包钢炼钢厂50吨转炉设计
钢铁厂转炉炉体的砌筑技术分析

钢铁厂转炉炉体的砌筑技术分析作者:徐鹏来源:《中国科技博览》2015年第07期[摘要]本文为了更好的了解转炉炉体的一般砌筑方法,以某工程转炉为案例进行了实例说明。
[关键词]转炉;砌筑;施工方法中图分类号:T41 文献标识码:A 文章编号:1009-914X(2015)07-0253-011 工程概况及特点①此炉体为倒圆筒体,长度为11700mm,直径为4000mm的转炉。
②镁铬耐火砖形状多样,必须按设计要求进行摆放之后,按顺序堆放再进行砌筑,砖不能错位,砌筑难度大。
③炉体为卧式圆筒体,砌体砌筑时,炉口——上部砌筑难度最大。
2 施工部署2.1 施工用水用电从就近系统接入所有材料采用3t叉车从耐火材料库运输到施工地点,再用主厂房行车吊到平台堆放,下面要用木板或木枋垫起,再用雨布覆盖,做好防护措施防止雨水打湿,并作好每件材料的标识。
填充料采用强制搅拌机搅拌。
所用砌筑材料采用人工配手动葫芦转运到炉体内部。
在材料转运工程中,不同施工部位的砖分类堆放,查取清晰明了。
2.2 施工配置2.2.1 劳动力配置木工2名,砌筑工8名,架子工3名,普工10名,电工1名,行车司机1名,叉车司机1名。
2.2.2 施工机械、器具和仪器型号规格为S3的水准仪1台,切割机(切砖用)2台,强制搅拌机1台,额定功率为1.1(KW)插入式振动器1台,额定功率为3t(KW)叉车1台,鼓风机4台,手推斗车3部,3吨液压手推车1台,型号规格为?覬180的磨光机1台,手提式切割机3台,3T手动葫芦1台,橡皮锤20把,电缆200 m,低压灯10盏。
3 施工顺序及方法3.1 施工顺序砌筑过程可分为以下部分:端墙→炉身-下部和中部→炉身上部(把上炉口转到钢平台,风口在底部,端墙砌筑,炉口中心以下炉身砌筑→旋转180°,剩余部分炉身砌筑及下炉口砌筑→再把炉口转到向上,炉口上部砌筑)。
?3.2 施工方法转炉采用转动炉体的方法砌筑,炉体转动装置试运转合格,才能进行砌筑。
设计年产550万吨转炉炼钢车间,产品板材
学院毕业设计说明书设计(论文)题目:设计一座年产550万吨良坯的转炉车间,产品以板坯为主学生姓名:**学号:2009********专业班级:09冶金*班学部:材料化工部指导教师:赵**2012年05月31日摘要现代转炉炼钢要求采用大型、连续、高效设备先进生产工艺,布局合理、管理先进、节约能耗、减少污染、降低投资成本。
本设计主要任务是设计一座年产550万吨良坯的转炉炼钢车间,设计从物料平衡和热平衡计算开始,主要包括以下几部分:物料平衡和热平衡计算、转炉炼钢车间设计、连铸设备的选型及计算、炉外精炼设备的选型与工艺布置以及炼钢车间烟气净化系统等。
其中的重点和核心是转炉炼钢车间设计。
本车间的炉外精炼采用了LF精炼方式。
本车间的浇注方式为全连铸,最终产品为板坯。
转炉的原料供应主要有铁水、废钢以及其它一些辅助材料。
关键词顶底复吹转炉;氧枪;车间设计;连铸AbstractAbstractWith the rapid development of iron-steel industry now days, modern steel plants require adopting long-scale, continuous and high efficient equipment, advanced management. It should save energy, and make less pollution and reduce the investment cost.This workshop is designed to produce 5500 thousand tons qualities ingots. the design starting from the material balance calculations, including the following components: basic material balance and heat balance calculation, converter steelmaking plant design, selection and calculation of continuous casting equipment, Refining outside the furnace equipment selection and proces arrangement and steel workshop flue gas purification system, etc . One of the focus and core is steelmaking plant design. The workshop adopted the LF refining refining means. This workshop pouring way is full continuous casting , the final product is the slab. The main materials supply of Converter are the molten iron, scrap steel and other auxiliary materials .Keywords examination system; automatic test paper; database; genetic algorithm目录摘要 (I)ABSTRACT (II)第一章物料平衡计算 (1)1.1计算原始数据 (1)1.2物料平衡基本项目 (2)1.3计算步骤 (2)第二章热平衡计算 (13)2.1计算所需原始数据 (13)2.2计算步骤 (14)第三章转炉炉型设计及计算 (18)3.1转炉炉型及其选择 (18)3.2转炉熔池尺寸的确定 (19)3.3炉帽尺寸的确定 (21)3.4炉容比及炉身尺寸的确定 (22)3.5出钢口尺寸的确定 (22)3.6炉衬厚度的确定 (23)3.7炉壳钢板材质与厚度的确定 (24)3.8高径比的验算 (25)第四章转炉氧枪设计及相关参数计算 (26)4.1喷头主要参数计算公式 (26)4.2250T转炉氧枪喷头尺寸计算 (27)4.3250T转炉氧枪枪身尺寸计算 (29)4.4中心氧管管径 (30)第五章连铸设备的选型及计算 (32)5.1连铸机的选型 (32)5.2连铸机的主要工艺参数 (32)5.2.1 钢包允许的最大浇注时间 (32)5.2.2 铸坯断面 (32)5.2.3 拉坯速度 (33)5.2.4 连铸机的流数 (34)5.2.5 铸坯的液相深度和冶金长度 (35)5.2.6 弧形半径(按经验公式确定) (36)5.3连铸机生产能力的确定 (36)5.3.1 连铸机与炼钢炉的合理匹配和台数的确定 (36)5.3.2 连铸浇注周期计算 (37)5.3.3 连铸机的作业率 (37)5.3.4 连铸坯收得率 (38)5.3.5 连铸机生产能力的计算 (38)第六章转炉炼钢车间设计及计算 (41)6.1转炉车间组成与生产能力计算 (41)6.1.1 转炉车间组成 (41)6.1.2 转炉容量和座数的确定 (41)6.2转炉车间主厂房工艺布置 (42)6.2.1 原料跨间布置 (43)6.2.2 炉子跨布置 (43)6.2.3 浇注跨布置 (46)6.3原材料供应设计和计算 (48)6.3.1 铁水供应和预处理 (48)6.3.2 废钢的供应 (50)6.3.3 散状材料的供应 (50)6.3.4 铁合金的供应 (51)第七章炉外精炼设备与工艺布置 (53)7.1炉外精炼技术的选择 (53)7.2钢水吹氩搅拌 (53)7.3喂丝 (53)7.4LF精炼炉 (53)第八章炼钢车间烟气净化系统的选择 (55)8.1转炉烟气净化方法 (55)8.2烟气净化系统 (55)8.3烟气净化系统主要设备 (55)结论.......................................................................................... 错误!未定义书签。
100t铁水罐罐嘴改造

l ae r d c d w t t e n w mo t fb t e a r e u e i h e uh o o t . h l Ke r s h t y wo d : o —mea o t ; u h o ot ; o v ro ;h k n u n c tlb t e mo t fb t e c n et r s a i gf r a e l l
—
s eo e aig r q i me t. h r s n o o t l of r a e l e f o v r r n ew sec u e y s i e o t i p r t e ur t n e n s T ee o i h t o f me a n c n r n et d t a t a s d b p l d h t t u i oc oa h l me-
三 次摇至 约 5 。 , 铁 完 成 。一般 情 况 下 转 炉 每 O时 兑
摇一 次需耗 电 1 w ・ 。 0k h
车 吊的铁 水罐不 能 与转 炉 十分 贴 近 , 铁 时大 部 分 兑
铁 水倒在转 炉东 侧 内壁 的 耐火 材 料 上 , 冲蚀 耐 火 炉
( )铁 水罐罐 嘴改进 前开始兑 铁及兑 铁结束 时 2
met g P a to oo te . ro e , e e s n b e mo t fb t e i d sg e n n fc u e c o d n e o l n ln fBa tu Se 1 Mo e v r a n w r a o a l uh o ot e in d a d ma u a t r d a c r i g t t n i l s oh
水 的过 程 中随着 吊车小钩 的不断 提升铁水 罐 的倾 角
150吨转炉砌筑施工方案

150吨转炉砌筑施工方案1. 引言150吨转炉是一种重要的冶炼设备,用于钢铁生产过程中的转炉冶炼。
为了确保转炉的稳定运行和延长使用寿命,砌筑施工方案具有重要的意义。
本文档将详细介绍150吨转炉的砌筑施工方案。
2. 砌筑材料准备在进行150吨转炉的砌筑施工之前,首先需要准备好砌筑所需的材料。
常用的砌筑材料包括耐火砖、耐火浇注料、耐火水泥等。
这些材料具有耐高温、耐腐蚀等特性,适合用于耐火砌筑工作。
3. 砌筑工艺流程3.1. 砌筑前的准备工作在进行转炉砌筑之前,需要进行一些准备工作,包括转炉清洁、检查转炉内部设备等。
确保转炉内部干净整洁,并检查转炉内设备的完好性。
3.2. 砌筑底固定环首先,在150吨转炉的底部固定一圈环,用于固定转炉内衬。
这个环通常由耐火砖和耐火浇注料构成,具有很好的耐腐蚀性能。
3.3. 砌筑炉底在固定环上,开始砌筑转炉的炉底。
炉底的材料通常是耐火砖,通过钢筋焊接固定在固定环上。
炉底的砌筑需要保证平整度和密实性。
3.4. 砌筑炉壁在炉底完成后,开始砌筑转炉的炉壁。
炉壁的砌筑需要注意砖与砖之间的联接,保证强度和稳定性。
常用的砌筑方式包括按砖式、单砖式等。
砌筑炉壁时需要使用专用的耐火浇注料填缝。
3.5. 砌筑炉顶在炉壁完成后,砌筑转炉的炉顶。
炉顶通常由耐火砖构成,需要考虑到炉顶的稳定性和保温性能。
在炉顶上还需要安装热风道、排烟道等设备。
3.6. 砌筑炉门最后,砌筑转炉的炉门。
炉门既要保证密封性,又要体现出良好的开闭操作性能。
4. 质量控制在转炉砌筑过程中,质量控制是非常重要的。
质量控制主要包括以下几个方面:•原材料检验:对砌筑材料进行严格检验,确保其质量达标。
•砌筑工艺监控:对砌筑工艺进行全程监控,确保每个环节都符合要求。
•砌筑质量检查:对砌筑后的转炉进行质量检查,包括砖体密实度、砖与砖之间的联接情况等。
5. 安全注意事项在进行150吨转炉的砌筑施工时,需要注意以下安全事项:•工人必须佩戴符合要求的防护用具,包括手套、口罩、安全帽等。
转炉炼钢的总体工艺设计
转炉炼钢的总体工艺设计1、转炉炼钢车间设计应根据产品大纲,确定转炉公称容量、转炉座数和炉外精炼的配置。
2、转炉炼钢车间内转炉座数宜配置2座或3座,不宜大于4座,不应设置备用炉座。
多于3座转炉的车间,转炉宜分组分开布置。
3、转炉的公称容量应为炉役期的平均出钢量,最大出钢量应为公称容量的1.05倍~1.10倍,转炉生产宜采用分阶段定量法操作。
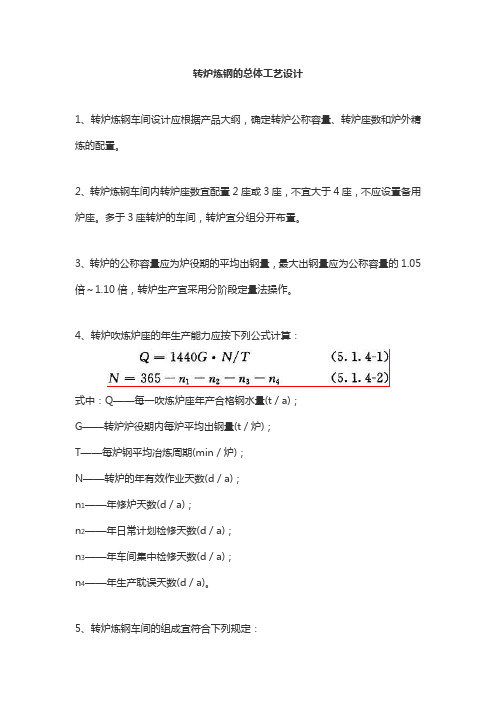
4、转炉吹炼炉座的年生产能力应按下列公式计算:式中:Q——每一吹炼炉座年产合格钢水量(t/a);G——转炉炉役期内每炉平均出钢量(t/炉);T——每炉钢平均冶炼周期(min/炉);N——转炉的年有效作业天数(d/a);n1——年修炉天数(d/a);n2——年日常计划检修天数(d/a);n3——年车间集中检修天数(d/a);n4——年生产耽误天数(d/a)。
5、转炉炼钢车间的组成宜符合下列规定:(1)主要生产系统宜包括主厂房、铁水预处理站、废钢配料间、炉渣间、烟气净化及煤气回收设施、余热蒸汽回收设施;(2)辅助生产系统宜包括铁合金贮运设施、散状原料贮运设施、快速分析室、空压站、车间变配电所、水处理设施、除尘设施、生活福利设施;(3)设计可根据生产规模、原材料供应情况等具体条件确定车间实际组成。
6、铁水中含有可利用的铌、钒、钛等合金元素时,应采用合理的冶炼工艺予以回收。
7、新建转炉的冶炼控制,宜采用以副枪检测系统和(或)炉气成分连续分析系统作为实时信号反馈的动态闭环过程控制。
8、转炉的各种工艺过程和能源介质的工作参数,均应配置检测仪表,所有被检测参数应输入到基础自动化控制系统。
冶炼试样应采用快速分析系统,数据应传输到过程控制计算机系统。
9、转炉炼钢使用的气体介质、燃料、冷却水及其管道,应符合下列规定:(1)氧气、氩气、氮气、蒸汽、压缩空气和燃料的供应能力应按设计规定的工作制度配备,并应按吨钢耗量和转炉车间的小时生产率计算;(2)贮气罐容积应满足车间高峰用量,同时能适应用量的波动和当供应源因事故停供时,贮气罐的贮备量至少应能满足一炉钢冶炼的需要;(3)车间分期建设时,各种介质的主管道宜按最终规模一次建成,而相关公用设施可视具体条件,或在总图上预留发展面积,也可在厂房内预留增建机组的条件。
包钢炼钢厂工艺流程

包钢炼钢厂工艺流程英文回答:Baogang Steelmaking Plant Process Flow.The Baogang Steelmaking Plant consists of 8 production lines with a total annual production capacity of 18 million tons. The plant is equipped with advanced technology and equipment, and the production process is highly automated.The main production process of Baogang Steelmaking Plant includes the following steps:1. Ironmaking. Iron ore is smelted in blast furnaces to produce pig iron.2. Steelmaking. Pig iron and scrap steel are melted in basic oxygen furnaces (BOFs) to produce molten steel.3. Continuous casting. Molten steel is cast into slabs,blooms, and billets using continuous casting machines.4. Hot rolling. Slabs are rolled into hot-rolled coils using hot rolling mills.5. Cold rolling. Hot-rolled coils are rolled into cold-rolled coils using cold rolling mills.6. Galvanizing. Cold-rolled coils are coated with zinc to produce galvanized coils.7. Pickling. Galvanized coils are pickled to remove the zinc coating.8. Annealing. Pickled coils are annealed to soften the steel.中文回答:包钢炼钢厂工艺流程。
炼钢转炉环形炉底砖厚度设计及其砖缝计算方法
炼钢转炉环形炉底砖厚度设计及其砖缝计算方法
王滨;聂波华;戴晨晨;王雷
【期刊名称】《河北冶金》
【年(卷),期】2015(000)012
【摘要】对转炉环形炉底传统设计方法做了描述,同时对其局限性进行了分析.通过分析和推导,研究出了新型的转炉炉底设计方法,该方法计算准确,科学合理;通过环形炉底砖砌筑的几何关系,推导出了砖缝计算公式,为转炉设计工程师预先计算砖缝大小提供了理论依据和方法.
【总页数】5页(P25-29)
【作者】王滨;聂波华;戴晨晨;王雷
【作者单位】江阴兴澄特种钢铁有限公司,江苏江阴214400;辽宁富城耐火材料(集团)有限公司,辽宁营口115103;营口理工学院,辽宁营口115014;江阴兴澄特种钢铁有限公司,江苏江阴214400
【正文语种】中文
【中图分类】TF748.0
【相关文献】
1.120 t转炉底吹透气砖快速在线更换技术 [J], 刘效森
2.100t顶底复吹转炉底吹透气砖分布对钢液流场影响的数值模拟 [J], 宁林新;解家英;张利君;王凤琴
3.直流电弧炉炉底导电砖的炼钢试验 [J], 阎立懿;武振廷;蔡锡年;佟小军;鲍士学;刘春满
4.210t转炉底吹透气砖热更换实践 [J], 苏风光;谭大进
5.100t复吹转炉底吹透气砖分布的数值模拟 [J], 宁林新;解家英;张利君;王凤琴因版权原因,仅展示原文概要,查看原文内容请购买。
炼钢厂150t转炉炉体支承系统的优化设计
经历 以下几 个 阶段 :0世 纪 6 2 0年 代 初 期 小 转 炉 多 采用 大法 兰连 接 式 ;0世 纪 7 2 0年 代 中型 转 炉 多 采
用斜 面卡板 把 持 器 式 ;0世 纪 8 2 O年 代 以来 多 采 用 以新 日铁 3 0 t 炉 为 代 表 的三 点 球 铰 悬 挂 式 … ; 0 转 近年来 , 中大型转 炉 炉 壳 与托 圈连 接 装 置 多 采用 奥 钢联 C N LN O - I K悬 挂 系统 。C N LN O - I K悬 挂 系 统
wee e p n d a d r fr d i t e ieo t e metngPlnt I h sp pe i i i y ito c d t ede in a d o e r x a de n eo me n oh rst fS e l— li a . n ti a r,t smanl n rdu e h sg n m d l
转炉传动侧和非传动侧轴承选用同一型号 , 非传动 侧轴 承强 度得 到提 高 。
耳轴 轴承 的维 护是 日常 工作 的重 点 。
况 下 , 使位移 受 到 限制 , 免 因静 不定 问题 的存 在 不 避 而使 支承 系统 承受 附加 载荷 , 免造 成 炉 壳 或 托 圈 以 产生严 重 变形 和破 坏 。 包 钢一炼 钢三 种 规格 的 转 炉 采用 了 三 种 连 接
面连接 装 置允许 炉体 和 托 圈之 间发生 相对 位移 。炉
壳和托 圈热膨 胀 时 , 炉壳 温度 较托 圈温 度 高得多 , 因
此, 热膨 胀 时两者 在 径 向和轴 向都 会 出现相 对位 移 。 若这种 相对 位移 受 到限制 , 会产 生 附加应 力 , 就 严重
炼钢厂铁耗计算公式
炼钢厂铁耗计算公式
国家规定的统计标准
转炉钢铁料消耗(kg/t钢)=[生铁+废钢铁量(kg)]/转炉(电炉)合格产出量(t)
其中:生铁包括冷生铁、高炉铁水、还原铁;废钢铁包括各种废钢、废铁等。
凡分别管理、按类配用下列废钢铁的,在计算废钢铁消耗指标时,可按下列统一的折合标准折合计算:
a. 轻薄料废钢,包括锈蚀的薄钢板以及相当于锈蚀薄板的其他轻薄废钢,按实物量×60%计算,其加工压块按实物量×60%计算;关于轻薄废钢,国家标准GB/T4223-1996中有明确规定;
b. 渣钢是指从炉渣中回收的带渣子的钢,按实物×70% 计算;经过砸碎加工(基本上去掉杂质)的渣钢,按实物量×90%计算;
c. 优质钢丝(即过去所称“钢丝”)、钢丝绳、普通钢钢丝(即过去所称“铁丝”)、铁屑以及钢锭扒皮车屑和机械加工的废钢屑(加工压块在内),按实物量×60%计算;
d. 坯切头切尾、汤道、中注管钢、桶底钢、冻包钢、重废钢等均按实物计算。
3.某些厂家的统计方式
国家标准规定钢铁料消耗,是入炉料计算,实际企业计算时,炼钢厂内部回收的废钢都被扣除了。
炼钢厂100t转炉工程炉壳及托圈安装方案
这4套滑轮组在作业中是相互配合使用的,其中两套8*8滑轮组作为主起重滑车组来吊装和调整托圈和炉壳的,其余2套4*4滑轮组形成二力平衡力系,控制设备的水平位移和在移动过程中所产生的旋转。
6.3.3.28M框架梁的加固
2套8*8滑轮组挂设在28M框架梁上,作为主要的承力结构28 M框架梁经计算不能承担这样大的力,需加固后方能承担,加固方法如下图7所示,钢板与梁开坡口焊透,型钢与钢板瘩接处满焊焊脚高度15mm。22m平台正对28m框架梁的梁及周围次梁需拆除,以8*8滑轮组绳子能自由下垂为准。
图10
8炉壳的安装
8.1安装前的准备工作。
炉壳组装完成后经验收方可安装,并且要把安装前的准备工作做好。炉壳调整后极限偏差,公差和检验方法如下表(六)
项次
检验项目
极限偏差(公差)mm
检验方法
1
炉口纵横中心线
±2
挂线,量尺检查
2
炉口平面至耳轴轴线距离
+1 , -2
用水准仪,刚盘尺
3
炉壳轴线对托圈支撑面的垂直度
105/1000
吊线,尺量
4
炉口水冷装置中心线于炉壳的炉口中心应在同一铅垂线上
5
分中对线检查
准备工作时,首先在炉壳上焊接上3个吊耳。吊耳的布置如图11所示。其中处于耳轴中心线上的二个吊耳必须尽量接近炉口焊接,其间距约4m,另一个吊耳则必须尽量靠近最大直径处,以便实现炉壳的倾斜。吊耳开双面45度坡口焊透,焊脚余高10mm。另外在托圈上提前焊接两个水平定位档块如图9所示。
8.2安装
首先把140t吊车的主钩拆掉,改用软连接线。在这之前要求转炉倾动机构安装试车完成。并将托圈摇至于地面成45度夹角,利用140吊车的主副钩将炉壳起吊成45度角后(为确保炉壳达到45度角,可在18m平台A线梁上再设置一套4*4滑轮组,穿过托圈孔挂于炉壳底部),用140t吊车将炉壳插入托圈中。当炉壳进入1/4时,将炉壳缓缓摇起,同时140t天车配合继续回放,使炉壳滑入托圈中,到底部时利用上下水平卡座定位。将炉子摇正,进行调整,将各定位销安装上完成整个安装过程。同时开始安装下部的定位结构,焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
包钢炼钢厂50吨转炉设计
摘要:
一、包钢炼钢厂50 吨转炉设计的背景和意义
二、50 吨转炉的设计原理和关键技术
三、50 吨转炉的设计流程和实施步骤
四、50 吨转炉设计的优势和预期效果
五、总结
正文:
一、包钢炼钢厂50 吨转炉设计的背景和意义
包钢炼钢厂是我国重要的钢铁生产基地之一,一直以来都在为国家的经济发展和社会进步做出重要贡献。
为了提高生产效率,降低生产成本,提升产品质量,包钢炼钢厂决定设计一款50 吨转炉。
这款转炉的设计,不仅可以满足市场需求,还能推动钢铁行业的技术进步,具有重要的现实意义和深远的历史意义。
二、50 吨转炉的设计原理和关键技术
50 吨转炉的设计原理主要是利用高温下的氧化还原反应,将铁矿石还原成纯铁。
在这个过程中,需要对炉内温度、压力、氧气浓度等进行精确控制,以保证钢铁的质量和产量。
关键技术包括高温熔融技术、氧气控制技术、炉内压力控制技术等。
三、50 吨转炉的设计流程和实施步骤
设计50 吨转炉的过程可以分为两个阶段,第一阶段是设计阶段,主要包
括确定转炉的规模、结构、材料等;第二阶段是实施阶段,主要包括转炉的制造、安装、调试等。
在设计阶段,需要进行详细的设计计算,以确定转炉的各项参数。
在实施阶段,需要严格按照设计要求进行,以保证转炉的正常运行。
四、50 吨转炉设计的优势和预期效果
50 吨转炉的设计,可以大幅提高炼钢的效率和质量,降低生产成本。
预期效果主要包括提高钢铁产量、降低生产成本、提高产品质量等。
此外,50 吨转炉的设计,还能推动我国钢铁行业的技术进步,提升我国钢铁行业的国际竞争力。
五、总结
包钢炼钢厂50 吨转炉的设计,是一项重要的技术创新,对于提高我国钢铁行业的技术水平,推动我国钢铁行业的发展具有重要的作用。