焊料成分 性能分析
助焊剂成分比例表
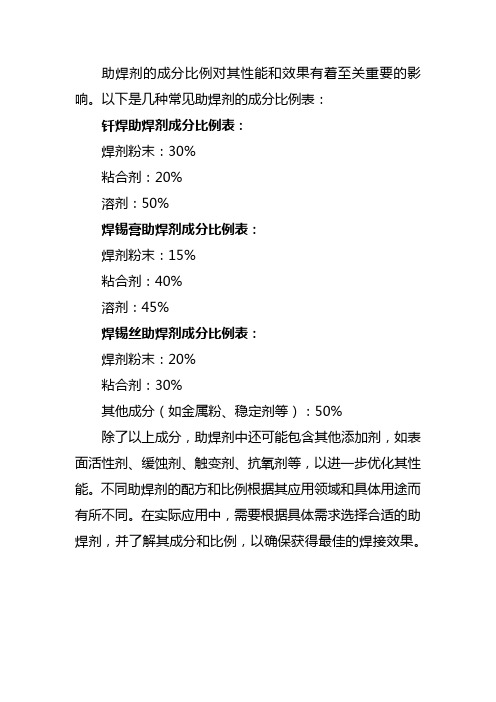
助焊剂的成分比例对其性能和效果有着至关重要的影响。
以下是几种常见助焊剂的成分比例表:
钎焊助焊剂成分比例表:
焊剂粉末:30%
粘合剂:20%
溶剂:50%
焊锡膏助焊剂成分比例表:
焊剂粉末:15%
粘合剂:40%
溶剂:45%
焊锡丝助焊剂成分比例表:
焊剂粉末:20%
粘合剂:30%
其他成分(如金属粉、稳定剂等):50%
除了以上成分,助焊剂中还可能包含其他添加剂,如表面活性剂、缓蚀剂、触变剂、抗氧剂等,以进一步优化其性能。
不同助焊剂的配方和比例根据其应用领域和具体用途而有所不同。
在实际应用中,需要根据具体需求选择合适的助焊剂,并了解其成分和比例,以确保获得最佳的焊接效果。
常用电子软焊料性能分析

常用电子软焊料性能分析一:分类1.按共晶温度低温焊料(183°C 以下)中温焊料(183-220°C)高温焊料(>220°C)2.按组成分表一:常用电子软焊料一览表二.焊料中各成分作用表二:电子焊料各成分优缺点焊料种类熔化温度范围(°C )Sn 含量含铅系列Sn-Pb 系列183-3212%-95%Sn-Pb-Ag 系列178-3091%-62%Sn-Pb-Sb 系列183-3174%-60%含铅低温系列96-16716%-50%无铅系列95.9Sn/3.5Ag/0.6Cu 21695.9%99.3Sn/0.7Cu 22799.3%96.5Sn/3.5Ag 22196.5%95Sn/5Ag221-24095%95Sn/5Sb 236-24395%99Sn/1Sb 305-31799%52Sn/48In 11752%42Sn/58Bi 13942%91Sn/9Zn18991%成分优点缺点及解决方法Sn 与母材金属反应,连接被焊金属不能与铝发生此反应Pb1.Sn 中加Pb,降低焊料熔点2.降低Sn 的表面张力及粘度3.增强焊料抗氧化能力4.增强抗拉强度、抗剪切强度5.减小界面金属化合物厚度,增强街头强度6.使焊料性能稳定7.成本低三:总结如下:1.最具代表性的无铅焊料合金及熔点如下表三表三:最具代表性的无铅焊料及其熔点Cu99.3Sn/0.7Cu 价格低,在Sn-Ag 合金的基础上添加Cu,能够在维持Sn-Ag 合金良好性能的同时,稍微降低其熔点,而且添加Cu 以后,能减少所焊材料中Cu 的溶解。
熔点高,润湿性远低于Sn-37Pb,焊点易桥联,高温下易溶解母材中的Cu,加入镍,润湿性增强,提高焊点热疲劳性Ag对于Sn-Ag 系:ωAg>3.5时,焊点可靠性,抗拉强度及抗高低温冲击疲劳性降低润湿性较差,高温下对Cu 产生溶解及扩散;添加1%Zn,提高强度及蠕变性能,但润湿性降低,加入In 及Bi,降低熔点,但后者使脆性增加,添加少量Cu 进一步降低熔点,提高润湿性及强度Sn-Ag-CuωAg>3.0%:焊点界面经经高低温冲击试验后,产生裂纹,焊点可靠性降低Sn-Ag-Cu 共晶温度低,润湿性、流动性及抗疲劳性能好,同时减缓对Cu 基板的溶蚀银含量增加可以增加润湿性能,铜不增加价格高,焊接性不及Pb 焊料在Sn-Ag-Cu 中加入Ni,增加润湿性Sb Sb 有毒,一般用于特殊场合高温焊料In Sn-In 熔点低,熔点太低,资源少,作为特殊低熔点焊料BiSn-Bi 润湿性及耐疲劳性好,共晶温度低,一般加入Bi 可降低熔化温度,提高润湿能力,Bi 资源少,性脆,可加工性差,加入后,焊料耐疲劳性及伸长率下降,ZnSn-9Zn 焊接工艺条件接近于Sn-Pb,价格低易氧化,对母材润湿性差,界面易形成微电池,产生腐蚀,方法:氮气保护,添加Cu、Bi、Ni,降低润湿角焊料所属系列各成分比例熔点(°C )Sn-Ag 系Sn-3.5Ag 221Sn-Cu 系Sn-0.7Cu227Sn-Ag-Cu 系Sn-(3.0-3.5)Ag-0.5Cu 217-220Sn-Bi 系Sn-58Bi 138Sn-Bi-Zn 系Sn-10Bi-5Zn 168-190Sn-In-Ag 系Sn-20In-2.8Ag 179-189Sn-Zn 系Sn-9Zn1982.最值得关注的焊片排序Sn-Ag-Cu,其次Sn-0.7Cu、Sn-3.5Ag、Sn-9Zn、Sn-Ag-Bi。
焊片的主要成分-概述说明以及解释

焊片的主要成分-概述说明以及解释1.引言1.1 概述焊片作为一种重要的材料,在工业生产和制造领域中具有广泛的应用。
它是由多种不同材料组成的复合材料,具有优异的导热性、导电性和可塑性等特点。
焊片的主要作用是将不同金属或其他材料连接在一起,形成稳定的接合点。
本文旨在探讨焊片的主要成分,了解其组成和结构,以及不同成分对焊接性能的影响。
通过对焊片的研究,我们可以更好地理解焊接技术的发展和应用。
在接下来的章节中,我们将对焊片的定义和分类进行介绍,包括常见的金属焊片、陶瓷焊片和复合焊片等。
然后,我们将重点关注焊片的主要成分,探讨各种材料在焊片中的使用情况和特性。
这些成分通常包括金属粉末、陶瓷粉末、有机胶粘剂等。
进一步地,我们还将介绍焊片的制备方法,包括粉末冶金法、化学法和物理法等。
这些制备方法具有不同的特点和适用范围,可以根据需要选择合适的方法。
最后,在结论部分,我们将总结焊片的主要成分对焊接性能的影响,并展望焊片在未来的应用前景。
随着科学技术的不断进步,我们相信焊片将在各个领域发挥更重要的作用。
通过本文的研究,我们可以更好地理解焊片的组成和制备方法,为焊接技术的应用提供有价值的参考。
同时,我们也可以进一步推动焊片的研究和发展,为工业制造和生产带来更多的创新和进步。
1.2 文章结构文章结构部分的内容可以包括以下几点:文章结构是为了让读者清晰地了解整篇文章的构架和内容安排。
本文主要分为引言、正文和结论三个部分。
在引言部分,需要对整个文章的背景和重要性进行概述,说明为何研究焊片的主要成分是有必要的。
同时,介绍文章的结构以及各部分的内容,让读者能够预览到整篇文章的框架。
正文部分是文章的核心内容,主要围绕焊片的主要成分展开。
在2.1部分,可以对焊片的定义和分类进行详细介绍,解释焊片在焊接工艺中的作用和种类。
在2.2部分,重点讨论焊片的主要成分,包括金属元素、非金属元素以及其他添加剂。
可以探讨不同成分对焊接性能的影响,并举例说明具体的应用场景。
助焊剂成分分析及助焊剂
助焊剂成分分析及助焊剂助焊剂成分分析及助焊剂原料以及用法助焊剂通常是以松香为主要成分的混合物,是保证焊接过程顺利进行的辅助材料。
焊接是电子装配中的主要工艺过程,助焊剂是焊接时使用的辅料,助焊剂的主要作用是清除焊料和被焊母材表面的氧化物,使金属表面达到必要的清洁度.它防止焊接时表面的再次氧化,降低焊料表面张力,提高焊接性能.助焊剂性能的优劣,直接影响到电子产品的质量.(1)助焊剂成分近几十年来,在电子产品生产锡焊工艺过程中,一般多使用主要由松香、树脂、含卤化物的活性剂、添加剂和有机溶剂组成的松香树脂系助焊剂.这类助焊剂虽然可焊性好,成本低,但焊后残留物高.其残留物含有卤素离子,会逐步引起电气绝缘性能下降和短路等问题,要解决这一问题,必须对电子印制板上的松香树脂系助焊剂残留物进行清洗.这样不但会增加生产成本,而且清洗松香树脂系助焊剂残留的清洗剂主要是氟氯化合物.这种化合物是大气臭氧层的损耗物质,属于禁用和被淘汰之列.目前仍有不少公司沿用的工艺是属于前述采用松香树指系助焊剂焊锡再用清洗剂清洗的工艺,效率较低而成本偏高免洗助焊剂主要原料为有机溶剂,松香树脂及其衍生物、合成树脂表面活性剂、有机酸活化剂、防腐蚀剂,助溶剂、成膜剂.简单地说是各种固体成分溶解在各种液体中形成均匀透明的混合溶液,其中各种成分所占比例各不相同,所起作用不同有机溶剂:酮类、醇类、酯类中的一种或几种混合物,常用的有乙醇、丙醇、丁醇;丙酮、甲苯异丁基甲酮;醋酸乙酯,醋酸丁酯等.作为液体成分,其主要作用是溶解助焊剂中的固体成分,使之形成均匀的溶液,便于待焊元件均匀涂布适量的助焊剂成分,同时它还可以清洗轻的脏物和金属表面的油污天然树脂及其衍生物或合成树脂表面活性剂:含卤素的表面活性剂活性强,助焊能力高,但因卤素离子很难清洗干净,离子残留度高,卤素元素(主要是氯化物)有强腐蚀性,故不适合用作免洗助焊剂的原料,不含卤素的表面活性剂,活性稍有弱,但离子残留少.表面活性剂主要是脂肪酸族或芳香族的非离子型表面活性剂,其主要功能是减小焊料与引线脚金属两者接触时产生的表面张力,增强表面润湿力,增强有机酸活化剂的渗透力,也可起发泡剂的作用有机酸活化剂:由有机酸二元酸或芳香酸中的一种或几种组成,如丁二酸,戊二酸,衣康酸,邻羟基苯甲酸,葵二酸,庚二酸、苹果酸、琥珀酸等.其主要功能是除去引线脚上的氧化物和熔融焊料表面的氧化物,是助焊剂的关键成分之一防腐蚀剂:减少树脂、活化剂等固体成分在高温分解后残留的物质助溶剂:阻止活化剂等固体成分从溶液中脱溶的趋势,避免活化剂不良的非均匀分布成膜剂:引线脚焊锡过程中,所涂复的助焊剂沉淀、结晶,形成一层均匀的膜,其高温分解后的残余物因有成膜剂的存在,可快速固化、硬化、减小粘性.(2)常用助焊剂的作用1)破坏金属氧化膜使焊锡表面清洁,有利于焊锡的浸润和焊点合金的生成。
3733-10焊材材料成分
3733-10焊材材料成分
焊材是一种用于焊接的材料,它在焊接过程中起到连接和填充作用。
3733-10焊材是一种常用的焊接材料,其成分对焊接质量和性能具有重要影响。
3733-10焊材的主要成分包括铜和镍。
铜是一种优良的导电和导热材料,它能够提供良好的电流和热量传导性能,有助于焊接过程的稳定进行。
镍是一种具有高熔点和优良耐腐蚀性能的金属,能够提供焊接接头的耐热和耐腐蚀性能。
除了铜和镍外,3733-10焊材还含有少量的其他金属元素,如锌、锡等。
这些元素的添加可以改善焊接接头的力学性能和抗腐蚀性能。
锌的添加可以增加焊接接头的强度和硬度,锡的添加可以提高焊接接头的耐腐蚀性能。
3733-10焊材的成分经过精心调配,使其具有适合不同焊接工艺和材料的特性。
它可以用于焊接不同种类的金属材料,如铜、铁、不锈钢等。
在焊接过程中,3733-10焊材能够提供稳定的电弧和熔化池,使焊接接头具有良好的焊缝形态和力学性能。
3733-10焊材是一种具有铜、镍等金属元素的焊接材料,它的成分经过精心调配,能够提供良好的焊接性能和接头品质。
它在焊接工艺中起到重要的作用,是焊接过程中不可或缺的材料之一。
无论是焊接工程师还是焊接爱好者,都应该对3733-10焊材的成分有所了
解,以确保焊接质量和性能的达到要求。
sncu0.7无铅焊料抗氧化性能研究
作者简介:卢红波(1985-),男,工程师,主要从事有色金属冶炼与锡 焊料开发研究工作。
21 试验原料 不抗氧 SnCu07焊料元素分析结果见表 1。
第 5期
卢红波,等:SnCu07无铅焊料抗氧化性能研究
37
表 1 不抗氧 SnCu07无铅焊料元素分析
%
样品 SnCu07
Sn 992
Cu
峰焊进行动 态 氧 化 渣 渣 率 测 试,为 抗 氧 化 钎 料 的 研 究及生产提供参考。
1 试验原理
SnCu07合金中,Sn的质量分数在 99%以上,合 金氧化膜主要成分是锡的氧化物,包括 SnO、SnO2:
Sn+O2 SnO2 SnO2 +Sn2SnO 生成的 SnO和 SnO2在熔体表面形成氧化膜,但 是这类氧化膜致密度不高,对保护熔体表面,防止钎 料进一步氧 化 的 作 用 不 强,因 此 液 面 继 续 氧 化。 要 提高钎料的抗氧化能力就必须改变这种疏松多孔的 表面氧化膜。通过加入的微量元素 P和 Ge优先与 氧作用,生成致密的氧化膜,防止氧的侵入。当这种 氧化物被机械破坏时,立即形成相同结构的新膜,继 续起保护作用。随着加热时间的增加,P和 Ge会不 断地消耗,抗氧化效果下降,需要及时补充这种微量 元素来维持钎料的抗氧化性能。液态钎料在静态下 能长时间保持镜面;在动态下,由于钎料不断地露出 新的表面,加速了 P和 Ge的消耗。因此,在动态下 P和 Ge的消耗速度要比在静态下快。
Bi
Sb
Ge
07
00092
00121
-PFe来自In-00014
00019
22 试验及分析设备 试验设备为德国 SPL600240小型模拟波峰炉,电
子天平,切割机,以及刮刀、小漏勺、镊子等辅助工具。 分析设备为德国 SPECTROMAXx(LMX06)直读
助焊剂的作用、原理、成分
助焊剂相关知识一、助焊剂的作用:关于助焊剂的作用概括来讲主要有“辅助热传导”、“去除氧化物”、“降低被焊接材质表面张力”、“去除被焊接材质表面油污、增大焊接面积”、“防止再氧化”等几个方面,在这几个方面中比较关键的作用有两个就是:“去除氧化物”与“降低被焊接材质表面张力”。
1、关于“辅助热传导”作用的理解“在焊接时,焊锡基本处于完全熔融的高温状态,在这种高温状态下,被焊接元器件与焊盘必然会经受一定的高温考验,至于最高温度的热冲击,人们在实际操作中会采用各种应对措施加以防范,同时要求被焊接物之材质的耐热性能要比较强,一般根据标准工艺之温度要求,将其材质最终能够承受的温度极限(也叫耐热温度),设计在可能遭受的最高温度线以上20-300C左右,应该说是这比较保险的安全范围。
所以,一旦被焊物材质确定下来后,最终会承受热冲击的可能性基本都在安全许可范围内,但是,在实际的工艺操作过程中变数太多,如每台机器之间与标准工艺的误差,可能会造成整个焊接过程所有参数的改变,既使最高温度是在事先设定的安全范围内,但如果升温速率过大,会使所有可能接触到锡液的每一个零部件或零部件之局部骤然升温,温度的急骤上升或急骤下降都能够引起材质性能的蠕变,对这种材质性能的蠕变,在短期内几乎所有的检测手段都无能为力,它所造成的危害是长期的、潜在的、不易被查明原因的,这种危害对一些精密电子信息产品而言,可算是致命的内伤。
基于以上阐述,我们对助焊剂“辅助热传导”的作用就极易理解了,当前所有助焊剂的组份中,溶剂基本上是不可缺少的,同时溶剂中也有高沸点的添加剂,这些物质在遇热后能吸收一部分热量,同时在达到沸点的温度后开始逐步挥发,同时带走部分热量,使被焊接材质不至于在瞬间产生急骤的温度变化;另外,因为助焊剂在焊接材质表面的涂覆,还能使整个板面的受热情况趋于均匀。
所以,我们对种状况理解为“辅助热传导”,它所辅助的整个过程可以看成是延缓热冲击、使焊材受热均匀的过程,而不是在破坏热传导或帮助热能迅速传导的这样一个过程或作用。
高温镍钴合金焊料

高温镍钴合金焊料
高温镍钴合金焊料是专为连接同类或其他高温合金而设计的焊接材料,它们通常包含高比例的镍、钴以及可能的其他合金元素,以提供在极端温度下所需的强度和耐腐蚀性。
以下是一些关于高温镍钴合金焊料的重要信息点:
高温性能:高温合金焊料能够在600℃以上的高温及一定应力作用下长期工作,同时保持较高的高温强度和良好的抗氧化抗腐蚀性能。
合金成分:这类焊料的成分可能会调整以优化其焊接性能,包括通过添加或减少特定合金元素来改变析出相和晶界形貌,从而提高焊接接头的性能。
焊接工艺:焊接高温合金需要精确控制热输入和冷却速度,以避免产生焊接裂纹。
GH3539合金就是一个例证,尽管具有优异的高温性能,但也具有较高的焊接裂纹敏感性。
适用范围:某些高温焊料如ERNiCrCoMo-1焊丝可用于多种高温合金之间的焊接,包括617 (N06617) 镍基合金,以及与其他耐热铸造合金如HP45、HK40等的连接。
研究现状:科研人员正在不断探索和改进这些合金的焊接技术,以提升焊接质量和可靠性。
这包括研究焊接裂纹形成机理及其影响因素,以及开发新的焊接方法和材料。
综上所述,高温镍钴合金焊料的开发和应用是为了满足现代工业对极端工作条件下材料的连接需求。
这些焊料不仅要求具备出色的机械性能,还要有能够适应复杂工作环境的耐久性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊料成分、性能分析(1)杭州辛达狼焊接科技有限公司王大勇1.焊料焊料是钎焊用材料,已有4000余年的使用历史,其熔点比被焊母材低。
钎焊过程中将焊料加热到高于焊料熔点,而低于母材熔点的温度,焊料熔化后填充接头间隙并与母材发生冶金作用,从而实现材料的连接。
用焊料焊接材料具有灵活、简单、不需大的设备投资等优点,在电气工程材料领域占据极为重要的地位。
焊料的种类较多,根据熔点可分为软焊料和硬焊料两大类。
通常将熔点低于450℃的焊料称为软焊料,而熔点高于450℃的焊料称为硬焊料。
电气工程用软焊料包括锡铅、锡基无铅、金基、铟基、铋基和锌基焊料等;所用硬焊料包括银基和铜基焊料等。
1.1焊料型号和牌号的表示方法1.1.1焊料的型号GB/T6208-1995《焊料型号表示方法》规定,焊料的型号由两部分构成:第一部分用大写字母来表示焊料的类型,“S”表示软焊料,“B”表示硬焊料;第二部分合金主元素符号构成,且每个型号最多只能标出六个元素符号。
型号表示方法及示例如下:1.1.2焊料的牌号原机械工业部编写的《焊接材料产品样本》规定,焊料牌号由三部分构成:(1)字母“HL”表示焊料;(2)牌号的第1位数字表示焊料的化学组成类型,见表4.7-1;(3)牌号的第2、3位数字表示同一类焊料的不同牌号。
牌号表示方法示例如下:表4.7-1焊料牌号中第1位数字的含义牌号化学组成类型牌号化学组成类型HL1××铜锌合金HL5××锌合金HL2××铜磷合金HL6××锡铅合金HL3××银合金HL7××镍基合金HL4××铝合金1.2焊料的选用原则焊料的种类较多,其选用主要遵循以下原则:(1)主成分尽量与母材主成分相同,焊料的成分与母材相同,钎焊时具有良好的润湿性。
(2)熔点合适,即焊料的液相线温度要低于母材固相线温度至少40-50℃(3)焊料中的某一重要组元应能与母材产生液态互溶,从而能形成牢固的结合。
但焊料与母材间的相互作用应尽可能避免形成脆性金属间化合物,避免因母材的过分溶解而导致溶蚀。
(4)焊料与母材的主成分在元素周期表中的位置应尽量靠近,这样的焊料引起的电化学腐蚀较小,即接头的抗腐蚀性好。
(5)焊料与母材间的热膨胀系数要匹配,如果二者热膨胀系数相差较大,则焊料/母材的界面处易形成残余应力集中,将严重弱化焊点的热疲劳性能。
(6)焊料与钎焊方法相匹配。
不同的钎焊方法对焊料的要求不同,如真空钎焊时,焊料中应不含有蒸汽压高的合金元素,以避免污染真空系统。
(7)在钎焊温度下,焊料的主要成分应具有较高的化学稳定性,即具有较低的蒸汽压和低的氧化性,以免钎焊过程中焊料成分发生改变。
(8)满足使用要求,即获得的钎焊接头的力学性能(强度、塑性等)和物理化学性能(导电、导热、抗氧化和耐腐蚀等)能满足被焊件的工作状态要求。
(9)生产成本低。
1.3电气工程常用焊料1.3.1锡铅焊料锡铅焊料熔点低、耐腐蚀性好,对铜、铜合金和钢润湿性好,广泛应用于电气零部件、元件及引线连接以及普通端子和印刷电路板的连接等方面。
虽然无铅封装和组装已经是大势所趋,但在一些特定领域尚没有开发出合适的无铅焊料,如服务器、存储器、微处理器以及针型压接连接器等方面使用的高熔点、高铅含量的锡铅焊料无法用无铅焊料进行替代,仍然在欧盟指令和我国指令的豁免条款之内。
因而,锡铅焊料的使用量虽然在逐年递减,但目前仍有较大的应用价值和使用范围,本文仍然对其进行了详述介绍。
锡铅合金共晶成分中铅的质量份数为38.1%,共晶温度为183℃,图4.7-1为Sn-Pb 二元合金相图。
表4.7-2列出了常用锡铅焊料的化学成份和部分物理、力学性能。
根据接头或焊点的电气性能、力学性能要求,工作温度在150℃以下的选用高锡的锡铅焊料,工作温度在200℃以上的选用高铅焊料。
钎焊通信电缆用铅被覆护套时,为使作业时间充裕,应使用35%-40%Sn的锡铅焊料;电器接线用的软焊料,要求焊点隆起,应选用50%Sn左右的焊料。
图4.7-2给出了锡铅焊料密度、电导率、热导率、抗拉强度、抗剪强度和延伸率等性能随铅含量的变化。
由图可见,铅含量增加,锡铅焊料的密度增大,而热导率和电导率却迅速降低。
强度和延伸率均出现峰值,强度的峰值出现在铅含量为20%左右时,延伸率峰值出现在铅含量为67%和80%左右。
锡铅焊料中加入锑,可提高焊料的抗氧化性,并提高接头热稳定性能;加入银可细化晶粒并提高耐蚀性。
表4.7-3为添加微量合金元素的锡铅焊料的化学成份、性能和应用领域。
采用Sn-Pb焊料钎焊不同母材时的接头强度见表4.7-4。
表4.7-5~表4.7-7分别列出了Sn-Pb焊料在不同工作温度下的力学性能。
图4.7-1锡铅二元合金相图表4.7-2Sn-Pb焊料的化学成份及性能化学成份/(质量分数,%)密度/g/cm3熔化温度/℃抗拉强度/MPa延伸率/%电阻率/μΩ·m线膨胀系数/×10-6/℃Pb Sn固相线液相线01007.31232232194312.8522.4 10余量7.571832204325-26 20余量7.871832084522--25余量8.021*********--38余量8.35183183413414.1324.7 50余量8.87183209363215.82-60余量9.31183235326317.0725.0 67余量9.611832503266--70余量9.691832563358--75余量9.941832652852.1--80余量10.2183277286720.526.5 82余量10.21832772867-26.0 85余量10.32252872441--90余量10.82653022232-24.6 95余量11.0300314-21--100011.432732711452029.520406080100789101112密度/(g /c m 3)w(Pb)/%(a)密度204060801007891011121314 电导率w(Pb)/%电导率/(s /m )0.300.350.400.450.500.550.600.650.70热导率/(W /m .k )热导率(b)电导率2040608010010152025303540455055延伸率/%w(Pb)/%抗拉强度 抗剪强度强度/M P a10203040506070 延伸率(c)力学性能图4.7-2Sn -Pb 焊料的物理、力学性能表4.7-3Sn-Pb焊料添加微量合金元素后的性能型号化学成份/wt%密度/g/cm3熔点/℃抗拉强度/MPa延伸率/%电阻率/μΩ.m特点及应用Pb其它SnS-Sn60Pb39Sb139Sb:1余量8.5183-18546340.145熔点低,流动性好。
用于钎焊工作温度较低及要求钎缝光洁的零件,如无线电零件、电气开关、计算机零件、易熔金属制品及热处理件等S-Pb80Sn18Sb2余量Sb:21810.23183-27727670.220熔点高,凝固区间大。
用烙铁进行钎焊比较困难,力学性能较差,主要用于钎焊铜及铜合金和镀锌铁皮等强度要求不高的零件S-Pb68Sn30Sb2余量Sb:2309.69183-25632-0.182润湿性和力学性能较好,常用于钎焊铜、黄铜、铁、镀锌铁皮等,如散热器、仪表、无线电元件、电缆护套等产品,应用较广S-Pb58Sn40Sb2余量Sb:2409.31183-23537630.170熔点低,润湿性好,可得到较光洁的表面,力学性能较好。
常用于钎焊铜及铜合金、钢、锌制零件,如散热器、无线电及电气开关设备、仪表等,是应用最广的锡铅焊料S-Sn89.9Pb10Sb0.110Sb:0.1余量-183-22242250.12铅含量低,适宜于钎焊食品器皿及医疗器材等S-Pb92Sn5.5Ag2.5余量Ag:2.5 5.5-295-30534--高温强度较高,用于铜及铜合金和钢的烙铁钎焊及火焰钎焊续表4.7-3型号化学成份Wt%密度/g/cm3熔点/℃抗拉强度/MPa延伸率(%)电阻率/μΩ.m特点及应用Pb其它SnS-Sn60Pb39.239.2Sb:0.860-183-18546--力学性能和熔化温度与S-Sn60Pb39Sb1相近S-Sn50Pb49.2Sb0.8余量Sb:0.850-183-21037320.156常用于钎焊铜、黄铜、镀锌或镀锌锡铁皮等,可钎焊散热器、计算机零件和发动机过滤器等S-Pb94Sn1.5Ag5.5余量Ag:5.5 1.5-302-304---熔点高,凝固区间小。
用于钎焊板金件和热交换器等高温工作的产品S-Pb97.5SnAg1.5余量Ag:1.51-309---共晶型焊料,熔点高。
用于钎焊板金件和热交换器等高温工作的产品S-Pb90Sn8Ag2余量Ag:28-285-29534670.216熔点高,凝固区间小。
用于钎焊板金件和热交换器等高温工作的产品表4.7-4锡铅焊料钎焊接头的力学性能型号焊料强度/MPa母材接头强度/MPa抗拉强度剪切强度S-Sn60Pb39Sb146纯铜黄铜钢937896343435S-Pb80Sn18Sb227纯铜黄铜低碳钢镀锌铁皮镀锡铁皮1Cr18Ni9Ti8492102.8---373749.942.146.021.5S-Pb68Sn30Sb232纯铜黄铜低碳钢镀锌铁皮镀锡铁皮1Cr18Ni9Ti7686112---363749.041.135.232.3S-Pb58Sn40Sb237纯铜黄铜低碳钢镀锌铁皮镀锡铁皮1Cr18Ni9Ti7678112---364559554831S-Sn90Pb1042纯铜黄铜1Cr18Ni9Ti8889-454432.3S-Sn60Pb4046纯铜黄铜钢937896343435S-Pb93Sn5Ag234纯铜黄铜54873639S-Sn50Pb5037---表4.7-5锡铅焊料在150℃时的性能Sn含量/wt%抗拉强度/MPa延伸率/%851035 101370 2013120 3013140 4013140 5013145 6012150表4.7-6锡铅焊料的低温性能锡含量/wt%试验温度/℃抗拉强度/MPa抗剪强度/MPa延伸率/%10-7341313420-7348373240-7348404360-7359544810-19659432720-19685583040-19687773060-19613011010表4.7-7锡铅焊料的蠕变应力-寿命成分/wt%寿命为1000h时的起始蠕变应力/MPa Sn Pb其它20℃100℃1090-35 1.14060-21 4.26040-29 4.56236Ag:2-27.04058Sb:249 5.9593.5Ag:1.516-197.5Ag:1.519.5-1.3.2锡基无铅软焊料铅及其化合物是有毒物质,损害人类健康,污染环境。