金属材料加工工艺共81页
盘类零件加工工艺
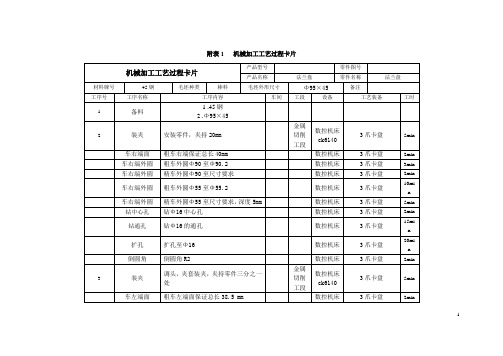
附表1 机械加工工艺过程卡片1附表2 机械加工工艺过程卡片23附表3 机械加工工艺过程卡片4附表4 数控加工工序卡5附表5 数控加工工序卡6附表6 数控加工工序卡7附表7 数控加工工序卡8附表8 数控加工刀具卡片9附表9 数控加工刀具卡片10附表10 数控加工刀具卡片11附表11 数控加工进给路线图廓12附表12 数控加工进给路线图廓13附表13 数控加工进给路线图廓14附表14 数控加工进给路线图03 钻Φ32孔数控机床ck6140O0002 3爪卡盘乳化液数控加工15附表15 数控加工进给路线图04 钻铰所有孔立式加工中心XH714O0003 专用夹具乳化液数控加工16附表16 数控加工进给路线图05 钻铰Φ11孔立式加工中心XH714O0004 专用夹具乳化液数控加工17附录17 数控加工程序O0001:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.7181 Y.4098 S0 M03 N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.0 N0070 X.7139 Y.417N0080 X.0042 Y-.8268N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0050 G43 Z.1969 H00N0060 G83 Z-1.7717 R.1969 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y-1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y1.2104N0120 G80N0130 M02O0003:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M02O0004:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.018N0070 X-.7181 Y.4098N0080 X.7139 Y.417N0090 G80N0100 M02O0005:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03 N0050 G43 Z1.1811 H00N0060 G83 Z-1.5748 R1.1811 F9.8 Q0.0 N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988 N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0006:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0060 G83 Z-.9843 R1.1811 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M021920。
轧钢机械设备
(5)连续式轧机
第44页/共81页
第45页/共81页
(6)串(顺)列往复式(跟踪式、越野式)轧机
第46页/共81页
(7)布棋式轧机
第47页/共81页
(8)复二重式轧机
第48页/共81页
1.4 主机列的构成及各部分的作用
二辊冷轧机
第49页/共81页
第50页/共81页
第51页/共81页
飞轮:轧制时,冲击负荷作用下,系统减速,负载的一部 分有飞轮放出储存的动能来克服。轧件轧出后(空载), 负载突减,主电机带动飞轮加速,飞轮储存能量。
1.3 轧钢机分类 1.3.1 轧钢机按用途分类:可直观显现轧机的主要性能参数 和所生产的产品形状、尺寸。
第7页/共81页
第8页/共81页
1.3.2 按结构分类:根据轧辊在机座中的布置形式 1.3.2.1轧辊水平布置
(1)二辊式轧钢机
第9页/共81页
第10页/共81页
(2)三辊式轧机
第11页/共81页
(5)板形控制:板形控制主要是通过变更轧辊凸度来控制。 为了增大轧辊凸度调整效果,开发了多种新型轧机。主要 有三种:1)横移工作辊:HC、CVC轧机;2)三菱重工及 新日铁开发的PC轧机,通过调整工作辊交叉角来形成不同 凸度辊缝;3)石川岛播磨开发的,在支撑辊中间设置液压 油腔,在其中注入高压油从而调整支撑辊凸度的VC轧机。
1.7.2 热轧板带轧钢机技术的新进展
(1)连铸坯连续铸轧直接将金属熔体“轧制”成半成品带坯 或成品带材的工艺称为连续铸轧。这种工艺的显著特点是其 结晶器为两个带水冷系统的旋转铸轧辊,熔体在其辊缝间完 成凝固和热轧两个过程,而且在很短的时间内(2—3s)完成的。
直接轧制即“连铸一切断一加热或补热一轧制”方式的组
金属材料成型基础资料.pptx

电阻热:Q=I2Rt
焊条
-
焊接电弧
工件
d
+
d离
焊接电弧的稳定燃烧 — 就是带电粒子产生、 运动、复合、产生的动态平衡过程。
第5页/共60页
2 . 电弧的构造及热量分布 阴极区:2400k 36% 阳极区:2600k 42% 弧柱区:5000~8000k 21%
3 . 电弧的极性
1 . 设备简单、应用灵活方便。
2 . 劳动条件差、生产率低、质量不稳定。
二、手工电弧焊焊接过程
①引弧 ② 形成熔池
三、焊接电弧
③形成焊缝
1 . 焊接电弧的概念
第4页/共60页
在焊条末端和工件两极之间的气体介 质中,产生强烈而持久的放电现象。
使气体电离 具备两个条件
阴极发射电子
接触电阻:R 短路电流:I
适用于易氧化的有色金属及合金钢材料的焊接。 如:铝、镁、钛及其合金和耐热钢、不锈钢等。
第29页/共60页
三、 CO2气体保护焊
以CO2气体作为保护性介质的电弧焊方法。
焊接热源:电弧热
保护介质:CO2
① 与金属发生化学反应—产生夹渣缺陷
CO2 ② 溶解于液体金属中—产生 CO 气孔缺陷
③ 比重大于空气(25%)
第26页/共60页
非熔化极亚弧焊
熔化极亚弧焊
第27页/共60页
第28页/共60页
3)氩弧焊的特点及应用 ① 机械保护效果好,焊缝金属纯净,焊缝成形美观,
焊接质量优良。 ② 电弧燃烧稳定,飞溅小。 ③ 焊接热影响区和变形小。 ④ 可进行全位置焊接。 ⑤ 氩气昂贵,设备造价高。
应用: 适用所有金属材料的焊接。
镍及镍合金焊条—Ni ; 铜及铜合金焊条—T;
完整的常用金属材料及牌号

金属板材的选用及牌号我们通常所说的板材,是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。
众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。
近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带来了一定的困惑。
本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。
1 板材牌号及标记的识别1.1 冷轧普通薄钢板冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。
它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。
适用牌号:Q195、Q215、Q235、Q275;符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q 235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广泛。
标记:尺寸精度—尺寸—钢板品种标准冷轧钢板:钢号—技术条件标准标记示例:B-0.5×750×1500-GB708-88冷轧钢板:Q225-GB912-89产地:鞍钢、武钢、宝钢等1.2 冷轧优质薄钢板同冷轧普通薄钢析一样,冷轧优质碳素结构钢薄钢板也是冷板中使用最广泛的薄钢板。
金属塑性加工PPT教案
充分条件 可以证明:只第38页要/共88已页 知受力物体
上过某一点的一组三个互相
第39页/共88页
S2
S
2 x
S
2 y
Sz2
ABC Sx OBC x OCA yx OAB zx
Sx xl yxm zxn sy xyl ym zy n sz xzl zy m zn
第18页/共88页
应变状态:压缩应变有利于塑性的发挥, 拉伸应变对塑性不利。
第19页/共88页
3. 提高金属塑性的基本途径 (1)提高材料成分和组织的均
匀性
(2)合理选择变形温度和应变 速率
(3)选择三向压缩性较强的变 形方式
挤压、开式模锻、自由锻 第20页/共88页
(4)减少变形的不均匀性
二、塑性加工过程受力分析
第16页/共88页
一、金属在塑性加工过程中的塑性行为
1. 模拟实际塑性加工过程的试 验方法: (1)偏心轧辊轧制矩形试样 (2)杯突试验
第17页/共88页
2. 影响金属塑性的因素: (1)金属的化学成分和组织 (2)变形温度 (3)应变速率 (4)变形力学条件:
应力状态:在主应力状态下, 压应力个数越多、数值越大, 金属的塑性越好。
金属塑性加工
金属塑性加工原理
第1页/共88页
一、金属塑性加工的 定义、特点、应用状况
1. 定义: 金属塑性加工是利用金属的塑性,
通过外力使金属铸锭、金属粉末或各 种金属坯料发生塑性变形,成为具有 所需形状、尺寸和性能的制品的加工 方法。
第2页/共88页
2.特点
①材料利用率高。
②生产效率高。
③产品质量高,性能好,缺陷 少。
不锈钢冲压性能与工艺简介

第二十五页,课件共有81页
5.表面粗糙度
板料冲压成形时,如果板料表面粗糙度过大,如表面不够光滑平 整,有划痕、杂质、气孔、缩孔等,则变形时的摩擦力较大,容 易形成应力集中,对成形性能不利;但材料表面过于光滑时,模 具和板料之间的润滑剂很容易被成形时的压力挤走。因此,用于 冲压成形的板料表面要有适当的粗糙度,这样就可以使润滑剂贮 存在表面的波谷中,并且也可以将变形时出现的一些碎屑和杂物 收存起来,从而减少对成形件表面的刮伤。
钢种
SUS304 SUS304(Cu)
SUS316 SUS316L SUS430 SUS409L
屈服强度(N/mm2) 300 295 312 245 350 241
抗拉强度(N/mm2) 670 640 625 525 510 410
屈强比 0.45 0.46 0.50 0.47 0.69 0.59
第一页,课件共有81页
前言
• 冷冲压是一种先进的金属加工方法,冷冲压和切削加工比较,具有生 产率高、加工成本低、材料利用率高、产品尺寸精度稳定、操作简单、 容易实现机械化和自动化等一系列优点,特别适合大批量生产。
• 本手册的主要内容是介绍影响不锈钢冲压性能的基本因素和基本的冲压工 艺类型,可以作为了解不锈钢冲压性能和工艺的快速入门知识,也可作为 工程技术人员对冲压失效制品进行分析时的参考资料。
压成形方式不同对冲压成形性能进行划分。拉深成形性能 — 拉深时抵抗α破裂的能力 胀形成形性能 — 胀形时抵抗α破裂的能力 扩孔成形性能 — 伸长类翻边时板料抵抗β破裂的能力
弯曲成形性能 — 板料弯曲成形时抵抗弯曲破裂的能力
第十八页,课件共有81页
三、冲压用材料应具备的基本性能条件
一般来说,材料的力学性能指数主要包括强度指数和塑性指数两类。材料的强
钢结构件加工工艺规程

项
次
偏差名称
允许偏差值(mm)
示意图
1
型
材
及
板
材
预定尺寸
±3.0
边缘
斜度
t/8且≤2.0
2
角钢两面
剪切倾斜
≤3b/100
≤3.0
3
角钢顶端及
边端切拉角
≤1.0
4
角钢肢的
不垂直度
≤1.5b/100
5
角钢端部
垂直度
<b/100
且≤3.0
6
槽钢翼缘
的倾斜度
≤b/40
7
钢管端部
垂直度
D/100
板厚:4~20mmh+1.0
板厚:>20mmh+2.0
7.1.4.2角焊缝焊脚尺寸K:
K≤10mm允许偏差±1.0
10mm<K≤20mm允许偏差+2.0—1.0
K>20mm允许偏差+3.0—1.0
7.1.5焊缝质量在外观上应符合下列要求:
7.1.5.1具有平滑的细鳞形表面,无折皱、间断和未焊满的陷槽,并与基本金属平滑连接。
8钢结构件的矫正
8.1加工后(黑件)的钢结构件应经过严格检查,并应采用机械矫正方法,消除由加工引起的变形。
加工后(黑件)经矫正后的钢结构件允许偏差:
钢柱:符合TB/T2921《电气化铁道接触网钢柱》,接腿、支架、底座参照执行。
硬横梁:符全TB/T2920《电气化铁道接触网硬横跨技术条件》
输电线路钢杆:符合DL/T646-1998《输电线路钢管杆制造技术条件》
端面为四方形:
|B1-B2|≤5mm
断面为三角形:
各边相对误差≤5mm