振动测试在铸件无损检测技术中的研究
超声波振动在铸造生产中的应用

超声波振动在铸造生产中的应用
李军文
【期刊名称】《现代铸铁》
【年(卷),期】2012(000)0z1
【摘要】介绍了超声波振动对结晶的影响:在熔融金属内,超声波除了起到振动作用外,还能引起强烈的空化现象以及因超声场的不均匀而造成熔融金属的强烈移动现象,进而形成了均匀的细小晶粒;随着超声波功率的增大,凝固后组织中的共晶团数量明显增多.总结认为,与铸造生产常用的冶金方法(如变质处理、孕育处理)相比,物理方法(超声波处理、电磁搅拌、脉冲电场处理)更环保和节约.
【总页数】4页(P48-51)
【作者】李军文
【作者单位】江南大学机械工程学院超声波铸造研究室,江苏无锡214122
【正文语种】中文
【中图分类】TG250
【相关文献】
1.超声波振动在铸造生产中的应用 [J], 李军文
2.超声波振动筛在三氯蔗糖生产中的应用 [J], 曾伟山
3.系统可靠性技术在铸造生产中的应用:第六讲系统故障树分析在铸造中应用 [J], 陈金水;蔡惠民
4.超声波振动切削在生产中的应用 [J], 黄国元;陈立德
5.消失模铸造工艺在铸造公司生产中的应用 [J], 于来喜
因版权原因,仅展示原文概要,查看原文内容请购买。
使用无损检测技术进行铸件质量评估的步骤

使用无损检测技术进行铸件质量评估的步骤引言:铸件是制造业中常见的一种金属制品,广泛应用于汽车、航空航天、机械制造等领域。
而保证铸件的质量是非常重要的,因为质量问题可能导致产品的失效甚至事故的发生。
为了提高铸件的质量控制,无损检测技术应运而生。
本文将介绍使用无损检测技术进行铸件质量评估的步骤。
1. 确定无损检测技术的选择:不同的无损检测技术适用于不同类型的缺陷检测。
常见的无损检测技术包括超声波检测、射线检测、涡流检测、磁粉检测等。
在选择无损检测技术时,需要考虑以下因素:- 铸件材料的类型和厚度- 预期的缺陷类型和尺寸- 检测的时间和成本限制2. 准备无损检测设备和工具:根据所选择的无损检测技术,准备相应的设备和工具。
例如,超声波检测需要超声波探头和超声波检测仪器,射线检测需要射线发生器和射线探测器等。
确保设备的正常运行和准确性是非常重要的。
3. 设定检测参数:根据铸件的特点和无损检测技术的要求,设定适当的检测参数。
例如,在超声波检测中,需要设置超声波的频率、发射角度、接收灵敏度等。
4. 表面处理:在进行无损检测之前,需要对铸件的表面进行处理,以便更好地暴露缺陷。
常见的表面处理方法包括清洁、磨削、喷砂等。
5. 进行无损检测:根据预设的参数和操作规程,进行无损检测。
在检测过程中,需要将无损检测设备和探头按照特定的方式放置在铸件的表面或内部,以获取准确的检测结果。
6. 数据分析和评估:对无损检测获得的数据进行分析和评估。
根据检测到的缺陷的类型、位置、大小等,判断铸件的质量是否符合标准要求。
必要时,可以使用图像处理软件进行进一步的分析和评估。
7. 缺陷处理和追溯:如果在无损检测中发现了缺陷,需要及时采取相应的措施进行处理,以确保铸件的质量。
同时,对于检测到的缺陷,应该进行记录和追溯,以便及时进行调查和改善。
结论:使用无损检测技术进行铸件质量评估是一项重要的工作。
通过选择合适的无损检测技术,准备好相应的设备和工具,设定适当的检测参数,并进行表面处理、无损检测、数据分析和评估,可以有效地评估铸件的质量,并采取相应的措施进行处理和改善。
铸铁设备无损检测技术进展
铸铁设备无损检测技术进展铸铁,作为历史悠久的工业材料之一,在人类文明社会的进程期间发挥过巨大的作用,直至今日仍以其优良的的铸造性能和经济性,保持着基础原材料的地位。
近几十年来,随着钢、合金钢、轻合金材料(铝、镁)和其他新型工程材料的发展,受能源、劳动力价格和环境等综合因素的影响,以及制造工艺的竞争,在人们的印象中,铸铁一度被归入古老没落、逐渐走向衰微并失去应用潜力的材料。
目前,在工业应用中,铸铁材料总量与钢铁材料相比所占的比例虽然很小,但是其依然能够长期应用于许多工业领域和人们的日常生活中,尤其是近几年随着蠕墨铸铁的发展,得到了更广泛的应用;究其根本,还是由于铸铁有着与钢铁材料不同的特性,在工程应用中具有其他材料无可替代的一些优越性能。
我国是铸造大国,自2000年,铸件年产量连续多年居世界第一,随着铸铁业的发展,我国铸铁业在世界上的地位与日俱增,但是与国外相比,技术水平还存在较大的差距,废品率、能耗等成本要素居高不下。
提高铸铁质量和工艺,提高我国装备制造业竞争力,实现由铸造大国向铸造强国转变势在必行。
而在致力于新技术、新工艺、新设备研究的同时,铸铁件的检测技术和设备的研究也面临着新的挑战,更精确、更方便、更智能成为检测技术和检测设备研究的主题。
1、铸铁材料概述1.1 铸铁材料的特征与分类铸铁(Cast iron)是由Fe-C-Si构成的含碳量大于2.11%的三元合金,属于粗晶材料,晶体分布各向异性,具有优良的铸造型和切削加工性,还具有很高的耐磨性、减磨性、减震性和抗氧化性,它的熔点低于钢材、流动性较好、收缩率较低,常用来铸造薄壁和形状复杂的零件,并且价格比钢低得多。
工业用铸铁含碳量一般为2%—4%,碳在铸铁中多以石墨形态存在,有时也以渗碳体(Fe-Fe3C)形态存在。
除碳外,铸铁中还含有1%—3%的硅,以及锰、磷和硫元素,合金铸铁则含有镍、铬、钼、铝、铜、硼和钒等元素。
工程结构用铸铁主要包括三类:①按铸铁的断口特征分,有灰口铸铁、白口铸铁和麻口铸铁。
铸件缺陷无损检测方法的研究现状分析
铸件缺陷无损检测方法的研究现状分析作者:宋国栋来源:《中国机械》2013年第06期摘要:随着最近几年科学技术的飞速发展,航天航空业、压力容器行业等的发展也较为迅速,对铸件的质量要求也越来越高,因此对铸件的缺陷检测是工业生产中最重要的环节。
目前为止,对于铸件缺陷检测技术的研究也有了较大进步,其中超声检测、射线检测和射线层析摄影法检测是铸件缺陷检测中最为重要且使用范围最广的三种方法,本文就这三种方法的使用情况做了相关的介绍。
关键词:铸件缺陷;超声检测;射线检测;层析摄影法铸件之所以被工业生产广泛应用,是因为铸造的成本低廉、可以一次形成、尤其适用于大型复杂件的制造,其中航空航天制造、压力容器制造中有很多的零部件都是采用铸造的方法生产。
但铸件很容易因为操作过程的失误产生不易发现的缺陷,因此必须在生产早期将铸件缺陷及时检查出来。
进行铸件缺陷的无损检测可以提高生产效率,节约产品生产成本,提高产品质量。
铸件无损检测中使用最广、研究最多的要数超声波探伤法、射线透照法、射线层析摄影法。
对这三种方法的国内外研究现状分析如下:1. 超声波检测法超声波探伤是利用材料本身或内部缺陷的声学性质对超声波传播的影响,非破坏性地探测材料内部和表面的缺陷(如裂纹、气泡、夹渣等)的大小、形状和分布状况以及测定材料性质。
利用超声波进行探伤不仅成本很低,而且对人体没有害处;更重要的是超声波的灵敏度和穿透性都很好,并能够快速的进行检测从而提高工作效率。
在进行超声波检测时,铸件的缺陷通过超声波以缺陷波的形式反射到荧光屏上,其中缺陷波的波形和波幅都与缺钱的形状有关,因此可以根据缺陷波来了解铸件的缺陷情况。
超声波检测方法又分为两种,分别是声程衍射时间法(TOFD)和声振分析法(AR)。
TOFD是由南斯拉夫的Ines Dukic 以及Predrag Dukic提出的。
它的的优点是:优良的可靠性和检测的可重复性;结果的易见性和易存储性,使之能够快速进行比较;对铸件缺陷扩展的趋势能够进行监控。
金属材料铸造成型中的振动技术
[4] 贺佳琪 . 浅谈新型金属材料成型加工及振动技术 [J]. 自然科学 ,2017,(02):265265.
[5] 刘 军 . 金 属 材 料 成 型 中 功 率 超 声 振 动 的 应 用 探 析 [J]. 中 国 高 新 技 术 企 业 ,2014,(07):35-36.
图 1 铸造振动台
收稿日期 :2020-07 作者简介 :徐立华,女,生于 1965 年,河北唐山人,本科,教授,研究方向 :金 属材料成型、机械设计和机械制图。
2 作用机理 在某种条件下,金属熔体属于典型的粘性流体,其流动的方
式主要有两种,层流式和紊流式。一般来说,金属充型结束时, 才会出现层流,因此,金属铸造行业内普遍认定金属充型为紊流 状态。在成型过程中,如果适当的增加振动的频率,紊流程度也 会有所增加 ;随着振动周期的延长,紊流速度也会有所增加,可 以说,随着振动强度的不断增加,金属流体的流动性也会有所增 加。但是在这个过程中,随着振动强度的增加,垂直度振动方向 的紊流附加阻力会持续增大,产生的能量损失也会增加,如果能 量损失达到一定程度,流体的流动性会有所减弱。在对金属进行 铸造凝固的过程中,振动频率的增加可以破碎已经成型的晶粒, 从而获得粒度更小的等轴晶 [2]。
M 管理及其他 anagement and other
金属材料铸造成型中的振动技术
徐立华
( 唐山工业职业技术学院,河北 唐山 063299)
摘 要 :随着科学技术的不断发展,振动理论日渐完善,逐渐强化了振动技术在金属材料铸造中的应用,通过应用振动技术,
改善铸件组织结构,提升铸件力学性能。文章全面的探讨了振动技术在不同金属材料铸造成型过程中的具体应用,并且分析了
无损检测技术中的振动测试与分析方法详解

无损检测技术中的振动测试与分析方法详解无损检测技术被广泛应用于机械设备、航空航天、汽车工业等领域,其中振动测试与分析方法是无损检测技术的重要组成部分之一。
振动测试与分析方法的目标是通过对被测物体振动信号的采集和分析,来判断其结构可靠性、研究其工作原理、预测其故障状态等。
本文将详细介绍振动测试与分析方法的原理、应用以及常用的测试设备。
振动测试与分析方法常用于故障诊断和结构动力学分析。
通过检测被测物体振动信号的频率、振幅和相位等参数,可以确定其是否存在异常振动、磨损、脱落等问题。
同时,振动信号的频谱分析和频域分析可以获取系统的动态特性,如共振频率、固有频率等信息,为结构设计和动态优化提供参考依据。
振动测试首先需要对被测物体进行传感器的安装。
常用的传感器包括加速度传感器、速度传感器和位移传感器。
加速度传感器通过测量物体在特定点上的加速度来获取振动信号;速度传感器通过测量物体在特定点上的速度来获取振动信号;位移传感器通过测量物体在特定点上的位移来获取振动信号。
在振动测试过程中,需要注意传感器的选择和位置的确定。
传感器选择要考虑被测物体的特点以及测试需求。
位置的确定则需考虑传感器的灵敏度、测量范围和安全因素等因素。
振动测试完成后,需要进行信号处理和分析。
常用的信号处理方法包括傅里叶变换、小波变换和相关分析等。
傅里叶变换可以将时域信号转换为频域信号,通过分析频谱可以获取振动信号的频率成分。
小波变换可以将信号分解为不同频率成分的小波系数,通过对小波系数的分析可以对不同频率成分的振动信号进行识别和分析。
相关分析可以用于判断振动信号与特定事件之间的关系,如判断振动信号是否与某个故障事件有关联。
振动测试与分析方法在工程实践中有着广泛的应用。
在机械设备维护中,通过对振动信号的监测和分析,可以对设备的故障状态进行诊断和预测,提前采取维修措施,避免设备故障带来的不必要损失。
在航空航天领域,振动测试与分析方法被用于研究飞机、火箭等飞行器的动力学特性,优化设计和提高性能。
振动测试在汽车零部件检测中的应用研究
2018年第9期时代农机TIMES AGRICULTURAL MACHINERY第45卷第9期Vol.45No.92018年9月Sep.2018振动测试在汽车零部件检测中的应用研究弓文军(大陆汽车电子长春有限公司,吉林长春130033)摘要:文章通过对振动测试在汽车零部件检测中的应用方略进行探究,以期为提高汽车制造综合质量提供依据。
关键词:振动测试;汽车零部件检测;应用作者简介:弓文军(1975-),男,吉林安图人,硕士,主要研究方向:自动化机械,试验设备研发。
振动测试以物理理论为基础,以实际为导向,以测试结果为依据,以保障被测对象质量为核心,是科学、高效且便于操作的检测技术。
技术人员在掌握振动理论分析相关知识基础上,用矩阵理论计算微分方程相关数据,得出汽车零部件固有频率(危险频率)以及主振参数等结论,为确保汽车零件检测科学得当,技术人员需运用振动理论进行逆向分析,结合测试所得实际信号求解相关参数,并验证两项计算结论,加之一定周期的振动耐久测试,便可以获得汽车零部件检测最终结论。
文章在介绍振动基本原理基础上,浅要分析振动测试方法及其组成,使人们对振动测试方法有更为深入的理解。
1振动测试基本理论人们在从某侧撞击物体时物体会发生晃动,物体状态发生变化的过程即为振动,振动使物体加速度、位移及速度发生往复变化产生振动量。
振动量对物体存在一定影响,振动测试借助该影响检测物体质量、使用寿命、振动环境耐受性,将所得参数与物体生产制造指标进行对照,确保测试对象质量达标。
汽车在行驶过程中元件会发生振动,为此针对汽车零部件进行振动测试极为重要,为提高汽车生产制造质量奠定基础。
2振动测试在汽车零部件检测中的应用方法在汽车零部件检测中振动测试方式应用范畴较广,依据测试物理性质,可将振动测试大体分为三类,电测法、光学式测量法、机械式测量法,技术人员在总结以往工作经验基础上,依据汽车零部件检测切实需求,灵活运用振动测试方法,使汽车元件质量得以保障。
球墨铸铁件无损检测综合评价方法
球墨铸铁件无损检测综合评价方法摘要:本文讲述了无损检测技术在球墨铸铁件品质检测中的原理与应用现况。
液态渗入:在铸造件表层及近表面的缺陷检测中,一般采用涡流探伤与磁粉检测结合的方式,如射线检测。
声检验主要用于检验铸造件内部结构缺陷,起声检验适合于表面光洁铸造件的球墨质量的检查,振动检测则用以表层粗粧铸造件的球墨质量的检查。
关键词:涡流探伤;射线检测;起声检验;振动检测;球墨铸铁件铸造件主要包括规格检查,外观及表层目视检查,元素检测及力学性能试验等,对要求很高或是锻造工艺易出现问题,同时还要进行无损检测技术,现阶段能够用于球墨铸铁件质量检测的无损检测技术主要包括液态渗入、磁粉探伤、涡旋、放射线、超声波和振动。
1铸造件表面和近表面缺陷检测1.1液态渗透检测液态渗透检测用于检查铸造件表面的各类开口缺陷,如外表裂痕、表层针眼等肉眼难以发现的缺陷。
渗透检测中最常见的就是着色检验,是指将渗入能力强有色板块(一般为鲜红色)液态(渗剂)浸泡或喷入铸造件表层,渗剂渗入开口缺陷内,快速去除表层渗透液层,随后向铸造件表层喷洒易干燥显示剂(又叫显像剂),当张口缺陷内剩余渗剂被吸出来时,表明剂则进行上色,使之能体现缺陷形状,规格及分布。
应当注意到渗透检测精准度也会随着待测材料外表粗糙度的增加而减少,也就是说表层越光洁度越大,在其中数控磨床抛光表层的检查精确度最佳,就算能检测出晶间裂痕也不例外。
除开着色检验以外,荧光渗透检测是很常见的一种液态渗透检测方式,需配备紫外线灯直射观察,其检测灵敏度远高于着色检测。
1.2涡流探伤涡流探伤用于深层一般不得超过6~7 mm的检查表层下缺陷处。
涡流探伤主要分放置式电磁线圈法与越过式电磁线圈法两种方式。
当样品放置通有电流的磁场电磁线圈周边后,进到试品里的交变磁场可在试品中感受垂直在鼓励磁场里的涡旋状电流量(涡旋),涡旋产生一个电磁场,磁场力激励电磁场反过来,电磁线圈中原地区电磁场部分减少,电磁线圈特性阻抗产生变化。
铸件的表面和内部质量检测方法
铸件的表面和内部质量检测方法(图)铸件的检测主要包括尺寸检查、外观和表面的目视检查、化学成分分析和力学性能试验,对于要求比较重要或铸造工艺上容易产生问题的铸件,还需要进行无损检测工作,可用于球墨铸铁件质量检测的无损检测技术包括液体渗透检测、磁粉检测、涡流检测、射线检测、超声检测及振动检测等。
1 铸件表面及近表面缺陷的检测1.1液体渗透检测液体渗透检测用来检查铸件表面上的各种开口缺陷,如表面裂纹、表面针孔等肉眼难以发现的缺陷。
常用的渗透检测是着色检测,它是将具有高渗透能力的有色(一般为红色)液体(渗透剂)浸湿或喷洒在铸件表面上,渗透剂渗入到开口缺陷里面,快速擦去表面渗透液层,再将易干的显示剂(也叫显像剂)喷洒到铸件表面上,待将残留在开口缺陷中的渗透剂吸出来后,显示剂就被染色,从而可以反映出缺陷的形状、大小和分布情况。
需要指出的是,渗透检测的精确度随被检材料表面粗糙度增加而降低,即表面越光检测效果越好,磨床磨光的表面检测精确度最高,甚至可以检测出晶间裂纹。
除着色检测外,荧光渗透检测也是常用的液体渗透检测方法,它需要配置紫外光灯进行照射观察,检测灵敏度比着色检测高。
1.2涡流检测涡流检测适用于检查表面以下一般不大于6~7mm深的缺陷。
涡流检测分放置式线圈法和穿过式线圈法2种。
:当试件被放在通有交变电流的线圈附近时,进入试件的交变磁场可在试件中感生出方向与激励磁场相垂直的、呈涡流状流动的电流(涡流),涡流会产生一与激励磁场方向相反的磁场,使线圈中的原磁场有部分减少,从而引起线圈阻抗的变化。
如果铸件表面存在缺陷,则涡流的电特征会发生畸变,从而检测出缺陷的存在, 涡流检测的主要缺点是不能直观显示探测出的缺陷大小和形状,一般只能确定出缺陷所在表面位置和深度,另外它对工件表面上小的开口缺陷的检出灵敏度不如渗透检测。
1.3磁粉检测磁粉检测适合于检测表面缺陷及表面以下数毫米深的缺陷,它需要直流(或交流)磁化设备和磁粉(或磁悬浮液)才能进行检测操作。
如何利用无损检测技术进行振动分析
如何利用无损检测技术进行振动分析无损检测技术是一种非侵入性的检测方法,可以用来分析物体振动的特征。
振动分析在各个领域中具有重要的应用价值,可以帮助我们了解物体的结构和性能,检测异常振动,预测故障和提高设备的可靠性。
本文将介绍如何利用无损检测技术进行振动分析,并且简要介绍一些常用的技术和方法。
首先,无损检测技术能够通过测量物体的振动参数,如振幅、频率、相位等来分析其振动特征。
这些参数可以通过使用传感器或者振动分析仪来获取。
传感器通常被安装在物体的表面或者附近,通过测量探测物体的振动来获取数据。
振动分析仪则是一种专门用于分析振动信号的设备,可以对数据进行采集和处理。
其次,振动分析的主要目标是确定物体的固有振动频率、模态形态和振动特征。
固有振动频率是物体在自由振动时的固有振动频率,可以反映物体的结构特性和材料性质。
模态形态是物体在固有频率下的振动模态图案,可以帮助我们了解物体的动力学特性。
振动特征则包括振动波形、振动幅值、相位等,可以反映物体的工作状态和性能。
在振动分析中,常用的无损检测技术包括:1. 振动传感器技术:通过安装振动传感器来测量物体的振动参数,如加速度、速度等。
这种方法可以直接测量物体的振动特征,并且具有高灵敏度和广泛的应用范围。
2. 振动分析仪技术:振动分析仪是一种集振动测量、信号处理和数据分析于一体的设备,可以实时监测和分析物体的振动数据。
它可以快速获得大量的数据,并且可以对数据进行实时分析和处理。
3. 谱分析技术:谱分析是一种将振动信号转换为频域信息的方法,可以将振动信号分解为不同频率的成分。
通过分析振动信号的频谱特征,可以确定物体的固有频率和频率成分的强度。
4. 模态分析技术:模态分析是一种确定物体振动模态形态和固有振动频率的方法。
通过对物体施加外力或者激励,然后测量其振动响应,可以得到物体的振动模态图案和固有振动频率。
利用无损检测技术进行振动分析的步骤可以简单概括为以下几个方面:1. 数据采集:通过使用振动传感器或者振动分析仪来采集物体的振动数据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
振动参数在铸件无损检测技术中的应用研究郭亚 应怀樵(合肥工业大学) (东方振动和噪声技术研究所)摘要:本文提出通过振动参数(频率、波速、阻尼)的测量能够识别铸件的性能,并使用实验进行了检验。
文中肯定了这种方法的可行性,同时指出使用这种方法可能面临的一些问题,对研究振动测试在铸件无损检测中的应用有一定的参考价值。
关键词:铸件 ;无损检测;振动测试Research on Vibration Parameters Used in Non-destructive Detection of Casting FaultsGuo Y a Ying Huaiqiao(Hefei University of Technology) (China Orient Institute of Noise & Vibration)Abstract: This paper puts forward a method to identify casting performance by the testing of vibration parameters (frequency 、wave velocity 、damp )and to check it by experiments. It confirms the feasibility of this method and points out some matters will be confronted with. It can be used in Non-destructive Detection of Casting Faults.Keywords: Casting ;Non-destructive Detection ;Vibration Testing1、引言在传统的铸铁件检测中最为常用的、最为可靠的是观察其金相组织,但这种检测方法效率低。
其实我国古代人民就有通过音频法判断铸件好坏的经验,但是音频法一直没有能够推广。
为此某公司委托东方振动和噪声技术研究所对25根长约25厘米、直径约3厘米的铸铁棒进行测试,希望通过振动参数(频率、波速、阻尼)的测量能够判断铸件的性能。
2、基本理论铸铁是具有弹性的材料,其弹性模量与铸件的组织具有密切的关系。
从灰口铸铁到球墨铸铁,由于石墨存在形态的变化,弹性模量是不同的。
对于球墨铸铁,在碳当量一定的情况下,弹性模量取决于石墨的相对比例,即球化率的大小。
灰口铸铁弹性模量低是由于石墨呈片状而切割了基体。
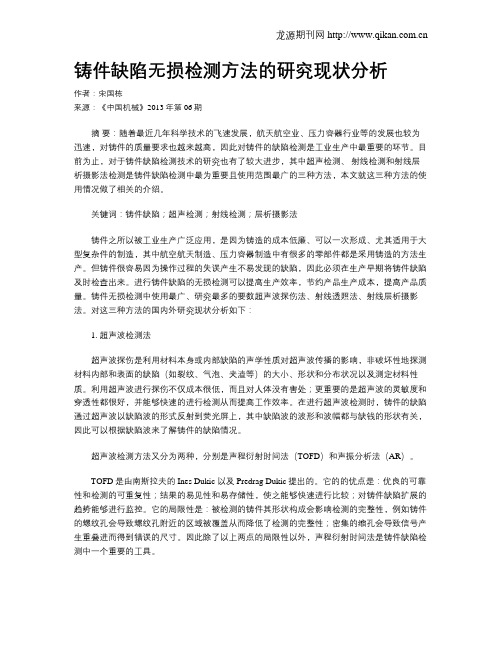
弹性模量与球化率、蠕化率的关系右图所示。
当敲击铸件一端时,材料内部形成弹性波的传递,该弹性波具有一定的频率和波速。
若没有交变外力的作用,将因阻尼的存在使动能转变为热能,振动将逐渐衰减直至停止。
振动频率与铸件弹性模量的关系为:E K f =(1)式中:K 为与尺寸有关的常数 铸件中的纵波波速为:)21)(1()1(σσρσ−+−=E C L(2)式中:C L 为纵波波速;E 为介质杨氏弹性模量;σ为介质泊松比;ρ为介质密度。
因此,通过频率和波速的测量可反映出弹性模量E 的变化,即反映出铸件球化级别的不同。
同时金相组织中碳的形态不同对振动的吸收能力不同,表现出不同的阻尼。
90 5080 70 60 弹性模量 E (MPa ×103球化率(%) 蠕化率(%) 球化率、蠕化率和弹性模量对应关系图从上述分析知振动参数与材质有着密切的关系,这就使得通过对振动参数(波速、频率、阻尼)的测量有可能达到检测材质的目的。
在铸件内部有多种波的传递,同时对每种波又有多阶频率,这就会形成多阶模态同时存在。
同一个铸件,每一阶模态频率对应的系数K 与铸件的尺寸、形状及该阶的阶数有关。
因此在测试中,对于同一批铸件应该选择某一阶或几阶的模态频率来比较。
但是该阶模态频率必须便于激振、拾振,同时又能够容忍各种不确定因素及形状误差的影响。
即是说只有当所选择的用于比较的模态频率对材质的敏感程度远远大于对结构的敏感程度时,才能通过频率判断材质;否则结构引起的频率变化会淹没材质引起的频率变化,这样就会导致误判。
这也是一些参考文献上推荐音频法用于粗加工后检测的原因。
在满足上述条件的前提下只要对于每一规格的成品都建立起频率与球化级别的对应关系即可。
波速与铸件的尺寸、形状无关,即对于各种铸件,在一定的测试条件下波速与球化级别的对应关系是一定的。
这并不说明测量波速就一定简易可行。
要保证波速的测量精度会有一定的困难。
波速的计算与铸件的长度及波穿过该长度的时间有关,即),(t L f V =。
若t L V /=,则:t tLL t t t V L L V V ∆+∆≤∆∂∂+∆∂∂=∆21(3) 如铸件长度m L 21025−×=,若波速s m V /5500=,则s t 3100455.0−×=。
若测试误差mL 2101.0−×=∆(若端面不光滑完全可能),s t 310001.0−×=∆,按式(3)计算的误差V ∆会达到100m/s 以上(尽管相对误差不到2%)。
有些文献中提到使用超声波将铸件放在防锈液中测量,不管如何,都需非常高的采样频率才能保证时间的准确性,尤其是对于尺寸小的铸件。
当铸件的尺寸大于1米时候通过波速才会达到较好的效果。
还必须指出,由于铸件内部有各种波的存在,这就可能导致测得的波速是非单值的,在超声波检测技术中,有些文献指出通过控制波长以避开这种非单值的影响。
3、试验设备及测试本次试验主要采用东方所研制的306DF 型16通道智能信号采集仪和DASP 6.18大容量数据自动采集处理分析软件测量铸件频率和阻尼。
同时借助东方所的INV720采样卡和DASP 2000软件实现对波速的测定,其中INV720采样卡每个单通道最高采样频率能达20MHZ ,12位A/D 。
在测试时尽量保证支撑的一致性。
测频率和阻尼时的设备连接示意图:测波速时的设备连接示意图:按上述框图连好线,设置合适的采样频率、滤波频率、放大倍数即可进行测试。
4、测试结果和分析(1)、横波一阶频率及阻尼由于初始激励时的响应信号比较复杂,可以将开始的一段时域信号截掉。
下面是用橡皮条吊起从纵向敲击第一根铁棒的响应信号时域信号波形图和频谱图(包括切除前和切除后的,频谱图没有进行FFT —FT 细化)。
图1 第一根铁棒时域波形图(切前) 图2 第一根铁棒频谱图(切前)图3 第一根铁棒时域波形图(切后) 图4 第一根铁棒频谱图(切后)虽然加速度传感器安装在端面上,当横向敲击时,由于轴向应变会引起径向应变,所以不论是横向敲击,还是纵向敲击,分析得到的频率成分基本是相同的(抗混滤波器低通滤波设在4KHz ,纵波频率在4KHz 以上,已被滤掉)。
如图5、图6所示的第九根铁棒用橡皮条吊起时从两个方向敲击所得到的频谱图。
由于图5、图6中的频谱没有经过细化处理,所以频率的大小稍有差别,但是当细化后大小就会基本相同。
图5 第九根铁棒纵向敲击时频谱图 图6 第九根铁棒横向敲击时频谱图虽然不管从哪个方向敲,拾取的振动信号的频率成份是完全相同的,但有时由于结构的原因,会产生拍频,并且构成拍频的两个频率幅值的相对大小难以确定,这是影响通过横波频率判断球化级别可靠性的最重要的因素。
图7、图8为第二十根铁棒纵向敲击、横向敲击时的频谱图。
图7 第二十根铁棒纵向敲击时频谱图 图8第二十根铁棒横向敲击时频谱图当然,有些铸件从某个方向上敲击,加速度信号可能恰是我们所需要的自由衰减的波形,并且它的频谱也不存在两个相近的频率,即不存在拍的现象。
但从另一个方向敲击却可能产生拍波。
上面几幅图是时域和频域中比较典型的几种,对于其它铁棒敲击时的波形图和频谱图不再附上。
只给出结果数据。
表1是放在海绵上敲击时的数据。
用橡皮条吊起来敲击的数据规律与放在海绵上的基本类似,不再给出。
表1 铁棒放在海绵上敲击得到的频率和阻尼铁棒 编号 拍波第一个峰 拍波第二个峰 铁棒 编号 拍波第一个峰 拍波第二个峰 频率(Hz) 阻尼 频率(Hz) 阻尼 频率(Hz) 阻尼 频率(Hz) 阻尼 1 2052 0.37% 2312 0.38% 11 2108 0.37% 2 2043 0.40% 2319 0.34% 12 1976 0.39% 2208 0.32% 3 2180 0.36% 2348 0.34% 13 1824 0.42%4 2126 0.37% 14 1648 0.47%5 1937 0.45% 15 1841 0.42%6 1830 0.42% 1984 0.35% 16 1763 0.44% 1950 0.37%7 1993 0.40% 2225 0.33% 17 1818 0.42% 8 1939 0.40% 2190 0.34% 18 1911 0.42% 1984 0.39% 9 2178 0.35% 2558 0.28% 19 1773 0.43% 2032 0.38% 10 2002 0.38% 2154 0.33% 20 1726 0.50%(2)纵波频率由于前面提供的频率均为横向振动引起的,存在拍波现象,难以判断。
也许轴向振动在这样一个尺寸下受到结构影响的程度会小,所以又重新做试验以测得纵波频率。
经过计算,轴向引起的一阶频率大约为7~10KHz 。
测试的结果数据见表2。
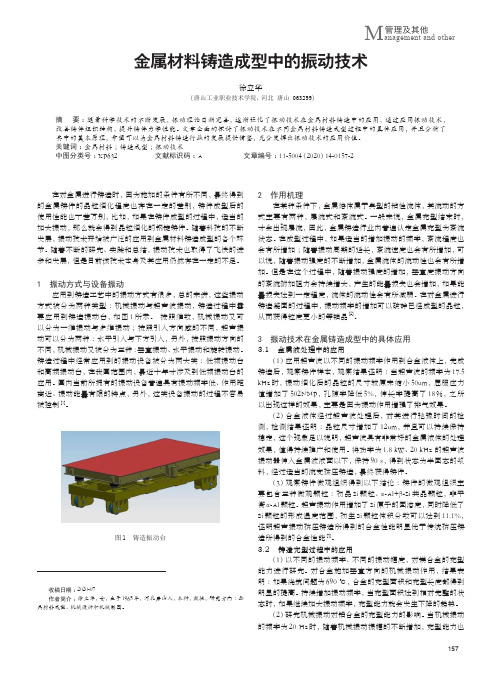
表2 铁棒纵波一阶频率铁棒编号 纵波频率(Hz ) 频率排序 铁棒编号 纵波频率(Hz ) 频率排序 1 9694 10 14 7526 252 9851 4 15 8613 18 3 9744 7 16 8411 22 4 98175 17 8289 24 5 9438 13 18 8320 236 9345 14 19 8598 197 9481 12 20 8566 21 8 9694 9 21 9873 2 9 10007 1 22 9680 11 10 9738 8 23 9207 15 11 9148 16 25 9783 6 12 8786 17 26 9866 3 13859420图9 纵波频率曲线图(按编号排) 图10 纵波频率曲线图(按频率由大到小顺序排)(注:21~23、25、26号分别对应第二次拿来的1~3、5、6号铁棒。
)由于铁棒为杆状结构,其纵波的主频可按下式估算:ρELf 21=(4)在上式中,L 为铁棒的长度;E 为介质杨氏弹性模量;ρ为介质密度。
由于长度不同引起的频率变化可按下式估算:L L E f ∆−=∆−−2212121ρ(5)可见当L 比较小时,频率的变化相对于长度的变化斜率较大。
可按(4)式将测得的频率折算为统一长度下的数值以作比对。
(3)波速测量结果表3 波速测量列表铁棒 编号 长度 (cm) 时间 波速 (m/s) 波速 排序 t1 (ms)t2 (ms) t3 (ms) 平均时间(ms ) 1 25.2 0.0405 0.0402 0.0390 0.0399 6315.79 4 2 25.0 0.0396 0.0387 0.0438 0.0407 6142.51 6 3 24.3 0.0513 0.0495 0.0444 0.0484 5020.66 12 4 25.1 0.0309 0.0417 0.0402 0.0376 6675.53 2 5 25.5 0.0426 0.0402 0.0402 0.0410 6219.51 5 6 27.5 0.0459 0.0453 0.0540 0.0484 5681.82 8 7 25.1 0.0495 0.0489 0.0531 0.0505 4970.30 15 8 25.2 0.0588 0.0600 0.0594 0.0594 4242.42 24 9 23.9 0.0474 0.0510 0.0552 0.0512 4667.97 19 10 25.0 0.0516 0.0516 0.0522 0.0518 4826.25 17 11 25.3 0.0528 0.0528 0.0522 0.0526 4809.89 18 12 25.1 0.0348 0.0384 0.0384 0.0372 6747.31 1 13 25.0 0.0567 0.0579 0.0582 0.0576 4340.28 22 14 24.9 0.0453 0.0510 0.0429 0.0464 5366.38 10 15 24.8 0.0414 0.0402 0.0399 0.0405 6123.46 7 16 25.3 0.0561 0.0528 0.0582 0.0557 4542.19 20 17 25.2 0.0405 0.0378 0.0393 0.0392 6428.57 3 18 24.8 0.0501 0.0516 0.0477 0.0498 4979.92 14 19 25.4 0.0573 0.0582 0.0603 0.0586 4334.47 23 20 25.1 0.0576 0.0669 0.0609 0.0618 4061.49 25 21 24.8 0.0501 0.0498 0.0483 0.0494 5020.24 13 22 25.2 0.0543 0.0495 0.0516 0.0518 4864.86 16 23 24.6 0.0474 0.0486 0.0483 0.0481 5114.35 11 25 24.8 0.0411 0.0492 0.0465 0.0456 5438.60 9 2625.2 0.05730.05340.05720.05604502.6821由于铁棒的端面不平整,加上对激励信号和响应信号的起始时刻选定有一定的误差(由t1 、t2、t3的差别可以看出),同时未考虑传感器的长度,所以得到的波速有一定程度的误差。