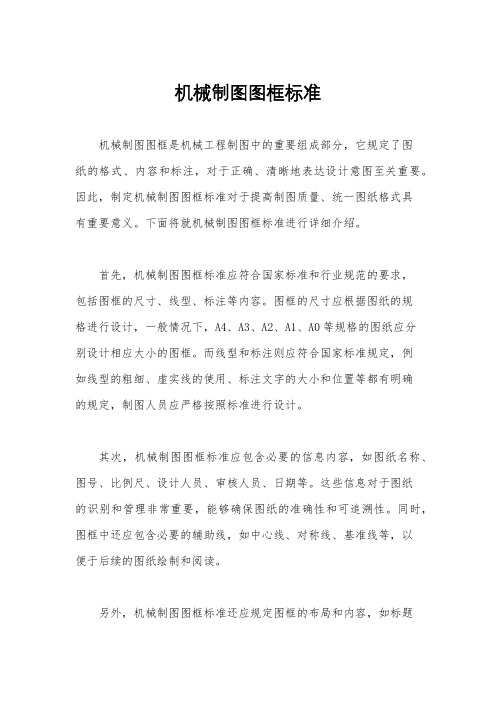
机械零件工程制图规范
机械制图国家标准.

(作业名称)
班级
学号
数量
教师 (签名 年 月 日)
12 28 120
(学校名称)
比例
图号
12 28
二、 比例(GB/T 14690–1993)
1、比例 比例是图中图形与实物相应要素的线性尺寸之比。 2、比例的种类 放大比例、缩小比例、原值比例
φ7
8
16
缩 小
12
14
20
8
1: 2
12
12 14 20 16 14 φ7 φ7 20 8
制图 校对 审核
压块
材料
比例
X X 大学
专题二 工程制图基础
工程制图:是学习如何绘制、阅读工程图样,研究 工程图样的绘制理论和方法的学科。 图样:表达物体形状、大小及技术要求的图形。
图样作用: (1)图样是表达设计者设计意图的重要手段。
(2)图样是工厂组织生产、制造零件和装配机器的 依据。 (3)图样是工程技术人员交流技术思想的重要工 具,被誉为“工程界技术语言”。
第一章 制图的基本知识和基本技能
第一节 第二节 第三节 第四节 制图的基本规定 制图工具和仪器的使用方法 几何作图 平面图形的分析、画法和尺寸注法
国家标准:绘制图样必须遵守的统一规范。 我国于1959年制订了国家标准《机械制图》, 后来经过了几次修订。目前机械制图中使用的国 家标准,有一部分采用了1998年修订的《技术制 图》国家标准。国家标准中对图样内容、格式、 表达方法等都作了统一的规定。 国家标准《技术制图》是一项基础技术标准; 国家标准《机械制图》是一项机械专业制图标准。 它们是图样的绘制与使用的准绳,必须认真学习和 遵守。
(5) 字母和数字可写成斜体和直体。斜体字字 头向右倾斜,与水平基准线成75。
机械制图图框标准
机械制图图框标准机械制图图框是机械工程制图中的重要组成部分,它规定了图纸的格式、内容和标注,对于正确、清晰地表达设计意图至关重要。
因此,制定机械制图图框标准对于提高制图质量、统一图纸格式具有重要意义。
下面将就机械制图图框标准进行详细介绍。
首先,机械制图图框标准应符合国家标准和行业规范的要求,包括图框的尺寸、线型、标注等内容。
图框的尺寸应根据图纸的规格进行设计,一般情况下,A4、A3、A2、A1、A0等规格的图纸应分别设计相应大小的图框。
而线型和标注则应符合国家标准规定,例如线型的粗细、虚实线的使用、标注文字的大小和位置等都有明确的规定,制图人员应严格按照标准进行设计。
其次,机械制图图框标准应包含必要的信息内容,如图纸名称、图号、比例尺、设计人员、审核人员、日期等。
这些信息对于图纸的识别和管理非常重要,能够确保图纸的准确性和可追溯性。
同时,图框中还应包含必要的辅助线,如中心线、对称线、基准线等,以便于后续的图纸绘制和阅读。
另外,机械制图图框标准还应规定图框的布局和内容,如标题栏、图框边框、图框中的内容等。
标题栏应包括图纸名称、图号、比例尺等信息,而图框边框应包括图框线、折叠线、图框折叠标注等内容。
图框中的内容应包括零件图、装配图、工艺图等,根据实际需要进行布局和标注。
最后,机械制图图框标准还应包括图框的打印和存档要求,如打印纸张的选择、打印比例尺的设置、图纸的存档方式等。
这些要求能够确保图纸的打印质量和长期保存,对于后续的使用和管理具有重要意义。
总之,机械制图图框标准是机械工程制图中不可或缺的一部分,它对于规范图纸格式、提高制图质量具有重要意义。
因此,制定合理、科学的机械制图图框标准对于推动机械工程制图的规范化和标准化具有重要意义,值得我们深入研究和探讨。
适合SolidWorks的机械设计及制图规范

适合SolidWorks的机械设计及制图规范1. 总则为规范本公司内机械制图的格式,使之简单化、标准化,以便于网络共享,特制订机械制图规范。
此规范适用于本公司机械工程制图中使用Solidworks及Creo软件绘制的三维图及工程图样,在使用过程中如涉及本规范未规定的内容,应符合有关国家标准及规定。
2. 制图软件使用规范此部分内容以Solidworks软件为例进行规定,Creo软件按照此标准进行相应配置及使用。
2.1. 模板选择使用solidworks建立零件模型及装配体模型时,必须使用公司指定的模型模板,模板名称为“零件—某某公司”,“装配体—某某公司”。
使用solidworks建立工程图时,必须使用公司指定的工程图模板,模板名称为“工程图A0A1—某某公司”、“工程图A2A3A4—某某公司”。
工程图模板选择好后,选择合适的图纸格式。
根据国家标准规定,公司制定了5种幅面的图纸格式,包括“A0—某某公司”、“A1—某某公司”、“A2—某某公司”、“A3—某某公司”、“A4纵—某某公司”。
需特别说明的是,A4图纸在使用时不允许使用横向图幅。
2.2. 草图规范建立新零件后,若是拉伸特征,草图基准面选择上视基准面;若是旋转特征,草图基准面选择右视或前视基准面。
拉伸特征旋转特征绘制的草图必须完全定义(草图颜色全部变为黑色),应尽量使用约束(垂直、平行、相等、对称、相切等)而非尺寸标注来使草图完全定义。
2.3. 模型规范零件及装配体模型建立完成后,必须填写“自定义属性卡”,内容包括:名称,图样代号、物号、材料、备注。
零件及装配体模型名称命名规则为图号+名称,图号与名称与属性卡中填写的一致。
2.4. 图号规范编制方法为:产品代号+序号,如XXX-01-02-00、XXX-01-02-01。
其中,“XXX”表示产品代号,末位数为“00”表示为装配图,末位数为“01”、“02”……等编号时,表示为零件图。
“XXX”的命名规则为:机器简称的英文首字母+设备主参数,例如MXJ800表示磨削机,800代表加工最大直径为800mm。
《工程制图》技术要求

尺寸偏差(简称偏差) 某一尺寸减其基本尺寸
所得的代数值。偏差可为正、负、零。
尺寸偏差有:
上偏差=最大极限尺寸-基本尺寸 下偏差=最小极限尺寸-基本尺寸
公差等級 国标将公差等级分为20级:IT01、IT0、
IT1~IT18。“IT”表示标准公差,公差等级的代号用阿拉伯 数字表示。精度从IT01至IT18等级依次降低。
解
over
over
43 读零件图,回答问题。
解
over
over
解 11 徒手绘制D向视图(细虚线不画)。
over
over
公差带图
公差带与基本尺寸之间关系的放大图成为公差带图。表达 尺寸公差的大小和距零线的相对位置。
(公差带位置)
(公差带大小)
基本偏差系列
尺寸公差标注
Φ50H8
基本偏差代号
公差带公代差号等级代号
公差带代号由 基本偏差代号 与 标准公差等级代号 组成
(确定公差带位置)(确定公差带大小)
(1)在基本尺 寸后面注出 基本偏差代 号和公差等 级
(φ50) 基本尺寸
配合的种类
基本尺寸相同的、相互结合的孔和轴公差带之间的关系, 称为配合。
由于孔和轴的实际尺寸不同,配合后会产生“间隙”或 “过盈”,孔的尺寸减去相配合轴的尺寸之差为正时是间 隙,为负时是过盈。
间隙配合
过渡配合
过盈配合
公差带
在零件的加工过程中,不可能把零件的尺寸做得绝对准确。 为了保证互换性,必须将零件尺寸的加工误差限制在一定的范围 内,规定出尺寸允许的变动量,这个变动量就是尺寸公差,简称 公差。
符号的尖端必须从材料外指向表面。
Ra3.2
CAD机械制图标准

CAD机械制图标准上海工程机械厂企业标准CAD制图标准QJJ/GC010-20121 范围本标准规定了CAD制图的基本设置要求、图形符号绘制、CAC图基本画法、CAD 制图尺寸标准等内容。
本标准适用于本公司在计算机网络系统上绘制和打印的CAD图样(含设计图样、工装图样和工艺图样),本标准未规定的内容应符合有关国家和行业标准的规定。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准中最新版本的可能性。
GB/T 1182 产品几何技术规范(GPS) 几何公差形状、方向、位置、和跳动公差标注GB/T 4457.2 技术制图图样画法指引线和基准线的基本规定GB/T 4458.5 机械制图尺寸公差与配合注法GB/T 10609.1 技术制图标题栏GB/T 10609.2 技术制图明细栏GB/T 14689 技术制图图纸幅面和格式GB/T 14690 技术制图比例GB/T 14691 技术制图字体GB/T 16675.1技术制图 简化表示法第1部分:图样画法GB/T 16675.2技术制图 简化表示法 第2部分:尺寸注法GB/T 16900图形符号表示规则 总则GB/T 16901图形符号表示规则 产品技术文件用图形符号 第1部分:基本规则 GB/T 16902.1图形符号表示规则 设备用图形符号 第1部分:图形符号的形成 GB/T 16903.1图形符号表示规则 标志用图形符号 第1部分:图形标志的形成 GB/T 17450技术制图 图线GB/T 18229 CAD 工程制图规则GB T 19096技术制图图样画法未定义形状边的术语和注法JB/T 5054.2产品图样及设计文件 图样的基本要求JB/T 5054.3产品图样及设计文件 格式3 CAD 制图的基本设置要求3.1图纸幅面与格式绘制CAD 图时,其图纸幅面和格式按照GB/T14689的有关规定。
CAD机械制图规范
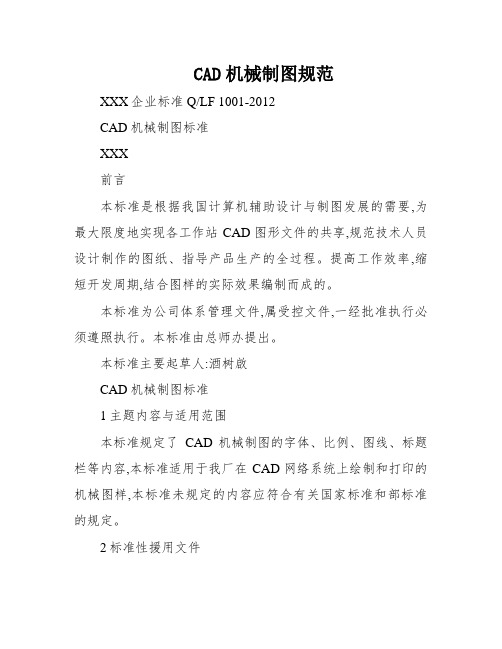
CAD机械制图规范XXX企业标准Q/LF 1001-2012CAD机械制图标准XXX前言本标准是根据我国计算机辅助设计与制图发展的需要,为最大限度地实现各工作站CAD图形文件的共享,规范技术人员设计制作的图纸、指导产品生产的全过程。
提高工作效率,缩短开发周期,结合图样的实际效果编制而成的。
本标准为公司体系管理文件,属受控文件,一经批准执行必须遵照执行。
本标准由总师办提出。
本标准主要起草人:酒树啟CAD机械制图标准1主题内容与适用范围本标准规定了CAD机械制图的字体、比例、图线、标题栏等内容,本标准适用于我厂在CAD网络系统上绘制和打印的机械图样,本标准未规定的内容应符合有关国家标准和部标准的规定。
2标准性援用文件GB/T 1182-1996外形和位置公差公例、定义、符号和图样透露表现法GB/T .1-1989技术制图标题栏GB/T .2-1989技术制图明细栏GB/T .4-1992机械制图用计算机信息交换常用长仿宋矢量字体、代(符号GB/T .5-1992机械制图用计算机信息交换常用长仿宋矢量字体、代(符号数据集单线单体字模集及数据集GB/T -1993技术制图图纸幅面和格式GB/T -1993技术制图比例GB/T -1993技术制图字体GB/T-2000 CAD工程制图规则JB/T 9165.4-1998专用工艺装备设计图样及设计文件格式3请求3.1图幅和图框图幅和图框应符合GB/T-2000(GB/T-93的规定。
3.1.1图幅3.1.1.1图幅的尺寸基本图幅(见表1应优先选用,需要时,也答应选用加长图幅,加长图幅应优先选用表2,加长图幅的尺寸是由基本图幅的短边成整数倍的增加后得出。
但由于A0×2(1189×1682.A0×3(1189×2523已跨越晒图机的规格,即宽边已跨越1051mm。
所以不应使用。
表1单位:毫米表2单位:毫米3.1.1.2图幅的分区a.用细实线在图纸周边内画出分区。
(仅供参考)机械零件工程制图规范
5)、零件的最大变形应控制在 孔壁严禁拉伤;
7)、未注圆角 R0.2 以下;
8)、未注表面粗糙度 12.5μmRmax;
9)、孔的测量方法:
A、测量孔的公差下限值时,自重小于 3gf 的塞规应能从孔内自由下落,
B、测量孔的公差上限值时,自重大于 10gf 的塞规应不能从孔内自由下落,
图5
华阳多媒体电子有限公司
机械零件工程制图规范
编 号:WI.RD.016 第 5 页,共 10 页 第 A 版第0次 受控号:
5.6.4 尺寸与公差精度 尺寸与公差精度根据需要确定。
5.6.5 尺寸布局 尺寸之间间隔均匀、适当,尺寸文字一般置于尺寸线的中央。
5.6.6 尺寸编号 尺寸按从左到右,从上到下的顺序依次编号,按①、②、③……顺序递增,针对某个视图可按照
头宽 W:箭头长 L=1:2:4,具体设置见图 2。
图2 5.6 尺寸、公差 5.6.1 尺寸标注标准及尺寸延伸线设置
尺寸标注标准规定为 ISO。打开 Solidworks 工具下的选项命令,在文件属性标签下的出详图分支 中,设定尺寸标注标准为 ISO,设置尺寸延伸线与零件轮廓线间隙及超出尺寸线为 0.6mm,见图 3。
华阳多媒体电子有限公司
机械零件工程制图规范
编 号:WI.RD.016 第 10 页,共 10 页 第 A 版第0次 受控号:
5.10.5.2 齿轮件技术要求。
1)、浇口、模号、顶针位置须与设计者商定;
2)、顶针及浇口痕迹低于零件表面 0.2 以内;
3)、未注平行度、直角度应控制在公差范围内;
4)、未注拔模斜度应控制在公差范围内;
5.10.4.2 弹簧件技术要求。
1)、毛刺高度控制在 0.05 以下;
机械工程CAD制图规范
CAD技术制图规范1 目的规范本公司内CAD制图的格式,使之其简单化、标准化,便于网络共享。
2 范围适用于公司内机械工程制图中用CAD绘制的机械工程图样。
3 基本原则3.1 凡用计算机等设备中绘制机械工程图样时,如涉及本规范中未规定的内容,应符合有关标准和规定。
3.2 在机械工程制图中用CAD绘制的机械工程图样,首先应考虑表达准确,看图方便。
在完整、清晰、准确地表达零件各部分形状的前提下,力求制图简便、占用的设备内存量最少。
3.3 用CAD绘制机械图样时,尽量采用CAD新技术。
4 图纸幅面和格式4.1 GB/T14689-2008《技术制图 图纸幅面和格式》中规定的图纸基本幅面为:幅面代号 尺寸宽×长(单位:mm)A0 841×1189A1 594×841A2 420×594A3 297×420A4 210×297本规范规定:A3和A4为我公司技术制图的基本幅面,即一般情况下,技术制图的图纸幅面为A3或A4,特殊的图样幅面按标准比例缩放满足本规定;4.1.1幅面的加长:当采用基本幅面绘制图样不合式时,可将幅面加长,一般情况下,只允许将横式图纸在左右方向上加长n×210(n为自然数);4.2 图框格式4.2.1图框必须留有装订边(见附图)。
4.3 标题栏4.3.1 每张图样右下角必须设有标题栏;4.3.2 标题栏由图样名称及图样代号区、材料标记区、图样标记区、更改区、签字区、企业名称区组成。
各区的内容与尺寸见附图的规定;4.3.3在加长幅面中,边框距及标题栏的绘制尺寸不允许变化;4.3.4根据QC/T2-92《汽车产品图样 格式》的标准规定:为满足在一张图样标题栏上填写两个或两个以上图样名称和编号的需要,允许在标题栏的右上方向图样内部延伸,延伸的部分称为延伸标题栏。
4.4 代号栏代号栏设于图样的左上角,填写图样代号,应与标题栏中图样代号一致;其字体方向与标题栏中的代号字体方向成180°(见附图)。
iso机械制图标准
iso机械制图标准ISO机械制图标准。
ISO机械制图标准是国际标准化组织(ISO)制定的一系列机械工程制图的标准,它规定了机械制图的符号、尺寸、公差、表面质量要求等内容,是机械制图的基础性标准。
ISO机械制图标准的制定旨在实现机械制图的统一和规范,以便于不同国家和地区的机械工程师和制造商之间的交流和合作。
ISO机械制图标准的内容涵盖了机械制图的各个方面,包括线条、符号、尺寸标注、公差标注、表面质量要求等。
这些标准的制定旨在使机械制图更加规范和准确,以便于工程师和制造商能够准确理解和解释图纸上的信息,从而保证产品的质量和性能。
在ISO机械制图标准中,线条和符号是非常重要的内容。
线条的类型和粗细、符号的形状和尺寸都在标准中有详细规定。
这些规定的制定是为了使机械制图更加清晰和易于理解,避免因为线条和符号的混乱而导致误解和错误。
此外,ISO机械制图标准还规定了尺寸标注和公差标注的方法和要求。
尺寸标注是指在图纸上标注零件的尺寸,而公差标注则是指在尺寸上标注公差范围,以便于制造时能够控制零件的尺寸精度。
这些标准的制定是为了使机械制图能够准确传达零件的尺寸和公差信息,从而保证产品的装配和性能要求。
此外,ISO机械制图标准还规定了表面质量要求的内容。
表面质量要求是指在图纸上标注零件表面的加工要求,如光洁度、粗糙度、平整度等。
这些要求的制定是为了使机械制图能够清晰传达零件表面的加工要求,以便于制造时能够保证产品的表面质量要求。
总的来说,ISO机械制图标准的制定是为了使机械制图更加规范和准确,以便于工程师和制造商能够准确理解和解释图纸上的信息,从而保证产品的质量和性能。
通过遵循ISO机械制图标准,可以实现机械制图的统一和规范,促进国际间的交流和合作,推动机械工程行业的发展。
机械制图图框标准
机械制图图框标准机械制图图框是机械工程制图中的重要组成部分,它是规范机械制图的格式、内容和布局的重要标准。
图框的设计标准化不仅可以提高机械图纸的规范性和统一性,还可以提高图纸的可读性和传达信息的准确性。
因此,制定机械制图图框标准对于提高机械制图质量和效率具有重要意义。
一、图框的设计要求。
1. 外形尺寸,图框应根据图纸规格确定外形尺寸,一般情况下,A4纸张的图框尺寸为297mm×210mm,A3纸张的图框尺寸为420mm×297mm。
2. 分区划分,图框应分为四个区域,分别是图框外边线、图框内边线、图框标题栏和图框内容区。
图框外边线为图框的最外边界,图框内边线为图框内容区的边界,图框标题栏用于填写图纸的名称、编号、比例等信息,图框内容区用于绘制机械零件的图样和注释。
3. 标准符号,图框中应包含标准符号,如ISO标准中规定的机械制图标准符号,用于表达图纸的特定信息,如图纸的比例、图纸的种类、图纸的编号等。
4. 字体要求,图框中的文字应采用规范的字体,一般情况下,标题栏中的字体应为粗体,内容区中的字体应为宋体,字号应根据图纸的比例和内容进行选择。
二、图框的制作流程。
1. 确定图框尺寸,根据图纸规格确定图框的外形尺寸,一般情况下,图框的外形尺寸应为图纸规格的整数倍。
2. 绘制图框边界,根据确定的外形尺寸,绘制图框的外边线和内边线,保证图框的整洁和规范。
3. 设计图框分区,将图框分为四个区域,确定图框标题栏和内容区的位置和大小,保证图框的布局合理。
4. 添加标准符号,在图框中添加标准符号,如图纸的比例、图纸的种类、图纸的编号等,确保图框的信息完整和准确。
5. 填写图框信息,在图框的标题栏中填写图纸的名称、编号、比例等信息,确保图框的信息完整和准确。
三、图框的应用意义。
1. 规范机械制图,图框作为机械制图的标准化组成部分,可以规范机械制图的格式、内容和布局,提高机械制图的规范性和统一性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.10.1 冲压件技术要求。
1)、未注圆角;
2)、不可有横向毛刺,纵向毛刺控制在 0.05 以下;
3)、注意折弯方向;
4)、切断面不可有明显的生锈现象;
5)、折弯的根部、先部都应控制在公差范围内;
6)、表面不可有明显的划伤、斑点;
7)、孔的测量方法:
A、测量孔的公差下限值时,自重小于 3gf 的塞规应能从孔内自由下落,
B、测量孔的公差上限值时,自重大于 10gf 的塞规应不能从孔内自由下落;
华阳多媒体电子有限公司
机械零件工程制图规范
编 号:WI.RD.016 第 8 页,共 10 页 第 A 版第0次 受控号:
8)、加圆框尺寸为重点管理尺寸,应按重点管理尺寸规定进行管理;
9)、满足 RoHS 要求。
5.10.2 注塑件技术要求。
5 工程制图规范
5.1 工程制图软件
规定工程制图的软件使用 Soldworks2005 版。任何人未经批准,不可擅自使用更新的版本,以
保证文档的兼容性。
5.2 工程图投映方式及布局
5.2.1 工程图投映方式
规定工程图视图投影方式为第三角投映法。
5.2.2 工程图布局
图幅及视图选择适当比例,保证图面上的细节清晰可见(需要时使用局部放大视图)。视图, 文字
1)、硬度;
2)、未注圆角;
3)、轴上不可留有碎屑、粉末等;
4)、零件表面及螺纹部分需研磨加工;
5)、加圆框尺寸为重点管理尺寸,应按重点管理尺寸规定进行管理;
6)、满足 RoHS 要求;
华阳多媒体电子有限公司
机械零件工程制图规范
5.10.4 弹簧件参数及技术要求。 5.10.4.1 弹簧件参数见下表。
部服务器查阅: \\192.168.109.7\技术部共享文档\标准图框。
5.4 线型、图层
5.4.1 对零件轮廓线,尺寸线,对称中心线等线型的设置见下表。
类型 零件轮廓线
尺寸线 对称中心线 局部视图图标 局部视图边界
剖切线 剖面线
其他
线型 实线 实线 点划线 点划线 点划线 虚线 实线 自定
线宽 0.35mm 0.1mm 0.1mm 0.1mm 0.1mm 0.1mm 0.1mm
图5
华阳多媒体电子有限公司
机械零件工程制图规范
编 号:WI.RD.016 第 5 页,共 10 页 第 A 版第0次 受控号:
5.6.4 尺寸与公差精度 尺寸与公差精度根据需要确定。
5.6.5 尺寸布局 尺寸之间间隔均匀、适当,尺寸文字一般置于尺寸线的中央。
5.6.6 尺寸编号 尺寸按从左到右,从上到下的顺序依次编号,按①、②、③……顺序递增,针对某个视图可按照
5)、零件的最大变形应控制在 L/200 以内;
6)、齿形、孔口部位严禁披峰,齿形严禁短射、 残缺,孔壁严禁拉伤;
7)、未注圆角 R0.2 以下;
8)、未注表面粗糙度 12.5μmRmax;
9)、孔的测量方法:
A、测量孔的公差下限值时,自重小于 3gf 的塞规应能从孔内自由下落,
B、测量孔的公差上限值时,自重大于 10gf 的塞规应不能从孔内自由下落,
变更内容 Description: 填写“几处尺寸变更及尺寸变更区域”;
担当 SGN: 填写完整的中文名字;
批准 APP:填写完整的中文名字。
5.9 标题栏的填写
5.9.1 标题栏应按下面的说明全部填写及签名。
型号 Model:填写机种型号,如 DM-520A; 零件名称 Description:填写零件名称,中/英文对照(中文在上,英文在下); 零件编号 Part Code: 如 1501-1001-1000(内销)/1501-1001-B000(外销);
头宽 W:箭头长 L=1:2:4,具体设置见图 2。
图2 5.6 尺寸、公差 5.6.1 尺寸标注标准及尺寸延伸线设置
尺寸标注标准规定为 ISO。打开 Solidworks 工具下的选项命令,在文件属性标签下的出详图分支 中,设定尺寸标注标准为 ISO,设置尺寸延伸线与零件轮廓线间隙及超出尺寸线为 0.6mm,见图 3。
设计 Planed By:设计人签名及日期;
制图 Drawn By:制图人签名及日期;
审核 Inspected By:审核人签名及日期;
标准化审查 Standard By: 图纸标准化审查人签名及日期;
批准 Approved By:最终批准人签名及日期。
5.10 “技术要求”栏的标准是按冲压、注塑、轴类、弹簧、齿轮分类而制作。
8 1 位数为 8 号字;2 位数为 7 号字;3 位数为 6 号字
10
7 字体高度:3mm
间距:1mm
其他注释
Dotum/仿宋-GB2312
根据情况自定
华阳多媒体电子有限公司
机械零件工程制图规范
5.8 变更栏的填写 5.8.1 变更栏应按下面的说明全部填写。
编 号:WI.RD.016 第 6 页,共 10 页 第 A版第0次 受控号:
华阳多媒体电子有限公司
机械零件工程制图规范
编 号:WI.RD.016 第 10 页,共 10 页 第 A 版第0次 受控号:
5.10.5.2 齿轮件技术要求。
1)、浇口、模号、顶针位置须与设计者商定;
2)、顶针及浇口痕迹低于零件表面 0.2 以内;
3)、未注平行度、直角度应控制在公差范围内;
4)、未注拔模斜度应控制在公差范围内;
3.2 产品结构设计人员或绘图员负责结构工程图、组件图、爆炸图等的绘制。
3.3 项目经理负责图纸技术审核。
3.4 文控中心标准化审核员对图纸进行标准化审核。
3.5 技术副总负责图纸批准。
3.6 文控中心资料管理员负责图纸归档管理及发行等。
4 相关文件
4.1 《技术本部文件管理规定》
4.2 《机芯产品工艺文件、资料管理规定》
1)、浇口、模号、顶针位置须与设计者商定;
2)、顶针及浇口痕迹低于零件表面 0.2 以内;
3)、未注平行度、直角度应控制在公差范围内;
4)、未注拔模斜度应控制在公差范围内;
5)、齿形、孔口部位严禁披峰,齿形严禁短射、残缺,孔壁严禁拉伤;
6)、未注圆角;
7)、孔的测量方法:
A、测量孔的公差下限值时,自重小于 3gf 的塞规应能从孔内自由下落,
表面处理 Surface:零件表面处理要求,如电镀等;
最终处理 Finish:零件最后处理,如加硬,脱脂等;
材料 Material:零件材质,需填写清楚具体型号,如 POM,M90-44;
投影 Projection:视图投影方式为第三角投影法;
单位 Unit:没有特别说明的情况下,图纸尺寸单位为毫米;
d 线径 D 中心径 D2 外径 Nt 有效圈数 L0 自由长度 Pi 初张力 K 弹性系数 L1 工作长度L1 P1 工作长度L1时荷重 L2 工作长度L2 P2 工作长度L2时荷重
绕卷方向 两端挂钩夹角 热处理
mm mm mm T mm g g/mm mm gf mm gf
编 号:WI.RD.016 第 9 页,共 10 页 第 A 版第0次 受控号:
制定: 批准:
批准日期:
审核: 生效日期:
华阳多媒体电子有限公司
机械零件工程制图规范
编 号:WI.RD.016 第 2 页,共 10 页 第 A 版第0次 受控号:
说明等内容布局均匀、合理。
5.3 图框
规定使用标准图框模版(A1、A2、A3、A4,其中 A4 有横向与纵向两种),模版电子文档登录技术
华阳多媒体电子有限公司
机械零件工程制图规范
编 号:WI.RD.016 第 7 页,共 10 页 第 A 版第0次 受控号:
公差等级 Tolerance: 共 4 级(用 A、B、C、D 表示);
图纸比例 Scale: 采用符合国家标准的比例,如 1:1,1:2;
数量 Q’ty:一个产品上使用该零件数量;
B、测量孔的公差上限值时,自重大于 10gf 的塞规应不能从孔内自由下落,
以上的测量,在零件经 100℃ 2H,-40℃ 2H 的高低温保存后,也应能满足要求;
8)、模具认定时,供应商应提出成形条件;
9)、加圆框尺寸为重点管理尺寸,应按重点管理尺寸规定进行管理;
10)、满足Leabharlann RoHS 要求。5.10.3 轴类件技术要求。
5.10.4.2 弹簧件技术要求。
1)、毛刺高度控制在 0.05 以下;
2)、加圆框尺寸为重点管理尺寸,应按重点管理尺寸规定进行管理;
3)、满足 RoHS 要求;
5.10.5 齿轮件参数及技术要求。
5.10.5.1 齿轮件参数。
齿形 螺旋角 螺旋方向 分度圆 齿顶圆 齿数 模数 压力角 齿顶间隙 公法线长度 精度等级
从外到内顺时针编号,编号尽可能放在尺寸的前面。对于像 4-R0.5 类型的尺寸标注,编号后需加上 a1,a2,a3,a4 以示区分,如①a1、①a2、①a3、①a4,图纸上要注明 a1,a2,a3,a4 所在地方。另外诸如零 件表面粗糙度等不易测量的标注不进行编号。 5.7 字体
类型 尺寸 公差 表面粗糙度 局部视图图标、剖切线及向视 图等箭头标识符号
标记 Mark:零件图纸变更标识符号和变更处数。
“ ”表示第一次变更;“
” 表示第一次变更 2 处;
修订版 Rev.:图纸的变更次数。第一次变更为 01,第二次变更为 02,以此类推;
日期 Date:变更日期按“年.月.日”方式填写,如 07.01.23;
参考编号 Ref No.:填写“零件变更通知书” 编号;
华阳多媒体电子有限公司
1 目的
机械零件工程制图规范
编 号:WI.RD.016 第 1 页,共 10 页 第 A 版第0次 受控号: