公差与配合和电动机常用配合
2.1公差与配合的基本术语及定义

Ymin
(2)过盈配合
轴
(3)过渡配合 +
0
孔
轴
-
可能具有间隙也可能具有过盈的配合称为过渡配合。 此时,孔的公差带与轴的公差带相互重叠。 其特征值是最大间隙X max和最大过盈Y max。 孔的最大极限尺寸减去轴的最小极限尺寸所得的代数 差称为最大间隙,用X max表示。 X max= D max- dmin=ES - ei 孔的最小极限尺寸减去轴的最大极限尺寸所得的代数 差称为最大过盈,用Y max表示。 Y max = D min- d max =EI - es 实际生产中,其平均松紧程度可能表示为平均间隙, 也可能表示为平均过盈。 即: X av (或Y av )=(X max +Y max)/2
+ 0
-ቤተ መጻሕፍቲ ባይዱ
孔
具有过盈(包括最小过盈等于零)的配合称为过盈配 合。此时,孔的公差带在轴的公差带之下。 其特征值是最大过盈Y max和最小过盈Y min。 孔的最小极限尺寸减去轴的最大极限尺寸所得的代数 差称为最大过盈,用Y max表示。 Y max= D min- d max =EI - es 孔的最大极限尺寸减去轴的最小极限尺寸所得的代数 差称为最小过盈,用Y min表示。 Y min= D max - dmin=ES - ei 实际生产中,平均过盈更能体现其配合性质。 Y av =(Y max +Y min)/2
注:红框区为销钉,蓝框区为螺钉
3.配合公差
配合公差是指允许间隙或过盈的变动量。它是设计 人员根据机器配合部位使用性能的要求对配合松紧变 动的程度给定的允许值。它反映配合的松紧变化程度, 表示配合精度,是评定配合质量的一个重要的综合指 标。 在数值上,它是一个没有正、负号,也不能为零的 绝对值。它的数值用公式表示为: 对于间隙配合 Tf =︱Xmax—Xmin︱ 对于过盈配合 Tf =︱Ymin—Ymax︱ 对于过渡配合 Tf =︱Xmax—Ymax︱ 将最大、最小间隙和过盈分别用孔、轴极限尺寸或极 限偏差换算后代入上式,则得三类配合的配合公差的 共同公式为: Tf = Th +Ts
机械制造中公差与配合的选用要点

机械制造中公差与配合的选用一、基准制的选择1、基孔制:中等尺寸精度较高的孔的加工和检验,常采用钻头、铰刀、量规等定值刀具和量具,孔的公差带位置固定,可减少刀具、量具的规格,有利于生产和降低成本。
故一般情况下应优先选用基孔制。
2、基轴制:在下列情况下采用基轴制较为经济合理:⑴ 采用冷拨光轴,一般IT8级左右已满足农业机械、纺织机械中某些轴类零件的精度要求,光轴可不再进行加工,因此采用基轴制减少加工较为经济合理,对于细小直径的轴尤为明显。
⑵ 与标准件配合时,基准制的选择要依据标准件而定,如滚动轴承外圈与壳体孔的配合应采用基轴制。
⑶ 基些结构上的需要,要求采用基轴制,如图示,柴油机活塞销同时与连孔和支承孔相配合,连杆要转动,故采用间隙配合,而与支承孔配合可紧些,采用过渡配合.如采用基孔制,则如图示,活塞销需做成中间小、两头大形状,这不仅对加工不利,同时装配也有困难,易拉毛连杆孔。
改用基轴制如图示,活塞销可尺寸不变,而连杆孔、支承孔分别按不同要求加工,较为经济合理且便于安装。
⑷ 任意孔、轴公差带组成的配合:如原需采用Φ50 G7/h6(+0.034/+0.009)/(0/-0.016),为间隙配合,Xmax=ES-ei=+0.050, Xmin=EI-es=+0.009。
现无法实现,则可改选Φ50 F7/k6(+0.050/+0.025)/(+0.018/+0.002), Xmax=+0.048, Xmin=+0.007,使保持近似的配合。
二、公差等级的选择选择公差等级应在满足机器使用要求的前提下,尽量选用低的公差等级。
但如工艺条件许可,成本增加不多的情况下,也可适当提高公差等级,来保证机器的可靠性、延长使用寿命、提供一定精度储备,以取得更好的经济效益。
⑴ 用于量块、量规的公差等级IT01-IT1主要用于高精度量块的公差和其他精密标准块的公差,它们大致相当于量块1-3级精度。
IT1-IT7用于检查IT5-IT6级工件的量规的尺寸公差。
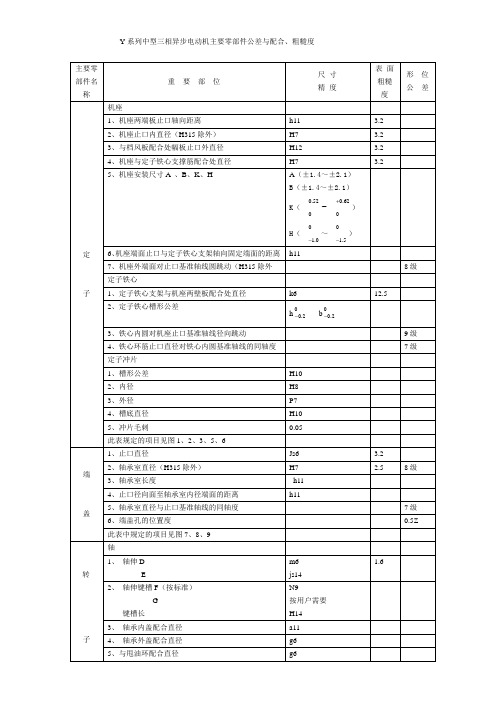
Y系列中型三相异步电动机主要零部件公差与配合、粗糙度
H10
2、内径
h8
3、外径(加工后)冲片外径
h7 h10
4、槽底直径
h10
直
5、键槽宽
Js9
转子端板
1、内径
h8
2、外径(加工后)端板外径
h7 h10
3、槽底直径
h10
4、键槽宽
Js9
此表未规定的项目见图10、12
风扇座
1、与轴配合内径
H7
6.3
集
电
环
1、外径
1.6
2、外圆对两端轴承档公共基准线的径向圆跳动
H11
4、止口支承面至轴承室内径端面的距离
H11
5、轴承室直径与止口基准轴线的同轴度
7级
6、端盖孔的位置度
0.5Z
7、此表中规定的项目见图7、8、9
转
子
5、轴伸D
E
m6
1.6
6、轴伸键槽F(按标准)
G
N9
按用户需要
3、轴伸键槽对称度
8+9级/2
4、轴伸端外园对两端轴承档公共基准轴线的径向圆跳动
7级
5、轴承档直径
Y系列中型三相异步电动机主要零部件公差与配合、粗糙度
主要零部件名称
重要部位
尺寸
精度
表面
粗糙度
形位
公差
定
子
机座
1、机座两端板止口轴向距离
h11
3.2
2、机座止口内直径(H315除外)
H7
3.2
3、与档风板配合处幅板止口外直径
H12
3.2
4、机座与定子铁心支撑筋配合处直径
H7
3.2
5、机座安装尺寸A、B、K、H
典型的配合实例配合实例典型配合例

典型的配合实例为了便于在实际的设计中合理的确定其配合,下面举例说明某些配合在实际中的应用,以供参考。
1. 间隙配合的选用基准孔H与相应公差等级的轴a ~ h形成间隙配合,其中H/a组成的配合间隙最大,H/h的配合间隙最小,其最小间隙为零。
(1)H/a ,H/b , H/c 配合这三种配合的间隙很大,不常使用,一般使用在工作条件较差,要求灵活动作的机械上,或用于受力变形大,轴在高温下工作需保证有较大间隙的场合,如起重机吊钩的铰链,带槽的法兰盘,内燃机的排气阀和导管。
(2) H/d , H/e 配合这两种的配合间隙建达,用于要求不高,易于转动的支承。
其中H/d适用于较松的转动配合,如密封盖,滑轮和空转带轮等与轴的配合,也适用于大直径滑动轴承的配合,如球磨机、轧钢机等重型机械的滑动轴承,适用于IT7 ~ 11级,例如滑轮和轴的配合。
H/e适用于要求有明显间隙,易于转动的支承配合,如大跨度支承、多支点支承等配合。
高等级的也适用于大的高速、重载的支承,如蜗轮发电机、大电动机的支承以及凸轮轴支承等。
(3)H/f 配合这个配合的间隙多用于IT7~9级的一般转动配合,如齿轮箱、小电动机、泵等的转轴及滑动支承的配合。
(4)H/g配合此种配合间隙很小,除了轻负荷的精密机构外,一般不用作转动配合,多用于IT5 ~ 7级,适合于作往复摆动和滑动的精密配合。
有时也用于插销等定位配合,如精密连杆轴承、活塞及滑阀,以及精密机床的主轴于轴承分度头轴颈与轴的配合等。
(5)H/ h配合这个配合的最小间隙为零,用于IT4~11级,适用于无相对转动而有定心和导向要求的定位配合,若无温度、变形影响,也适用于滑动配合。
推荐配合H6/ h5,H8/ h7,H9/ h9,H11/ h11 ,如车床尾座顶尖套筒与尾座的配合。
2. 过渡配合的选用基准孔H与相应的公差等级轴的基本偏差代号j~n,形成过渡配合,(n与高精度的H孔形成过盈配合)。
(1)H/jH/ js 配合这两种过渡配合获得间隙配合的机会较多,多用于IT4~7级,适用于要求间隙比h小,并允许略有过盈的定位配合,如联轴节,齿圈与钢制轮毂以及滚动轴承与箱体的配合等.(2)H/ k 配合此种配合获得的平均间隙接近于零,定心较好,装备后,零件受到的接触应力较小,能够拆卸,适用于IT4~7级,如刚性联轴器配合。
《互换性与技术测量》习题集(1)
附二《互换性与技术测量》习题集第一章 圆柱公差与配合一.是非题:1.图样标注0021.020-φ的轴,加工得愈靠近基本尺寸就愈精确(×)2.实际尺寸是客观存在的尺寸,且没有测量误差(×)3.给出基本尺寸和公差等级,就可以确定标准公差值(∨)4.025.0040+φ就等于ф40.025(×)5.若已知ф30f7的基本偏差为-0.02mm ,则ф30F7的基本偏差一定是+0.02mm(∨)6.尺寸公差总是正值(∨)7.加工零件的实际尺寸愈靠近基本尺寸,就愈准确(×)8.标准公差的数值与公差等级有关,而与基本偏差无关(∨)9.图样给出的零件尺寸偏差的绝对值愈大,则公差等级愈低(×)10.配合公差的数值愈小,则相互配合的孔、轴公差等级愈高(∨)11.同一基本尺寸分段中,对不同的公差等级,尺寸公差值的大小不同,是由于公差单位不同所致(×)12.孔、轴配合的最大过盈为-60μm ,配合公差为40μm ,可以分析判断该配合属于过盈配合(∨)13.作用尺寸是由局部实际尺寸和形位误差综合形成的理想尺寸。
对一批零件来说,若已知给定的尺寸公差值和形位公差值,则可以分析计算出作用尺寸(×)14.基本偏差是两个极限偏差中数值较小的那个极限偏差。
(T )15.(自拟)基本偏差是两个极限偏差中绝对值较小的那个极限偏差。
(T)16.优先选用基孔制是因为孔难加工,故先按孔公差带加工孔,后按轴公差带加工轴。
(F)17.过渡配合是可能为间隙配合或可能为过盈配合的一种配合。
(F)18.电动机为标准设备,故传动件(或联轴器)与电动机轴的配合按基轴制。
(F)19.单键为标准件,故与单键配合的轴槽和轮毂槽按基轴制加工。
(T )20.矩形花键配合采用基孔配合。
(T)21.孔的实际尺寸小于轴的实际尺寸,它们装配时产生过盈,称为过盈配合。
(F)22.为满足互换性要求,设计规定的公差值越小越好。
公差配合讲义

+ 0 -
a
基本偏差系列
基本尺寸
es
+ 0 -
za js y z j u v x fg g h r s t n p ef f k m d e c cd b 轴
zb
zc
ei
三பைடு நூலகம்配合
1、配合: 指基本尺寸相 同的,相互结 合的孔和轴公 差带之间的关 系.
孔
EI ES
零线
Dmin
es ei
轴
D(d)
根据其公带位置不同,可分为三种类型:间 隙配合、过盈配合和过渡配合。 轴
• 从工艺上看:对某一具体零件,公差大小反 映加工的难易程度,即加工精度的高低,它 是制定加工工艺的主要依据,而极限偏差则 是调整机床决定切削工具与工件相对位置的 依据。 两者联系: • 公差是上、下偏差之代数差的绝对值,所以 确定了两极限偏差也就确定了公差。
3、尺寸公差带:公差带图中,由代表上、 下偏差的两条直线所限定的一个区域叫做尺寸 公差带(简称公差带)。 4、零线:公差带图中,
2、规定
四个公差等级:
F(精密级)、m(中等级)、c(粗糙级)、 v(最粗级) 在零件图或技术文件中标注时,表示为: GB1804-c
七、 公差与配合的选用
1、基准制的确定
确定基准制,应从结构、工艺和成本几方面 综合分析考虑。 1).一般情况下,优先选用基孔制。 理由:加工孔比加工轴困难,而且所用的刀 具、量具尺寸规格也多些。 2). 特殊情况时(如受原材料、标准件和结构 限制等),选择基轴制。
IT01、IT0、IT1、IT2、…、IT18
公差等级依次降低
2、基本偏差系列
确定公差带位置的基本偏差,一般是靠近 零线的那个偏差。 特殊情况:
《互换性与技术测量》习题集(1)

附二《互换性与技术测量》习题集第一章 圆柱公差与配合一.是非题:1.图样标注0021.020-φ的轴,加工得愈靠近基本尺寸就愈精确(F )2.实际尺寸是客观存在的尺寸,且没有测量误差(F )3.给出基本尺寸和公差等级,就可以确定标准公差值(T )4.025.0040+φ就等于ф40.025(F )5.若已知ф30f7的基本偏差为-0.02mm ,则ф30F7的基本偏差一定是+0.02mm(T)6.尺寸公差总是正值(T)7.加工零件的实际尺寸愈靠近基本尺寸,就愈准确(F )8.标准公差的数值与公差等级有关,而与基本偏差无关(T ) 9.图样给出的零件尺寸偏差的绝对值愈大,则公差等级愈低(F ) 10.配合公差的数值愈小,则相互配合的孔、轴公差等级愈高(T )11.同一基本尺寸分段中,对不同的公差等级,尺寸公差值的大小不同,是由于公差单位不同所致(F )12.孔、轴配合的最大过盈为-60μm ,配合公差为40μm ,可以分析判断该配合属于过盈配合(T )13.作用尺寸是由局部实际尺寸和形位误差综合形成的理想尺寸。
对一批零件来说,若已知给定的尺寸公差值和形位公差值,则可以分析计算出作用尺寸(F ) 14.基本偏差是两个极限偏差中数值较小的那个极限偏差。
( T ) 15.(自拟)基本偏差是两个极限偏差中绝对值较小的那个极限偏差。
(T ) 16.优先选用基孔制是因为孔难加工,故先按孔公差带加工孔,后按轴公差带加工轴。
(F ) 17.过渡配合是可能为间隙配合或可能为过盈配合的一种配合。
( F )18.电动机为标准设备,故传动件(或联轴器)与电动机轴的配合按基轴制。
(F ) 19.单键为标准件,故与单键配合的轴槽和轮毂槽按基轴制加工。
( T ) 20.矩形花键配合采用基孔配合。
(T )21.孔的实际尺寸小于轴的实际尺寸,它们装配时产生过盈,称为过盈配合。
(F ) 22.为满足互换性要求,设计规定的公差值越小越好。
1.3公差带与配合的选用

三、配合的选择
(2)结合件间无相对运动 结合件间靠过盈来保证传递较大转矩或 轴向力时过盈应大;如果加附加紧固件 而不单纯靠结合面间的过盈,过盈小。
(3)承受载荷的性质
在过盈配合中,承受动载荷要比承受静 载荷的过盈大。
在间隙配合中,承受动载荷要比承受静 载荷的间隙小。
三、配合的选择
ⅴ.考虑各种加工方法可能达到的公差等级
三、配合的选择
基孔制常用与优先配合的选用
三、配合的选择
基轴制常用与优先配合的选用
三、配合的选择
常用
1、类比法
2、计算法 3、实验法
三、配合的选择
1、类比法 了解本机构的工作条件及性能 了解同类机构的设计要求、性能及实践结果 了解标准公差带形成配合的特征
三、配合的选择
H9 d9
D9 h9
三、配合的选择
1 、间隙配合
大间隙配合,用于不重要的配合或高温及工作条件较差处 的配合。 H12/b12
管道法兰连接配 合,外径采用很松
的配合
H12/h12
三、配合的选择
1 、间隙配合 基本偏差D(d)E(e)为较大间隙配合,使用于IT6~IT11 级。图为C616尾架部位,偏心轴815与尾架体802有前后两孔 相配合,为补偿尾架体前后两孔同轴度误差,及便于装配, 采用较松的配合H8/d8。
只用于一般要求的圆柱件配合,机床制 造中轴套外径与孔配合;操纵件与轴; 光学仪器中的一般配合;键槽宽与键宽 的配合;纺织机械中一般配合零件。
适用范围
举
例
IT8
IT9-IT10
IT11-IT13
属于低精度,配合性质粗 糙,只适用于无太大或基 本上无配合要求处。多用 于装配后,可能有较大或 很大间隙的场合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
极限与配合
5. 配合
在机器装配中,将基本尺寸相同的、相互结合的孔和轴公
差带之间的关系,称为配合。
配合种类:
(1) 间隙配合 孔的公差带完全在轴的公差带之上,任取其中一对孔和
轴相配合都成为具有间隙的配合。
孔公差带
孔公差带
最小间隙为零
最大间隙 最小间隙
最大间隙
轴公差带
轴公差带
极限与配合
配合种类:
(2)过盈配合 孔的公差带完全在轴的公差带之下,任取其中一对孔和轴
极限与配合
6. 配合制
基本尺寸
基 孔 制
零线 + 0-
H
配
合
基准孔
基本尺寸
基 轴
零线
0
+ -
制
h
配
合
基准轴
n~zc 过盈配合
N~ZC 过盈配合
Js~p过渡配合
JS~P 过渡配合
a~h 间隙配合
A~H 间隙配合
极限与配合
7. 配合代号(装配图中标注)
由孔和轴的公差带代号组成,写成分数形式,分子为孔 的公差带代号,分母为轴的公差带代号。
相配合都成为具有过盈的配合。
轴公差带
最小过盈为零 轴公差带
最大过盈 最小过盈
最大过盈
孔公差带
孔公差带
极限与配合
配合种类:
(3)过渡配合 孔和轴的公差带相互交叠,任取其中一对孔和轴相配合,
可能具有间隙,也可能具有过盈的配合。
最大过盈
最大间隙
最大过盈 最大间隙 最大过盈 最大间隙
极限与配合
6.配合制
华能济南黄台发电有限公司
刘茂
极限与配合
极限与配合
研究极限与配合的必要性: 在装配机器时,把同样零件中的任一零件,不经挑选
或修配,便可装到机器上,机器就能正常运转;在修配 时,把任一同样规格的零件配换上去,仍能保持机器的 原有性能。这些“在相同零件中,不经挑选或修配就能 装配(或换上)并能保持原有性能的性质”,称为互换 性。
配合代 号
新旧 国国 标标
偏
公称尺
差
名 1~3 >3~
>10~ >18~ >30~ >50~
称 (mm) 6 >6~10 18
30
50
80
寸 (um)
>80~ >120~ >180~ >250~ >315~ >400~
120
180 250 315 400 500
上+ 10 12 15
18
21
25
30
国家标准规定了两种常用基准制: (1)基孔制:基本偏差为一定的孔的公差带,与不同基本 偏差的轴的公差带构成各种配合的一种制度称为基孔制。基 孔制的孔称为基准孔,其基本偏差代号为“H”,国家标准 规定基准孔的下偏差为零。
(2)基轴制:基本偏差为一定的轴的公差带,与不同基本 偏差的孔的公差带构成各种配合的一种制度称为基轴制。 基轴制的轴称为基准轴,其基本偏差代号为“h”,国家标 准规定基准轴的上偏差为零。
零件图上标注公差有三种形式:
(1)标注公差带代号 这种标注法和采用专用量
具检验零件统一起来,适应 大批量生产的需要,不需标 注偏差数值。
极限与配合
H7
(2) 标注偏差数值 这种注法主要用于小量或
单件生产,以便加工和检验时 减少辅助时间。
g6
极限与配合
(3) 标注公差带代号和偏差 数值
在生产批量不明时,可 将偏差数值和公差带代号同 时标注。
极限与配合
(2) 基本偏差
孔
国标规定孔、轴分别有
28个基本偏差。
当公差带在零线的上 方时,基本偏差为下偏差; 反之则为上偏差。
轴
极限与配合
(3)公差带代号 由基本偏差代号与标准公差等级代号组成。
孔的公差带代号
φ50 H 8
公差等级代号(大小要素) 基本偏差代号(位置要素) 基本尺寸
极限与配合
4.尺寸公差带的标注方法
Φ35H7/s6
Φ10F8/h7
基孔制配合
基轴制配合
8、我们常用的配合:
序号
零部件名称
配合代号
新国标
旧国标
1
定子与端盖配合中的端盖止口内径或外径 定子与端盖配合中的定子止口外径或内径
H7 或 h6 h6 或 H7
D或d 端盖与轴承套配合中的端盖内孔
js6
gd
(5)尺寸公差:允许尺寸的变动量。 尺寸公差=最大极限尺寸-最小极限尺寸=上偏差-下偏差
极限与配合
尺寸公差的有关术语:
最大极限尺寸 最小极限尺寸
公差
上偏差ES
下偏差EI
孔
轴
最小极限尺寸 最大极限尺寸 基本尺寸
上偏差es 下偏差ei
公差
孔
轴
极限与配合
尺寸公差的有关术语:
以轴为例计算各参数: 基本尺寸:φ32 最大极限尺寸:32.050 最小极限尺寸:32.034 上偏差:+0.050 下偏差:+0.034 公差:0.016
极限与配合
键的截图
极限与配合
转子轴头截图
极限与配合
键槽截图
极限与配合
例子: #8炉磨煤机电机负侧轴颈为150mm,与轴承配
合的轴颈我们选择m6的配合,即轴颈尺寸为: Φ150m6,其尺寸范围应为 (150+0.015)至(150+0.040)之间。
如果我们测出的数据不在此范围内,即可认为 轴颈尺寸不合格,需作处理。
8
9.5
11
12.5 14.5 16
18
20
上- 20 30 40
50
65
80 100 120
145 170 190 210 230
d11 dc6
下- 80 105 130 160 195 240 290
340
395 460 510 570 630
上+ 25 30 36
43
52
62
74
H9
下- 0 0
极限与配合
1.尺寸公差的有关术语:
(1)基本尺寸:根据零件设计要求所确定的尺寸。 (2)实际尺寸:通过测量得到的尺寸。 (3)极限尺寸:允许尺寸变动的两个界限值(最大、最小)。 (4)尺寸偏差(简称偏差):某一尺寸减其基本尺寸所得的代数值。
尺寸偏差有: 上偏差=最大极限尺寸-基本尺寸 下偏差=最小极限尺寸-基本尺寸
H7
D
3
联轴器与轴配合中的轴外径 联轴器与轴配合中的联轴器内孔
规程 k6,常用 j6 gc
K7
Gc
4 没有轴承套的端盖内孔
H7
D
5 轴承套内孔
J6
Gd1
6 装轴承的轴
规程 js6,常用 m6 Gd
7 轴承套与轴承盖配合中的轴承盖止口外径
d11
dc6
8 键槽的宽
H9
9 键的宽
h9
10 键的高
h11
需掌握的知识: 1、常用的配合。 2、会查公差配合表。
0
0
0
0
0
87
100 115 130 140 155
0
0
0
0
0
0
上+ 0 0
0
0
0
0
0
h9
下- 25 30 36
43
52
62
74
0
0
0
0
0
0
87
100 115 130 140 155
上+ 0 0
0
0
0
0
0
0
0
0
0
0
0
h11
下- 60 75 90
110 130 160 190
220
250 290 320 360 400
35
40
46
52
57
63
H7 D
下- 0 0
0
0
0
0
0
0
0
0
0
0
0
上+ 0 3
5
6
6
7
9
10
12
13
16
17
18
常
K7 Gc 下- 10 9
10
12
15
18
21
25
28
33
36
40
45
用
上+ 2 5
5
6
8
10
13
16
18
22
25
29
33
公
J6 Gd1 下- 4 3
4
5
5
6
6
6
7
7
7
7
7
差 表
上+ 0 0 h6 D
0
0
0
0
0
0
0
0
0
0
0
下- 6 8
9
11
13
16
19
22
25
29
32
36
40
上+ 6 9 10
12
15
18
21
25
28
33
36
40
45
k6 gc
下- 0 1
1
1
2
2
2
3
3
4
4
4
5
上+ 3 4 4.5 5.5 6.5
8
9.5
11
12.5 14.5 16
18
20
js6 gd
下- 3 4 4.5 5.5 6.5
18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9