂、生物农药、生物酶、生物活性物质、食品添加剂等。
3.生物固体发酵技术的主要问题生物固体发酵技术面临的最大问题是存在粘结、排气不畅、振动过大等固体化导致的工程技术问题,这些问题限制了技术的进一步发展和广泛应用。
同时,由于生物材料对于生长环境的严格要求,以及微生物生长所需的时间和条件等限制问题,使得生物固体发酵技术在实际生产过程中有一定的不足。
二、生物固体发酵技术面临的挑战生物固体发酵技术的发展还面临着诸多的挑战,主要包括以下几点:1.技术水平的不足固体发酵技术因不需要大量的液体进行发酵,所以其生产成本相对较低,是液态发酵技术所无法比拟的优势。
但是由于技术水平的不足,固体发酵所得的产物价格依然高于传统液态发酵所得的产物,这对技术的进一步发展有一定的影响。
2.使用条件的严格要求由于微生物的敏感性以及固体材料对于生长环境的要求,使得生物固体发酵技术使用条件相对严格,不能随意更改生产条件,对生产过程的控制要求非常高。
3.产量问题固体发酵技术产量较液态发酵技术要小,这也限制了技术在实际生产中的应用。
三、生物固体发酵技术的未来发展趋势虽然生物固体发酵技术目前面临着诸多的挑战,但是在技术不断发展和创新的推动下,其未来的发展趋势十分乐观,主要包括以下几方面:1.综合利用生物资源食品、饲料、颜料、药物、生物燃料等领域的开发对于微生物资源的综合运用提出了更高的要求。
生物质固化成型设备的最新研究进展

生物质固化成型设备的最新研究进展郝永俊1,2,张曙光2,王刚2,刘彦博2,张秀璋2(1.天津大学环境科学与工程学院,天津300072;2.天津泰达环保有限公司,天津300350)摘要:阐述了生物质固化成型工艺的研究现状及影响因素,对当前国内外生物质成型设备的技术性能进行了分析和比较,对应用状况进行了总结和评述,对制约其利用的方面提出了初步的解决方案;并讨论了我国生物质成型技术的发展前景。
关键词:生物质;生物质成型;成型设备中图分类号:TQ330.4;S216.2文献标识码:A文章编号:1005-8206(2011)04-0044-03The Latest Research Progress on Biomass Curing EquipmentsHao Yongjun1,2,Zhang Shuguang2,Wang Gang2,Liu Yanbo2,Zhang Xiuzhang2(1.School of Environmental Science and Engineering,Tianjin University,Tianjin300072;2.Tianjin Teda Environmental Protection Co.,Ltd,Tianjin300350)Abstract:Research status and influencing factors of biomass curing technology were expounded.Technical performances of biomass curing equipments at home and abroad were analyzed and compared,its application status was summarized and commented,preliminary solution of its restriction in application was put forward,and its development prospects in China were discussed.Key words:biomass;biomass curing;curing equipment2009年的哥本哈根国际气候会议上提出了“减少碳足迹”的倡议,我国承诺2020年单位生产总值二氧化碳排放比2005年下降40%~45%、非化石能源占一次能源消费比例达到15%左右,而2009年这一比例仅为7.44%。
霉菌固态发酵产酶的研究进展
霉菌固态发酵产酶的研究进展
成娟丽;张福元
【期刊名称】《饲料博览》
【年(卷),期】2006(000)008
【摘要】霉菌是一种丝状真菌,综述了霉菌在固态发酵酶生产中的应用研究,重点介绍了各种霉菌在酶生产中的发酵条件研究.
【总页数】4页(P7-10)
【作者】成娟丽;张福元
【作者单位】山西农业大学,山西,太谷,030801;山西农业大学,山西,太谷,030801【正文语种】中文
【中图分类】Q949.32;TQ920.6
【相关文献】
1.青霉菌Y3固态发酵产酶条件的研究 [J], 王洪媛;杨翔华
2.黑曲霉菌株产纤维素酶的固态发酵条件优化 [J], 周晨妍;朱新术;王燕;郭阳阳;陈兆会
3.航天诱变黑曲霉菌株ZM-8产纤维素酶的固态发酵条件研究 [J], 马旭光;张宗舟;刘星斌
4.酒曲中高产糖化酶霉菌的筛选及其固态发酵产酶条件优化 [J], 刘茗铭;周阳子;袁乐梅;刘新玉;边名鸿
5.球孢白僵菌Bb174固态发酵产几丁质酶产酶及酶学特征研究 [J], 张洁;蔡敬民;吴克;金胜先;潘仁瑞;樊美珍
因版权原因,仅展示原文概要,查看原文内容请购买。
微生物发酵产赤霉素的研究进展

2016年第35卷第11期 CHEMICAL INDUSTRY AND ENGINEERING PROGRESS ·3611·化工进展微生物发酵产赤霉素的研究进展彭辉1,施天穹1,聂志奎2,郭东升1,黄和1,纪晓俊1(1南京工业大学生物与制药工程学院,材料化学工程国家重点实验室,江苏南京 211816;2江西新瑞丰生化有限公司,江西新干 331300)摘要:赤霉素为植物五大激素之一,对植物生长具有多种生理作用,如调控植物的茎干延长、种子发芽、打破种子休眠、诱导开花等。
目前赤霉素已经广泛应用于农业、林业、酿造业等,具有很大经济效益和市场前景。
赤霉素的工业化生产主要通过藤仓赤霉液体发酵。
尽管赤霉素具有多样性的应用及巨大的经济效益,但高生产成本严重制约其广泛的应用。
本文首先介绍了赤霉素的生物合成途径以及赤霉素合成基因表达的调控机制,随后重点总结了赤霉素发酵过程的菌种、营养因素、发酵参数、发酵工艺以及下游分离提纯工艺等研究进展。
同时指出未来的研究重点在于利用新型的诱变方法与分子生物学方法选育高产菌株以及发酵工艺的革新,以提高赤霉素的产量,降低发酵成本,促进赤霉素的大规模应用。
关键词:赤霉素;萜类;发酵;藤仓赤霉中图分类号:Q 939.97 文献标志码:A 文章编号:1000–6613(2016)11–3611–08DOI:10.16085/j.issn.1000-6613.2016.11.034Fermentative production of gibberellins:a reviewPENG Hui1,SHI Tianqiong1,NIE Zhikui2,GUO Dongsheng1,HUANG He1,JI Xiaojun1(1State Key Laboratory of Materials-Oriented Chemical Engineering,College of Biotechogy and Pharmaceutical Engineering,Nanjing Tech University,Nanjing 211816,Jiangsu,China;2Jiangxi New Reyphon Biochemical Co.,Ltd.,Xingan 331300,Jiangxi,China)Abstract:Gibberellins(GAs)are one of the five plant hormones which play an important role in plant growth and development. They affect stem elongation,seed germination,elimination of dormancy,flowering and so on. Gibberellins have been widely used in the agriculture,forestry and brewing industries,and have brought great economic benefits. The industrial production of gibberellins is based on submerged fermentation by Fusarium fujikuroi. Although gibberellins have a diversity of applications and huge economic benefits,high production costs severely restrict their widespread application. This review summarizes the metabolic pathway and the regulatory mechanism for gibberellins biosynthesis. Also,the strains,nutritional factors,fermentation conditions,fermentation techniques and separation and purification process are discussed in detail. Meanwhile,it is pointed out that the focus of future research should be placed on screening high-yield strains as well as improving fermentation technology,in order to reduce the production cost and achieve large-scale application of gibberellins.Key words:gibberellins;terpene;fermentation;Fusarium fujikuroi赤霉素(gibberellins,简称GAs),是一种天然的植物生长调节剂,属于生物体内的一类四环二萜类化合物,至今已发现136种,总称赤霉素类(GAs)。
白腐真菌固体发酵玉米秸秆产漆酶条件的优化[J

0 0
30
0
5漆酶酶活力测定 以愈创木酚为底物, ) 在4 m H值4 的乙酸一 Lp . 5 乙酸钠缓冲液( I 卜 含 l L o l n - 愈创木酚) 中加人 l L m 适当稀释的酶液, 混合均匀
后置于 2℃恒温箱保温反应 4m , 4 n 5 0 i 于 6 m处测 n 5
采用对比法, 对白腐真菌 玩 的固体发酵培养 基组分进行了优化, 从表 1 可以看出, 培养基成分 为组别4 的试验组虽然生长情况稍低于组别 5但 ,
所产漆酶活性高于组别 5 ,因此初步将组别 4 作为
在料水比1 的培养基中, 3 : 加人不同p H值的 水溶液, ℃培养 1 d 测定不同酸碱度下漆酶活 6 2 0 , 性。由图3 可以看出, 初始p 当 H值为7 漆酶酶 时, 活最高为0 4 , . U 为最适的产漆酶初始p 3 6 H值。 初始
) 1菌种活化 将斜面菌种活化 23 取培养 一 次, 4 的斜面菌种刮取菌苔, d 用无菌生理盐水进行稀 释成菌悬液, 备用。 2生长特性研究 将菌种点种在装有 P A固 ) D 体培养基的平板上, 在恒温培养箱中2℃培养, 6 每
隔 1h 2 测量菌落的直径, 直至菌落长满整个平板。 ) 3产漆酶条件研究 将所选培养基基料加水
( 河南科技学院生物工程系, 河南 新乡 43 3 5 0)
摘要: 采用单因 子比较法对白腐真菌的固体发酵玉来枯杆培养基和产漆醉条件进行了 优化, 得出最佳的 产漆醉发酵培养基组分为: 玉米拮杆粉7%, 9 鼓皮2%,岁认 0 %,Hp 4 6 最佳的产漆醉发酵 0 M . K 2 0 %, 4 0. 条件为并水比1 , 位7 , : P . 接种童5 沮度2℃, 3H 0 %, 6 在此条件下, 漆醉最高活性达0 4 。 . U 5 9 关链词: 白庸真菌从; 体发酵; 固 玉米拮杆; 漆降
酶的固体发酵生产研究进展
任何一种微生物都有生长繁殖的最适温度, 温 度 是 影 响 固 体 发 酵 产 酶 的 关 键 因 素 。除 了 满 足 微 生 物生长和代谢所必须温度条件外, 还要控制其在发 酵过程中释放大量的热量, 若不及时除去, 会影响 孢 子 发 芽 、菌 丝 生 长 和 产 物 形 成 , 甚 至 “烧 曲 ”, 使 发 酵彻底失败。因此, 温度控制是固体发酵反应器放 大 的 难 点 [1, 3]。 真 菌 生 长 的 最 适 温 度 在 20~30℃, 产 酶 的 适 宜 温 度 在 26~32℃。刘冠军等[16]发现绿色木霉 在 25℃时菌体生长缓慢, 纤维素酶活力较低; 32℃以 上 菌 体 生 长 快 , 但 菌 体 过 早 自 溶 , 产 酶 量 亦 低 , 28~ 30℃为 试 验 菌 种 的 最 适 产 酶 温 度 。 据 报 道 , 大 多 真 菌固体发酵中, 真菌的最适生长温度通常也就是产 酶 的 最 适 温 度 。目 前 固 体 发 酵 温 度 控 制 主 要 是 通 过 通 风 、翻 曲 等 措 施 实 现 。 3.2 通风与供氧控制
固体培养体系有利于真菌产酶, 主要原因是: ①丝状真菌、放线菌适于生长在含水量低的基质 中, 且固体基质接近真菌所生长的自然环境; ②由 于细菌生长需要高含水量, 因此固体基质的低含水 量能够减少发酵过程中细菌污染的问题; ③固体发 酵条件能刺激微生物产多种不同特性的酶, 这要比 同一生物体在液体培养条件所产的酶的种类多; ④ 真菌所产生的酶主要是胞外酶, 这使得酶容易从固 体 基 质 中 提 取[5, 6]。因 此 在 过 去 的 很 长 一 段 时 间 里 , 固 体 发 酵 技 术 主 要 采 用 丝 状 真 菌 和 酵 母 生 产 酶 。然 而 , 在 最 近 的 20 年 间 , 由 于 细 菌 资 源 丰 富 及 其 代 谢 产物丰富, 引起了一些研究者的关注, 也取得了很 好 的 研 究 结 果[7]。如 C. Asha Poorna 等[8]研 究 了 一 株 嗜碱耐热细菌利用低成本的农作废物作为固体培 养 基 质 产 内 切 木 聚 糖 酶 ; 张 志 焱 等 [9]研 究 了 枯 草 芽 孢 杆 菌 固 体 发 酵 产 酶 ; 韦 赟 等[10]也 研 究 了 利 用 枯 草 芽 孢 杆 菌 WY34 固 体 发 酵 生 产 β-甘 露 聚 糖 酶 的 发 酵 条 件 。表 1 总 结 了 常 见 的 固 体 发 酵 生 产 酶 的 种 类 及其生产酶常用的微生物。
微生物发酵生产脂肪酶的研究进展
微生物发酵生产脂肪酶的研究进展脂肪酶是一种催化脂肪水解的酶,在食品、医药、洗涤等行业具有广泛的应用。
微生物发酵生产脂肪酶是一种可持续、高效、环保的生产方法,近年来受到越来越多的关注。
本文将对微生物发酵生产脂肪酶的研究现状和进展进行综述。
一、常用生产菌株1、真菌Aspergillus niger、Aspergillus oryzae、Rhizopus oryzae、Rhizomucor miehei等真菌已经被广泛用于脂肪酶的生产,这些菌株生长快,环境适应性强,能够在贫瘠的培养基上生长,同时也有高水平地产酶能力。
2、细菌Pseudomonas aeruginosa、Bacillus subtilis、Escherichia coli等细菌也是常用的脂肪酶产生菌株。
相比于真菌,细菌生长更快,能够利用廉价原料生产酶,具有成本低、效率高的优势。
Pseudomonas aeruginosa可以在低pH、低氧的条件下仍有很好地产酶能力,Bacillus subtilis也可以在含大量盐和大分子多糖的条件下生长,并且不需要经常移植,因此被广泛用于工业生产中。
Escherichia coli是一种常见的大肠杆菌,发酵条件相对简单,同时也具有高产酶能力的优点。
二、生产方法微生物发酵生产脂肪酶可以利用固态和液态发酵两种方法进行。
1、固态发酵固态发酵是指微生物在不含或添加少量水的条件下在固体底物上生长繁殖的过程。
固态发酵具有低成本、低能耗等优点,因此被广泛用于脂肪酶的生产。
6%豆腐渣和啤酒酵母配成的混合物是常用的培养基,长时间的固态发酵可以提高酶活力和酶产量。
同时,加入不同的辅料如磷酸盐、酵母提取物、麦芽粉等也可以提高酶活力。
不同的细菌和真菌对液态培养基的需求是不同的,产酶高峰期也会有所不同。
一般而言,前期生长过程中需要较多的氮源,并需要一定量的葡萄糖,而后期需要适度减少氮源以提供产酶所需的碳源。
液态发酵产酶能力高,且过程易于控制,因此被广泛用于脂肪酶生产中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:本文介绍了微生物固体发酵的概念、应用和优势,讨论了固体发酵的基质特性、温度与传热、pH 值、传质以及干燥方式等参数的控制对发酵过程的影响,比较了国内外现有的固体发酵设备,揭示了自身面临的巨大挑及未来的应用前景,为开发新型固体发酵工艺和改进固体发酵设备提供参考。
关键词:固体发酵;参数;设备;应用固体发酵(SolidStateFermentation,SSF)是指使用固态培养基进行的一种或多种微生物发酵方式,培养基中几乎没有自由流动的水,基质是不溶于水的聚合物,为微生物提供生长所需的碳源、氮源、无机盐、水及其他营养物质,同时也作为微生物生长的载体。
近年来,固体发酵多应用于高附加值产品、生物燃料、酶类、有机酸、芳香类化合物和生物药品的生产以及工业废渣的回收利用当中。
与液体发酵相比,固体发酵具有以下4点优势:能最大限度地保持菌的自然生长状态,发酵产物活性高;培养基成分来源广泛,降低生产成本;基质含水量低,不需要进行废水处理,减轻环境压力;发酵过程不需要严格的无菌操作,操作简便。
另一方面,由于固体发酵过程中参数不易控制,发酵规模难以扩大,限制了其应用范围。
因此,本文就固体发酵参数的控制和应用前景作一综述。
1固体发酵的参数控制1.1基质的特性固态发酵的基质由供给养分的营养料、促进通风的填充料和水分组成。
颗粒大小及含水量作为基质特性的主要因素,直接影响菌体生长和发酵产量。
基质颗粒大小直接影响单位体积颗粒所能提供的反应表面积,也影响菌体是否容易进入基质内部及氧的供给速率,还会影响代谢产物的移出速率。
在固态发酵中,原料粉碎细可提高其利用率,增加代谢产物量,但过细会影响基质内氧的传递。
研究发现利用米糠生产脂肪酶时,颗粒大小由500μm减到177μm,脂肪酶活性能提高两倍以上。
含水量作为固体发酵的关键因素,直接影响微生物生长及其代谢产物的生物合成和释放。
一般来说,固体发酵基质含水量维持在30%~70%,过低则会降低基质的膨胀程度和营养成分的溶解性,微生物生长也会受到抑制;过高会导致基质透气性差,减少基质内氧含量和气体交换,同时增加了杂菌污染的机会。
随着发酵进行,水分不断蒸发,含水量不断下降,因此有必要通过加湿器或者潮湿的空气来补充水分。
黄小琴等(2011)研究发现,固体发酵培养基的含水量直接影响枯草芽孢杆菌体生长,含水量为60%~70%的基质中细菌总数极显著高于其他含水量的培养基,而含水量为50%、55%、75%的培养基细菌总数无显著差异,说明培养基中水分含量过高和过低均不利于菌体生长。
1.2温度与传热不同的微生物发酵时所需要的温度也不相同,同样使用豆粕进行固体发酵,枯草芽孢杆菌最适温度是30℃,而纳豆杆菌最适温度则高达39℃。
微生物在生长和代谢过程中释放出热量,固体培养基由于没有自由流动的液相,导热性较差,散热缓慢而引起热量的积聚,从而影响微生物生长及其产物代谢。
固态发酵的热量传递过程包括两个方面:一是固态培养基颗粒内热量传递;二是热量在颗粒表面到颗粒间气相的传递。
徐福建等(2002)比较了固态发酵生产柠檬酸填料床反应器蒸发、对流、传导3种传热方式,发现3种不同的传热方式导热所占比例分别为64.7%、26.65%和8.65%。
转鼓式反应器通过传导散热使发酵过程中产生的热量从底层到顶部的空间扩散或者由外壁散发到周围环境,有效地避免了固微生物固体发酵参数和设备的研究进展田玉虎谷巍(山东宝来利来生物工程股份有限公司)[中国分类号]Q93-335[文献标识码]A[文章编号]1002-8358(2014)03-29-3HORIZON OF SCIENCE AND TECHNOLOGY科技视野29饲料广角·态基质中热量的积聚。
1.3pH值pH值是影响固体发酵过程的重要因素,由于固态物料含水量低,液态发酵中的pH值检测方法难以使用。
一般认为,固体发酵中某些物料的优良缓冲性能有助于减少对pH 值控制的需要,只要调节好初始pH 值,发酵过程中不用对其进行监测。
但在实际过程中,菌体代谢会导致物料pH值发生较大变化,这时可以加入适量的缓冲液或者含氮盐类如铵盐来调节。
刘唤明等(2008)在6.0、6.5、7.0、7.5、8.0的初始pH值下分别对枯草芽孢杆菌进行固态发酵试验,活菌数分别达到379、392、421、402、383cfu/g,因此,菌体生长的最佳初始pH值为7.0。
Ali等(2011)固体发酵纳豆杆菌发现,pH值从4.0到6.0粗纤维水解量增加;而从6.0到9.0呈现下降趋势,因此,粗纤维水解最佳pH值为6.0。
1.4传质固体发酵的传质包括宏观和微观两个方面:微观传质依赖于微生物生长过程中氧气和二氧化碳的扩散、酶的催化、营养成分的吸收和代谢废物的形成;而宏观传质包括固体发酵系统气流的进出、基质的类型、反应器的设计、颗粒之间的空隙以及颗粒大小和微生物的类别。
基质表面湿度足以形成一层液膜,是传质的控制因素,其传质阻力比液体发酵小。
一般可利用以下措施改善传质状况:以颗粒状多孔或纤维状物质做底物;减小底物厚度;增大底物间空隙;使用多孔浅盘发酵;搅拌底物或使用转鼓反应器。
流化床式反应器是在金属网或多孔板上铺置粉状培养基,经过空气上吹形成流化层状态,使用强力的空气持续搅拌,有效避免了基质颗粒的黏附和聚集,大大促进了固体发酵的传质。
1.5干燥处理固体发酵产物的干燥处理是影响产品活性和储存性能的重要环节。
固体发酵产物经过干燥处理达到一定的含水量后,不仅有利于产物的分离提纯,更有利于保持产物的活性,降低杂菌污染,尤其是孢子粉的生产。
研究发现干燥方式显著影响枯草芽孢杆菌固体发酵产品中的含菌量,经冷冻干燥和65℃真空干燥后,发酵物活菌数显著高于80℃恒温常压干燥。
2固体发酵的设备固体发酵设备的主要缺陷是传质困难和蒸汽集中,从而影响反应器的性能。
搅拌和旋转一方面促进了传质和传热速率,另一方面也会因产生的强力对基质的疏松性和真菌的菌丝生长产生不利影响。
每种反应器都是根据固体基质的特性以更加有利于固体发酵的理念来设计的,按照通气方式和混合系统的不同可以分为以下5种。
2.1浅盘发酵器这是比较常用的一种固态发酵设备,但相比传统的浅盘发酵有了简单的改进。
它由很多平底的托盘组成,在每个托盘上铺了一层薄薄的无菌培养基,约有几厘米深。
反应器放置在常温的有潮湿空气循环的房间里,通过增湿器调节空气的温湿度,通入过滤后的无菌空气,满足菌体生长对氧的需求。
这种反应器的优点是操作简便、产率较高、产品均匀,缺点是需要很多的托盘和巨大的空间,耗费劳动力,无法进行机械化操作,不适用于大规模生产。
2.2流化床式反应器这种反应器是在金属网或多孔板上铺置粉状培养基,经过空气上吹形成流化层状态,目前在日本已实现了大规模工业应用。
流化床反应器操作的主要参数是粒径大小和颗粒分布,粒径分布越狭窄,细小颗粒越容易保持流化状态。
为避免基质颗粒的黏附和聚集,此装置使用强力的空气持续搅拌。
这种反应器的优点是增加了散热、通风和底物搅拌,缺点是强力产生的热积聚影响接种体的生长,从而减少发酵产量。
2.3转鼓式反应器这种反应器的基本结构是一个圆柱型或鼓型容器,由一个转动系统支撑和提供动力。
转鼓反应器是由基质床层、气相流动空间和转鼓壁等组成的多相反应系统。
基质床层持续地或者间歇地进行搅拌混合,空气在床层上方循环流动但气流并不大。
与传统固态发酵生物反应器不同的是,基质床层不是铺成平面,而是由处于滚动状态的固体培养基颗粒构成。
菌体生长在固体颗粒表面,转鼓以较低的转速转动,就如同设置了搅拌轴那样加速传质和传热过程。
当鼓的转动速率增大时剪切力的作用会影响菌丝生长。
这一类反应器可以满足充足的通风和温度控制,同时减少对接种体和产品的损害。
混合是通过旋转整个反应器和搅拌装置,如搅棒和挡板实现的,这种装置的缺点是鼓形容器只能容纳30%发酵物,否则无法进行混合。
2.4圆柱式反应器它通常由固体底物玻璃或者塑料组成,底物被保持在有孔的底部,同时,通过潮湿的空气持续的强力供应,反应器外侧包着一层水套来控制温度。
这种装置通常应用于商业酒曲的生产,缺点是难以获得产品,不利于控制温度微生物的生长。
2.5搅拌式发酵反应器搅拌式发酵反应器和液态反应器类似,有立式和卧式之分,卧式反应器根据搅拌方式又可分为转轴式和转筒式。
但由于固态基质的搅拌特性,对搅拌浆的设计有特殊要求。
此类搅拌器在食品工业早已应用,日本生产的小型带柴油发动机专门用于纤维素物质固态发酵的搅拌式小型反应器,可供乡村家庭使用,其发酵产物可直接用作饲料。
以上反应器都具有一定的缺陷,这就促使研究者不断开发新的发酵设备或者改进现有的装置,新的反应器应该持续的进行生产并允许规模的扩HORIZON OF SCIENCE AND TECHNOLOGY 科技视野30大。
国外研究者开发出一种新型浸入式反应器,可以最大限度地保持产物的活性,同时又可以减少操作带来的问题,从而保证生产的持续进行。
3固体发酵面临的挑战固体发酵具备很多优点,近年来随着社会工业化的进程得到了广泛的应用,但在许多方面还不完善,除了前面提到的参数控制问题,在诸如规模的扩大、生物量的估算以及最终产品的纯化等方面也面临着很大的挑战。
3.1规模的扩大规模的扩大很大程度上依赖于固体发酵反应器的改进,传统的固体发酵反应器都有自身的缺陷,例如不利于散热、通风和底物搅拌以及热积聚对接种体的损害。
通过对现有反应器进行改良,可以有效地解决传热、传质问题和空间限制,提高发酵产量和产品活性,如浸入式固体发酵反应器和压力脉动固体发酵反应器。
3.2生物量的分析生物量的分析是研究固体发酵动力学必需的一项内容。
氨基葡萄糖、麦角固醇、蛋白质、干重以及二氧化碳释放量的变化都可以间接反映生物量的改变。
氨基葡萄糖含量是最可靠的检测菌丝生物量的方法,但只能反映营养成分浓度的变化;麦角固醇和氨基葡萄糖一起检测可以很好地反映真菌孢子数量,但手动检测耗时较多、过程较长,不易操作。
近年来,数字化图像处理成为检测固体发酵生物量的一种有力工具,图像经过立体显微镜拍摄后再用KS400软件进行处理,可直观反映菌体的生长状况。
3.3产品的纯化固体发酵产品的纯化一方面可以减少固体发酵的生产成本,另一方面也提高了产品的活性和价值,适合高附加值产品(如酶)的生产。
传统的纯化方式存在生产效率低、纯度低、产品活性低、不易储存等缺点,纯化的方法和设备需要进一步的研究和优化。
近20年以来,固体发酵技术被广泛应用于社会生产的方方面面,在生产成本、产物品质和环境净化方面,固体发酵具备绝对的优势。
但固体发酵的传质、传热等过程较液体发酵难以控制和操作,最终导致菌生长和产品性能不稳定;发酵过程涉及到生化、物理、微生物等复杂过程,很难保证较高的纯度。