关键工序自检记录(通用版)
工程自检记录

工程自检记录工程名称:XXXX日期:XXXX自检人员:XXXX一、自检概述本次工程自检旨在确保工程质量符合要求,杜绝安全隐患,保障施工进度和质量,提高工程效率。
自检覆盖范围包括但不限于以下几个方面:1. 工程施工进度2. 材料选用和质量检验3. 施工过程中的技术要求4. 安全措施和风险评估5. 工程符合相关规范二、自检内容与结果1. 工程施工进度根据工程计划,自检人员对各个任务节点进行了实地验证,并与实际进度进行对比。
结果显示,目前工程进度整体符合预期,并未出现明显延迟,当前工程进展顺利。
2. 材料选用和质量检验对工程所使用的主要材料进行了抽查和检验,包括但不限于混凝土、钢材、油漆等。
材料的选用符合相关规定,经过检验的样品均满足质量要求,无质量问题。
3. 施工过程中的技术要求自检人员对施工现场的工作人员进行了技术指导和检查,确保施工过程中的技术要求得到满足。
现场工作人员配合良好,各项工艺操作规范,没有发现技术差错或疏漏。
4. 安全措施和风险评估安全是工程建设的首要任务,自检人员对工程现场的安全措施进行了检查,包括施工围栏、警示标识、消防设施等。
同时,针对工程可能存在的安全风险进行了评估,并提出相应的风险控制措施。
目前工程现场安全措施完善,风险得到有效控制。
5. 工程符合相关规范工程自检人员对工程质量进行了全面检查,确保工程符合相关规范要求。
对工程结构、焊接缺陷、防水、排水等进行了细致检查,未发现工程质量问题。
这为后续验收和交付提供了良好的基础。
三、存在问题及改进措施经过自检,发现目前工程存在几个问题,为确保工程质量和进度,将采取以下改进措施:1. 对工程施工进度进行更详细的跟踪和监控,及时发现并解决延迟问题。
2. 加强对材料的验收,确保所有材料符合相关标准,杜绝次品材料进入工程。
3. 继续加强施工人员的技术培训和现场指导,确保施工工艺操作规范。
4. 持续关注工程现场的安全状况,加大力度推行安全教育和培训,加强安全意识。
关键工序 吊笼 检验记录

4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:S130038
名称:吊笼
材料批号:K13-04
生产日期:
图号:SSD100-48
操作工:06,08,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
17、笼身喷涂黄漆,笼底喷涂黑漆。
18、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
3、笼身喷涂黄漆,笼底喷涂黑漆。
4、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:S130033
名称:吊笼
材料批号:K13-04
生产日期:
图号:SSD100-48
操作工:11,12,13
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
关键工序检查记录表

附件02
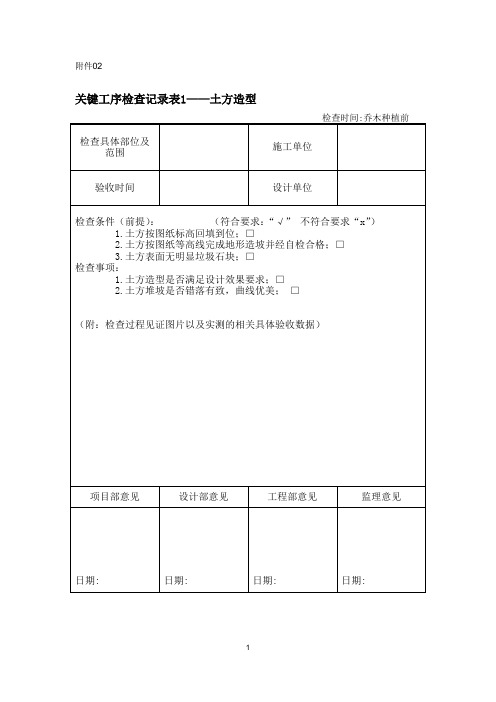
关键工序检查记录表1 土方造型
检查时间:乔木种植前
关键工序检查记录表2——铺装实体样板
检查时间:大面施工前
关键工序检查记录表3——软景配置
检查时间:大面施工前
关键工序检查记录表4——室外管线综合
检查时间:室外管网大面施工前;
关键工序检查记录表园路及水景基础
检查时间:面层施工前
关键工序检查记录表6 雕塑制作过程评审记录表
填表日期:
注:根据现场搭模及评审意见汇总,项目景观管理人员应填写此表,一式两份,交与资料室存档备查。
签并交与资料室存档备查
关键工序检查记录表
雕塑安装施工过程管理记录表
7
填表日期: 注:本表由景观工程管理人员在雕塑安装完毕后填写,经多方确认复核,交项目公司资料室存档备查。
施工单位自检记录
施工单位自检记录施工单位:XXXXXX施工项目:XXXXXXXX日期:XXXX年XX月XX日1. 自检概述在施工过程中,为了确保工程质量、保障工作安全,我们施工单位进行了自检工作。
本次自检旨在发现施工中存在的问题,并及时采取措施进行整改,确保工程进展顺利。
自检范围包括但不限于材料及设备质量、施工工艺、施工环境等。
2. 自检内容(1)材料及设备质量的自检- 检查材料供应商资质,确保供应商符合相关标准要求;- 确认材料的出厂合格证明齐全,并进行与实际情况的核对;- 对材料进行抽样检测,确保其质量符合工程要求;- 对设备进行巡检,确保设备正常工作。
(2)施工工艺的自检- 核对施工图纸和设计要求,确保施工过程符合设计要求;- 检查施工工艺流程,确保施工按照规范进行;- 对施工工艺进行测量和监控,确保施工尺寸和质量符合要求;- 对施工现场进行巡视,发现问题及时整改。
(3)施工环境的自检- 检查施工现场的环境卫生情况,保持施工区域清洁;- 检查施工现场的安全设施,确保工人和设备的安全;- 检查施工现场的通风、照明等环境因素,保障工作效率和工作质量。
3. 自检结果与整改措施根据自检情况,我们发现以下问题,并立即采取相应的整改措施:(1)问题一:材料供应商部分资质证书缺失。
整改措施:要求供应商补齐相关资质证书,否则停止使用其供应材料。
(2)问题二:施工图纸与设计要求不一致。
整改措施:重新核对施工图纸,确保施工按照设计要求进行。
(3)问题三:施工现场存在杂物堆放。
整改措施:组织工人清理施工现场,保持工作环境整洁。
我们将继续进行自检工作,并按照整改措施要求进行工程进展的管理和控制,确保工程质量和工作安全。
4. 自检总结自检是施工单位的基本职责,通过自检工作可以及时发现问题、快速解决,提高工程质量和工作效率。
我们将持续改进自检工作,确保施工过程的规范性和合法性,打造优质工程。
完成人员:(签字)日期:XXXX年XX月XX日。
关键工序检查记录表
附件02
关键工序检查记录表1——土方造型
关键工序检查记录表2——铺装实体样板
关键工序检查记录表3——软景配置
关键工序检查记录表 4——室外管线综合
检查时间:室外管网大面施工前;
关键工序检查记录表5——园路及水景基础
关键工序检查记录表6——雕塑制作过程评审记录表
注:根据现场搭模及评审意见汇总,项目景观管理人员应填写此表,一式两份,交与资料室存档备查。
签并交与资料室存档备查
关键工序检查记录表7——雕塑安装施工过程管理记录表
注:本表由景观工程管理人员在雕塑安装完毕后填写,经多方确认复核,交项目公司资料室存档备查。
施工单位自检记录

施工单位自检记录施工单位:XXXXXXXXX日期:XXXX年XX月XX日项目名称:XXXXXXXXX工程地点:XXXXXXXXX自检记录编号:XXXX-XXX1. 自检目的:自检是为了确保工程施工过程中的质量控制,以及及时发现和纠正施工中存在的问题和缺陷。
本次自检旨在全面了解施工单位在施工过程中的工作情况,确保施工质量达到标准要求。
2. 自检内容:2.1 材料自检2.1.1 施工单位对所使用的各类建筑材料进行了核对,并确保其与工程设计要求相符。
2.1.2 检查各类建筑材料的质量合格证明文件,确保其符合国家强制性产品认证要求。
2.1.3 检查建筑材料的进货日期,避免使用已过期材料。
2.1.4 检查建筑材料的数量和规格型号,确保与工程设计要求相符。
2.2 施工设备自检2.2.1 检查施工设备的运转情况,确保其能够正常工作,并及时进行维护和保养。
2.2.2 检查施工设备的安全防护措施是否到位,以免对工人和工地周围环境造成伤害。
2.2.3 检查施工设备的操作人员是否具备相应的资质,并严格按照操作规程进行操作。
2.3 施工工序自检2.3.1 检查施工工序是否按照施工方案和工程设计要求进行,确保施工质量。
2.3.2 检查施工材料的使用量和施工工序的施工进度,确保施工进度符合计划。
2.3.3 检查施工现场是否存在安全隐患,并及时采取措施进行整改和处理。
3. 自检结果:3.1 材料自检结果3.1.1 所使用的建筑材料与工程设计要求相符。
3.1.2 建筑材料的质量合格证明文件齐全,符合国家强制性产品认证要求。
3.1.3 建筑材料的进货日期符合要求,未使用过期材料。
3.1.4 建筑材料的数量和规格型号与工程设计要求相符。
3.2 施工设备自检结果3.2.1 施工设备能够正常运转,并进行了及时的维护和保养。
3.2.2 施工设备的安全防护措施到位,无危险隐患。
3.2.3 施工设备的操作人员具备相应的资质,并按照操作规程进行操作。
关键工序检验记录1
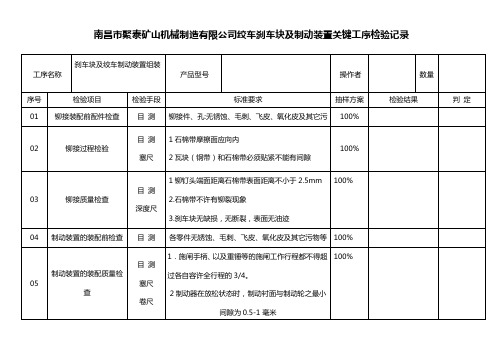
南昌市聚泰矿山机械制造有限公司绞车刹车块及制动装置关键工序检验记录工序名称刹车块及绞车制动装置组装产品型号操作者数量序号检验项目检验手段标准要求抽样方案检验结果判定01 铆接装配前配件检查目测铆接件、孔:无锈蚀、毛刺、飞皮、氧化皮及其它污物等,铆钉材质为铜100%02 铆接过程检验目测塞尺1石棉带摩擦面应向内2瓦块(钢带)和石棉带必须贴紧不能有间隙100%03 铆接质量检查目测深度尺1铆钉头端面距离石棉带表面距离不小于2.5mm2.石棉带不许有铆裂现象3.刹车块无缺损,无断裂,表面无油迹100%04 制动装置的装配前检查目测各零件无锈蚀、毛刺、飞皮、氧化皮及其它污物等100%05 制动装置的装配质量检查目测塞尺卷尺1.施闸手柄、以及重锤等的施闸工作行程都不得超过各自容许全行程的3/4。
2制动器在放松状态时,制动衬面与制动轮之最小间隙为0.5-1毫米3制动摩擦表面不许留有油迹,闸瓦与闸轮的接触良好摩擦接触面积不小于总摩擦面积的70%100%检验检验结论: 本工序合格□不合格□南昌市聚泰矿山机械制造有限公司JTP型矿用提升绞车主轴装置组装关键工序检验记录工序名称JTP型矿用提升绞车主轴装置组装产品型号操作者数量序号检验项目检验手段标准要求抽样方案检验结果判定01 装配前配件检查目测1、主轴、制动盘、卷筒等加工件必须有明显的合格标识,轴承必须有合格证和验收单,主轴必须要有探伤报告2、卷筒在装配前应刷防锈底漆并且必须干透3、主轴的配合面和制动盘的摩擦面不能有锈蚀及碰伤100%5其余02 装配过程检验目测塞尺游标卡尺1.切向键工作表面的接触面积不少于70%2.卷筒制动盘不能着地,起吊钢丝绳不能挤压卷筒制动盘3.卷筒与与卷筒盘、卷筒制动盘必须贴合紧密无间隙4.木衬板应贴合紧密无间隙5.轴承腔内应加入适量的润滑油6.装配时,不许使用产品图样或技术文件中未规定的补偿件和垫片100%03 装配质量检查百分表检测闸轮的圆跳动应不大于0.1mm,制动盘轮缘的端面跳动量应不大于0.2mm100%检验检验结论: 本工序合格□不合格□。
工序自检记录范文

工序自检记录范文一、工序自检的目的和意义工序自检是指职工在工作中按照工序要求,对所负责的工序进行自我检查和验证的过程,其目的是保证产品质量,避免不合格品流入下道工序或市场。
通过自检能够及时发现问题,及时修复,保证产品质量,提高生产效率,提升企业竞争力。
二、工序自检的内容和步骤工序自检主要包括以下内容和步骤:1.确定自检内容:根据工序要求和产品质量标准,确定需要自检的项目和指标。
2.设定自检标准:根据产品质量标准和企业要求,制定自检的合格标准。
3.工具准备:准备好需要使用的自检工具,如测量仪器、检验模具等。
4.进行自检:按照规定的自检内容和标准,对所负责的工序进行自检,记录检查结果。
5.处理不合格品:如发现有不合格品,及时停止生产,找出问题原因,修复后方可继续生产。
6.记录自检结果:将自检的结果记录下来,包括检查项目、检查时间、合格与否等信息。
三、工序自检的重要性和优点工序自检具有重要的意义和优点:1.务必防止次品流入下道工序或市场:通过自检能够及时发现和处理不合格品,避免不合格品流入下道工序或市场,保证产品的良好品质。
2.提高生产效率:自检能够及时发现问题,及时修复,避免因不合格品导致的重复工作,提高生产效率。
3.保证产品质量:通过自检能够及时发现工序中的问题和隐患,并及时采取有效措施进行修复,确保产品质量达到标准要求。
4.提升职工技能和责任心:工序自检要求职工具备一定的专业知识和技能,通过自检能够提高职工的技能水平和责任心。
5.提高企业竞争力:自检能够保证产品质量,提高生产效率,提升职工技能,从而使企业具有更高的竞争力。
四、工序自检存在的问题和改进措施在实际工作中,工序自检存在以下问题:1.自检不及时:有些职工对工序自检的重要性和意义意识不够,导致工序自检不及时。
改进措施:加强自检意识培训,提醒职工及时进行自检。
2.自检标准不明确:有些职工对自检标准不清楚,导致自检结果的准确性受到影响。
改进措施:制定明确的自检标准,并加强培训,确保职工理解和掌握。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1234
M8:20-30N.m M10:35-45N.m
转动顺畅
M12:50-60N.m M14:90-100N.m
M16:110-130N.m
3
前叉安装前叉转动灵活性转动灵活、无干涉且无松动现象手感4油箱组装油箱总成的密封性油箱内部通入压力为0.02~0.03Mpa 的空气时无漏气现象
目测
转动顺畅
M12:50-60N.m
M14:90-100N.m
M8:20-30N.m
M10:35-45N.m
M8:20-30N.m
M10:35-45N.m
M12:50-60N.m
M14:90-100N.m
扭力扳手5紧固力值检查链轮安装6扭力扳手手感扭力扳手手感扭力扳手检验标准检验结果备注检验频率检验方法广州峰光实业有限公司
GUANGZHOU FONKWANG INDUSTRIAL CO.,LTD.
关键工序自检记录
车型 制造部 班(组) 生产日期 年 月 日
序号检验项目减震器安装72后轮的安装工序名称前轮转动灵活及紧固扭力值检查前轮安装后轮转动灵活性及紧固扭力值检查发动机与车架安装 版次:1.4
紧固扭力值检查1%备注: ①将所检验车型的结果填写在对应的表格内,无对应的项目以划“/”表示;
②根据规定的时间由相关工序所在的班组长进行自检,发现异常立即纠正,并及时向部门主管汇报。
1扭力扳手紧固扭力值检查。