机器人示教器操作说明(DOC)
01 机器人示教盒按键及画面说明
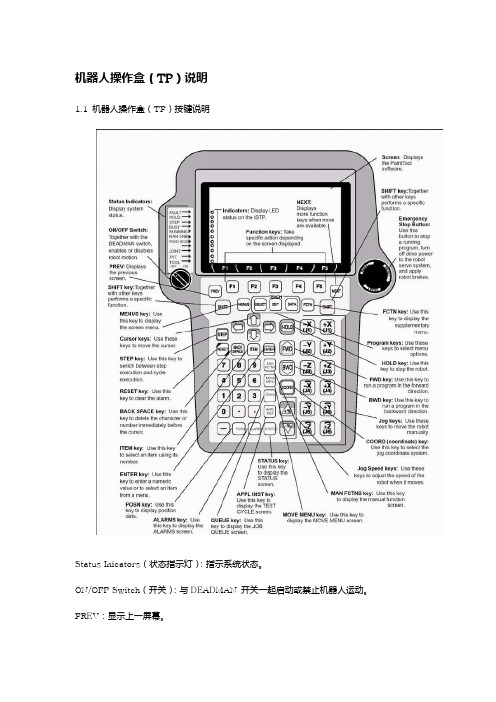
机器人操作盒(TP)说明1.1 机器人操作盒(TP)按键说明Status Inicators(状态指示灯):指示系统状态。
ON/OFF Switch(开关):与DEADMAN 开关一起启动或禁止机器人运动。
PREV:显示上一屏幕。
SHIFT key(键):与其它键一起执行特定功能。
MENUS key(键):使用该键显示屏幕菜单。
Cursor keys(光标键):使用这些键移动光标。
STEP key(键):使用这个键在单步执行和循环执行之间切换。
RESET key(键):使用这个键清除告警。
BACK SPACE key(键)::使用这个键清楚光标之前的字符或者数字。
ITEM key(键):使用这个键选择它所代表的项。
ENTER key(键):使用该键输入数值或从菜单选择某个项。
POSN key(键):使用该键显示位置数据。
ALARMS key(键):使用该键显示告警屏幕。
QUEUE key(键):使用该键显示任务队列屏幕。
APPL INST key(键):使用该键显示测试循环屏幕。
SATUS key(键):使用该键显示状态屏幕。
MOVE MENU key(键):使用该键来显示运动菜单屏幕。
MAN FCTNS key(键):使用该键来显示手动功能屏幕。
Jog Speed keys(键):使用这些键来调节机器人的手动操作速度。
COORD key(坐标系键):使用该键来选择手动操作坐标系。
Jog keys(键):使用这些键来手动手动操作机器人。
BWD key(键):使用该键从后向前地运行程序。
FWD key(键):使用该键从前至后地运行程序。
HOLD key(键):使用该键停止机器人。
Program keys(程序键):使用这些键选择菜单项。
FCTN key(键):使用该键显示附加菜单。
Emergency Stop Button(紧急停止按钮):使用该键停止正在运行的程序,关闭机器人伺服系统的驱动电源,并对机器人实施制动。
otc操作说明

开启自动操作1. 首先将示教器的旋钮选着到自动位置,如下图:2. 再将控制盒的钥匙选择到再生位置(自动位置),如下图:3. 按一下【运行准备】按钮,如下图所示:4、自动运行前的检查必须检查示教器是否在允许起弧状态!一定要将状态切换至【焊接ON】(触屏点击几次即可)5. 夹具上件完成后,按一下夹具操作按钮侧面的【启动按钮】,机器人既可以自动运行。
注:按那一台夹具的启动按钮,机器人就启动那一台夹具的焊接程序。
如果两台夹具的启动按钮都按下,机器人会依次运行完第一个,再运行下一个。
焊接位置修改操作1. 首先选着程序【动作可能】+【程序/步骤】弹出对话框,输入程序号。
操作者面对的右手边夹具的程序号为1,左手边为22.运行程序,先按键【连续】,用连续模式,运行机器人至要修改的位置,再按键【连续】,将连续模式去掉,用单步运行模式,运行至焊接起弧点或是收弧点进行修改。
注:运行程序位置一定要屏幕上显示由蓝色显示成黄色为止,机器人运行位置到位,再进行修改。
1. 图中红圈1为向前运行程序2. 图中红圈2为向后运行程序3. 图中红圈3为运行程序时,连续与单步运行的切换(连续运行程序,按住【前进检查】或【后退检查】键不动,机器人会连续不停顿运行程序;不连续运行程序,按住【前进检查】或【后退检查】键不动,机器人会每运行完一步,机器人都会停下来;当松开再次按下时,机器人会再运行一步,再停下。
)注:运行机器人程序,必须按住示教器后面的使能键注:需要修改的位置一般都是蓝色字体的前一步,即起弧点和收弧点AS[w1,001,00,250A,27.0V,40cm/m,DC→]为起弧指令,前面一步为起弧位置;AE[w1,001,220A,18.0V, 1.8S,0.0S,DC→]为收弧指令,前面一步为收弧位置;3.修改位置图中X—和X +、Y—和Y +、Z—和Z +、RX—和RX +、RY—和RY +、RZ—和RZ +、均为修改位置的按钮。
发那科机器人示教器介绍
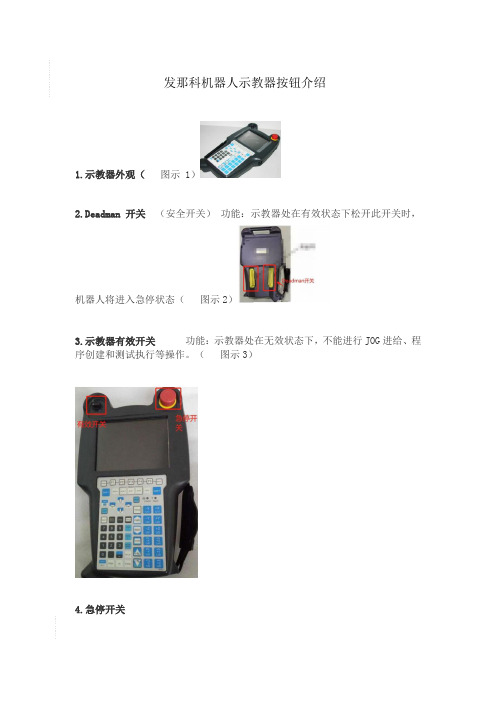
发那科机器人示教器按钮介绍1.示教器外观(图示 1)2.Deadman开关(安全开关)功能:示教器处在有效状态下松开此开关时,机器人将进入急停状态(图示2)3.示教器有效开关功能:示教器处在无效状态下,不能进行JOG进给、程序创建和测试执行等操作。
(图示3)4.急停开关方法/步骤2.按键的功能说明1.示教器键盘外观(图示1)2.功能(F)键功能:用来选择液晶画面最下行的功能键菜单。
NEXT:翻页键,将功能键菜单切换到下一页PREV:返回键,用于使显示返回到紧之前进行的状态。
根据操作,有的情况下不会返回到紧之前的状态显示(图示2)3.MENU:(画面选择)键,按下,显示出画面菜单。
FCTN :(辅助)键用来显示辅助菜单。
ELECT:(一览)键用来显示程序一览画面。
EDIT: (编辑)键用来显示程序编辑画面。
DATA: (数据)键用来显示寄存器等数据画面。
POSN:(位置显示)键用来显示当前位置画面。
DISP: 单独按下的情况下,移动操作对象画面。
在与SHIFT键同时按下的情况下,分割画面(1个画面、2个画面、3个画面、状态/1个DIAG: 单独按下的情况下,移动到提示画面。
在于SHIFT键同时按下的情况下,移动到报警界面(图示3).. .1.GROUP:单独按下时,按照G1→G1S→G2→G2S…的顺序,依次切换组、副组。
按住GROUP(组切换)键的同时,按住希望变更的组号码的数字键,即可变更为该组。
.HANDLING TOOL:搬运工具)用示教器上的应用专用按键。
应用专用按键根据应用而有所不同(图示1).2. SHIFT:键与其他键同时按下时,可以进行点动进给、位置数据的示教、程序的启动。
左右的SHIFT键功能相同.COORD: (手动进给坐标系)键,用来切换手动进给坐标系。
依次进行如下切换;“关节”→“手动”→“世界”→“工具”一“用户”→“关节”。
当同时按下此键与SHIFT键时,出现用来进行坐标系切换的点动菜单。
机器人示教器操作说明

机器人示教器操作说明一、设备介绍1.示教器主机:包含了控制系统和人机交互界面。
2.示教器手柄:用于手动控制机器人的运动,包含各种按钮和摇杆。
3.示教器屏幕:显示机器人的实时状态和控制界面。
4.示教器连接线:将示教器主机和机器人连接起来,传输指令和信号。
二、基本操作流程1.连接机器人:将机器人示教器主机与机器人的控制系统连接起来,确保电源连接正常。
2.打开示教器:按下示教器主机的电源按钮,示教器屏幕将显示系统启动画面。
3.选择模式:根据需要选择手动示教、自动示教或编程模式。
三、手动示教模式手动示教模式可以通过示教器手柄来手动控制机器人的运动,适用于简单的、实时的操作任务。
1.进入手动示教模式:在示教器主机上选择手动示教模式,示教器屏幕将显示手动控制界面。
2.设定机器人初始位置:将机器人运动到所需位置,按下手柄上的“记忆”按钮,将该位置保存为初始位置。
3.手动控制机器人运动:通过手柄上的按钮和摇杆控制机器人的运动,如前进、后退、左转、右转等。
4.停止示教:按下手柄上的“停止”按钮,机器人将停止运动。
四、自动示教模式自动示教模式可以通过示教器手柄模拟机器人的操作路径,将机器人的运动记录下来以后复现执行。
1.进入自动示教模式:在示教器主机上选择自动示教模式,示教器屏幕将显示自动示教界面。
2.设定机器人初始位置:将机器人运动到所需位置,按下手柄上的“记忆”按钮,将该位置保存为初始位置。
3.录制示教路径:按下手柄上的“记录”按钮,通过手柄模拟机器人的操作路径,机器人会记录下这些动作。
4.复现示教路径:按下手柄上的“执行”按钮,机器人将按照之前记录的示教路径进行执行。
5.停止示教:按下手柄上的“停止”按钮,机器人将停止运动。
五、编程模式编程模式可以通过示教器主机上的编程界面来编写和执行复杂的机器人操作程序。
1.进入编程模式:在示教器主机上选择编程模式,示教器屏幕将显示编程界面。
2.编写程序:使用示教器主机上的编程界面,根据机器人的运动逻辑和任务需求编写操作程序。
KUKA库卡机器人示教器简单操作
KUKA库卡示教器简单操作1:简介1.1 介绍示教器的作用和功能1.2 概述本文档所涉及的示教器简单操作2:准备工作2.1 确保示教器和系统正常运行2.2 了解系统基本操作流程3:示教器界面介绍3.1 示教器界面的主要组件和功能3.2 示教器菜单栏的使用方法3.3 示教器工具栏的常用工具介绍4:示教器操作步骤4.1 连接系统4.2 新建示教程序4.3 示教点位的定义和保存4.4 示教指令的录制和编辑4.5 示教程序的运行和调试5:示教器高级功能5.1 坐标系设置和切换5.2 示教器中的条件和循环语句5.3 示教器中的函数和变量的定义和使用5.4 示教程序的调试和监控6:常见问题解答6.1 如何处理示教器无法连接系统的问题6.2 如何处理示教程序运行出错的情况6.3 如何处理系统故障7:附件附件1: 示教器快速操作指南附件2: 示教器高级功能说明文档注释:- 示教器:指库卡系统中的示教设备,用于编写和编辑操作程序。
- 系统:指库卡系统,包括主控制器、执行器、传感器等。
- 示教点位:指在工作空间中的位置和姿态。
- 示教指令:指示教器中用于控制运动的指令,如移动到指定位置、执行特定动作等。
本文档涉及附件:附件1: 示教器快速操作指南(请参考附件1,以获得更详细的示教器操作指南)附件2: 示教器高级功能说明文档(请参考附件2,以了解更多关于示教器高级功能的详细信息)法律名词及注释:- 示教器:本文档中指的是库卡示教器,是库卡公司的商标。
- 系统:本文档中指的是库卡系统,是库卡公司的注册商标。
- 库卡:指德国库卡公司(KUKA Roboter GmbH),是一家和自动化技术公司。
otc操作说明
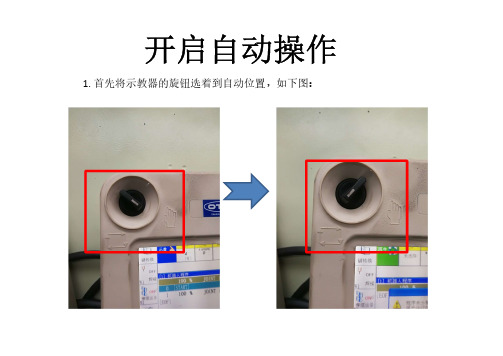
开启自动操作1. 首先将示教器的旋钮选着到自动位置,如下图:2. 再将控制盒的钥匙选择到再生位置(自动位置),如下图:3. 按一下【运行准备】按钮,如下图所示:4、自动运行前的检查必须检查示教器是否在允许起弧状态!一定要将状态切换至【焊接ON】(触屏点击几次即可)5. 夹具上件完成后,按一下夹具操作按钮侧面的【启动按钮】,机器人既可以自动运行。
注:按那一台夹具的启动按钮,机器人就启动那一台夹具的焊接程序。
如果两台夹具的启动按钮都按下,机器人会依次运行完第一个,再运行下一个。
焊接位置修改操作1. 首先选着程序【动作可能】+【程序/步骤】弹出对话框,输入程序号。
操作者面对的右手边夹具的程序号为1,左手边为22.运行程序,先按键【连续】,用连续模式,运行机器人至要修改的位置,再按键【连续】,将连续模式去掉,用单步运行模式,运行至焊接起弧点或是收弧点进行修改。
注:运行程序位置一定要屏幕上显示由蓝色显示成黄色为止,机器人运行位置到位,再进行修改。
1. 图中红圈1为向前运行程序2. 图中红圈2为向后运行程序3. 图中红圈3为运行程序时,连续与单步运行的切换(连续运行程序,按住【前进检查】或【后退检查】键不动,机器人会连续不停顿运行程序;不连续运行程序,按住【前进检查】或【后退检查】键不动,机器人会每运行完一步,机器人都会停下来;当松开再次按下时,机器人会再运行一步,再停下。
)注:运行机器人程序,必须按住示教器后面的使能键注:需要修改的位置一般都是蓝色字体的前一步,即起弧点和收弧点AS[w1,001,00,250A,27.0V,40cm/m,DC→]为起弧指令,前面一步为起弧位置;AE[w1,001,220A,18.0V, 1.8S,0.0S,DC→]为收弧指令,前面一步为收弧位置;3.修改位置图中X—和X +、Y—和Y +、Z—和Z +、RX—和RX +、RY—和RY +、RZ—和RZ +、均为修改位置的按钮。
示教器按键功能.doc
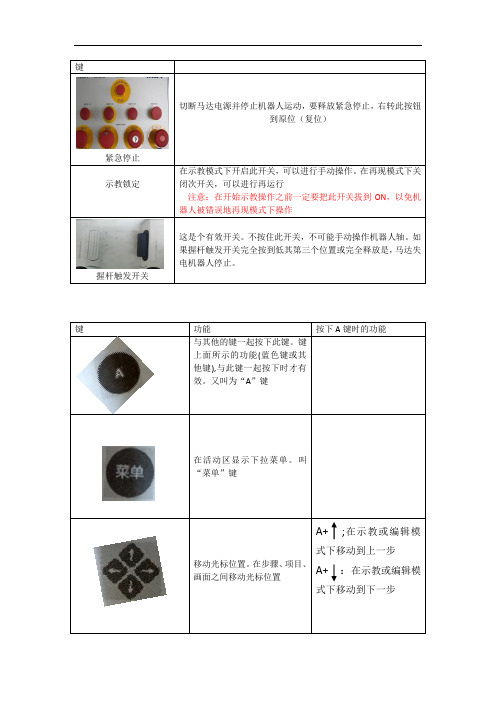
注册输入数据
每按一次,切换活动画面。称为“画面切换”
关闭当前活动监控画面。称为“关闭”
使机器人在hoid(暂停)状态称为“暂停”键
使机器人在运转状态,、。称为“运转”键
“A”+夹紧n+数字(1~8)同时切换夹紧命令信号数据和指定夹紧编号的实际夹紧信号:ON—OFF—ON
运动从JT1到JT7的名轴。称为“轴”
输入“.”
输入“-”
输入“0”
输入“,”
输入“1”
把指定的实际的夹紧强制为ON。称为“ON”键
输入“2”
把指定的实际的夹紧强制为OFF。称为“OFF”键
输入“3”
在辅助0807的[前进后退连续模式=设定为[无效=并检查模式设定为[检查单步=时,进入下一步
在检测模式下退回下一步。。称为“检查后退”键
在辅助0807的[前进后退连续模式=设定为[无效=并检查模式设定为[检查单步=时,退回下一步
设定手动和检查操作的速度。称为“手动速度”键。每按下此键切换速度
如下;1-2-3-4-5-1
在一体化示教中,显示工具命令数据的输入画面。称为“工具”键
显示/隐藏接口画面。按下此键不会其他画面。称为“接口画面切换”键
在一体化示教中,显示CC命令数据的输入画面。称为“CC”键
直接指定KI命令编号。称为“KIn”键
在一体化示教中,显示工具命令数据的输入画面。称为“工件”键
激活程序编辑功能。(选择一体化示教画面以外的画面,例如:AS语言示数,位置示教,程序编辑画面。)称为“I”键
插入在程序中新的步骤。称为“插入”键
删除已注册的程序。称为“删除”键
编辑辅助数据。称为“辅助修正”键
motoman安川机器人示教器编程详解.docx
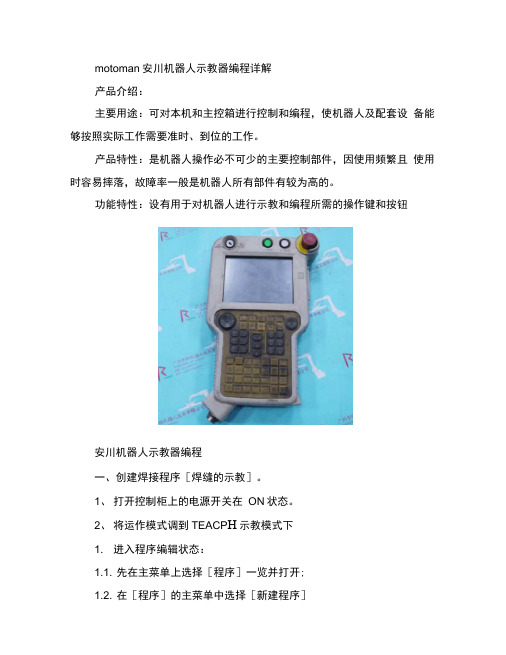
motoman安川机器人示教器编程详解产品介绍:主要用途:可对本机和主控箱进行控制和编程,使机器人及配套设备能够按照实际工作需要准时、到位的工作。
产品特性:是机器人操作必不可少的主要控制部件,因使用频繁且使用时容易摔落,故障率一般是机器人所有部件有较为高的。
功能特性:设有用于对机器人进行示教和编程所需的操作键和按钮安川机器人示教器编程一、创建焊接程序[焊缝的示教]。
1、打开控制柜上的电源开关在ON状态。
2、将运作模式调到TEACP H示教模式下1. 进入程序编辑状态:1.1. 先在主菜单上选择[程序]一览并打开;1.2. 在[程序]的主菜单中选择[新建程序]1.3. 显示新建程序画面后按[选择]键14显示字符画面后输入程序名现以TEST为新建程序名举例说明;1.5. 把光标移到字母T” E” S” T”上按[选择]键选中各个字母;1.6. 按[回车]键进行登录;1.7. 把光标移到执行”上并确认后,程序TEST被登录,并且屏幕画面上显示该程序的初始状态NOPCEO”、O ENDCOO”L1.8. 编辑机器人要走的轨迹(以机器人焊接直线焊缝为例);2. 把机器人移动到离安全位置,周边环境便于作业的位置,输入程序(001);2.1. 握住安全电源开关,接通伺服电源机器人进入可动作状态;2.2. 用轴操作键将机器人移动到开始位置(开始位置电影摄制在安全病史和作业准备位置);2.3. 按[插补方式]键,把插补方式定为关节插补,输入缓冲显示行中显示关节插补命令,?MOVJ^” MOVJ,,VJ=0.78”2.4. 光标放在00000”处,按[选择]键;2.5. 把光标移动到右边的速度VJ=** ”上,按[转换]键+光标上下” 键,设定再现速度,若设定速度为50%寸,则画面显示■ MOUWJ=50%, 也可以把光标移到右边的速度,?VJ=***' 上按[选择]键后,可以直接在画面上输入要设定的速度,然后按[回车]键确认。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.示教操作盘面板介绍示教操作盘是主管应用工具软件与用户之间的接口的操作装置。
示教操作盘经由电缆与控制装置内部的主CPU印刷电路板和机器人控制印刷电路板连接。
示教操作盘在进行如下操作时使用。
●机器人的JOG进给●程序创建●程序的测试执行●操作执行●状态确认示教操作盘由如下构件构成。
●横向40字符、纵向16行的液晶画面显示屏●61个键控开关●示教操作盘有效开关●Deadman开关●急停按钮1.示教操作盘有效开关在盘左上角,如右图所示:其将示教操作盘置于有效状态。
示教操作盘处在无效状态下,不能进行JOG进给、程序创建和测试执行等操作。
2.Deadman开关在盘背面,如右图所示两黄色键:示教操作盘处在有效状态下松开此开关时,机器人将进入急停状态。
3.急停按钮在盘右上角,如右图所示红色键:不管示教操作盘有效开关的状态如何,都会使执行中的程序停止,机器人伺服电源被切断,使得机器人进入急停状态。
示教操作盘的键控开关,由如下开关构成。
●与菜单相关的键控开关●与JOG相关的键控开关●与执行相关的键控开关●与编辑相关的键控开关1.与菜单相关的键控开关:1.)、、、、功能( F )键,用来选择液晶画面最下行的功能键菜单。
2.)翻页键将功能键菜单切换到下一页。
3.)、MENU(画面选择)键,按下,显示出画面菜单。
FCTN(辅助)键用来显示辅助菜单。
4.)、、、、、、、、SELECT(一览)键用来显示程序一览画面。
EDIT(编辑)键用来显示程序编辑画面。
DATA(数据)键用来显示寄存器等数据画面。
OTF键用来显示焊接微调整画面。
STATUS(状态显示)键用来显示状态画面。
I/O(输入/输出)键用来显示I/O画面。
POSN(位置显示)键用来显示当前位置画面。
DISP单独按下的情况下,移动操作对象画面。
在与SHIFT键同时按下的情况下,分割画面(1个画面、2个画面、3个画面、状态/1个画面)。
DIAG/HELP单独按下的情况下,移动到提示画面。
在与SHIFT键同时按下的情况下,移动到报警画面。
2.与JOG相关的键控开关1.)SHIFT键与其他按键同时按下时,可以进行JOG进给、位置数据的示教、程序的启动等特定功能。
左右的SHIFT键功能相同。
2.)、、、、、、、、、、JOG键,与SHIFT键同时按下而使用于JOG进给。
3.)COORD(手动进给坐标系)键,用来切换手动进给坐标系(JOG的种类)。
依次进行如下切换并在画面右上角黄色背景显示:→→→→→→。
当同时按下此键与SHIFT键时,出现用来进行坐标系切换的JOG菜单。
如右图所示:4.)、倍率键用来进行速度倍率的变更。
依次进行如下切换:“VFINE”(微速)→“FINE”(低速)→“1%”→“5%”→“50%”→“100%”(5% 以下时以1%为刻度切换,5%以上时5%为刻度切换)。
3.与执行相关的键控开关1.)、FWD(前进)键、BWD(后退)键(+SHIFT键)用于程序的启动。
FWD 键用来顺向执行程序,BWD键用来逆向执行程序。
程序执行中松开SHIFT键时,程序执行暂停。
2.)HOLD(保持)键,用来中断程序的执行,使机器人暂停。
3.)STEP(步进)键,用于测试运转时的步进运转和连续运转的切换。
4.与编辑相关的键控开关1.)PREV(返回)键,用于使显示返回到紧之前进行的状态。
根据操作,有的情况下不会返回到紧之前的状态显示。
2.)ENTER(输入)键,用于数值的输入和菜单的选择。
3.)BACK SPACE(取消)键,用来删除光标位置之前一个字符或数字。
4.)、、、光标键用来移动光标。
光标,是指可在示教操作盘画面上移动的、反相显示的部分。
该部分成为通过示教操作盘进行操作(数值/内容的输入或者变更)的对象。
(复位)键5.)ITM(项目选择)键,用于输入行编号后移动光标。
5.与应用(焊接)相关的键控开关:(切割时不使用)1.)切换焊接的有效/无效(同时按下SHIFT键时)。
不按SHIFT键就按下此键时,显示测试执行和焊接画面。
2.)手动送丝(与SHIFT键同时按下时)。
3.)手动退丝(与SHIFT键同时按下时)。
5.与数字、符号输入相关的键控开关:(此次省略不述)二.机器人寻点操作1.设定接触传感器I/O信号a.按下键,显示出画面菜单。
移动光标,选择“6 设定”;移动光标,进入“设定 3”菜单;移动光标,选择“2 接触检知I/O”;如下图所示:b.按下,进入右图,设定与寻点相关的数字的输入/输出,以用于寻点器的启动和反馈。
图示检知信号、指令信号编号应与外围设备接口对应。
2.设定接触坐标系a.按下键,显示出画面菜单。
移动光标,选择“6 设定”;移动光标,进入“设定 3”菜单;移动光标,选择“1 接触坐标系”;如下图所示:b.按下,进入右图。
采用JOG方式示教原位置、+X方向、+Y方向。
示教完成机器人停止后按下+ “记录”示教+X方向、+Y方向时,需要移动枪尖300以上。
示教完成后如下图所示:3.设定接触条件a.按下键,显示出画面菜单。
移动光标,选择“0 下个”按下键,移动光标,选择“3 资料”,移动光标,选择“8 接触条件”。
如下图所示:b.按下,进入接触条件资料一览。
如下图所示:c.将光标指向将要设定的接触条件文件编号所在行,按下“细节”,出现下图。
设定详细条件。
d.移动光标,设定“2 基准标签”;(示教寻点程序第一次应用时基准标签置ON,其后应用置OFF。
)e.移动光标,设定“6 搜寻形式”,选择“填角/搭接”;f.移动光标,设定“7 搜寻形式”(寻点功能),选择“1_D移转;g.设定其他参数,如“3 搜寻速度”推荐值为100(范围1-500);“4 搜寻距离”推荐值为100(范围1-2000);“5 接触感应坐标系”与之前设定一致;“9 自动返回”置ON;“10 返回速度”推荐值为100(范围1-1000);“11 返回距离”推荐值为1000(范围1-2000)。
“17 机器人动作群组”将第1项选为1)其余采用默认值。
接触设定条件一览如下图所示:4.编写寻点程序验证寻点功能实例程序如下图所示:有关寻点的指令如下输入:在程序画面,按下,按下“指令”,出现如下画面:移动光标,选择“示教(记录)4”中的“1 接触传感器”,按下出现如右图示:其中:1.搜寻启动;2.搜寻结束;3.接触偏置;4.偏置结束。
单方向寻点的指令输入如下:将光标移动到移动指令语句最后,如右图所示:按下“选择”,出现右图;移动光标,选择“3 Search”,按下进入下图;如右图,选择搜寻的方向,比如X方向。
三.机器人TCP操作1.按下键,显示出画面菜单。
如右图所示:2.移动光标,选择“6 设定”;移动光标,进入“设定1”菜单;移动光标,选择“7 坐标系”;按下,进入工具坐标系一览画面。
工具坐标系一览如右图所示:3.如果当前显示不为工具坐标系,按下“坐标”,画面出现坐标系选择框,如右图所示,选择“1 Tool Frame”,按下,坐标系画面变为工具坐标系一览。
4.将光标指向将要设定的工具坐标系编号所在行,按下“细节”,出现所选的坐标系编号的工具坐标系设定画面。
如右图所示:5.输入注解。
光标停在“注解”处,按下,出现字符输入选择菜单,如右图所示。
一般采用大写字母加数字的形式,如输入“TOOL4”。
代表英文字母大写ABCDEF;代表英文字母大写GHIJKL; 代表英文字母大写MNOPQR;代表英文字母大写STUVWX;代表字符YZ_@*)。
点按F 键一次,各字符依次变换一次。
前一字符输入完毕,右移光标,继续输入下一字符。
6.按下“方法”,如右图所示,移动光标,选择“6点记录”,按下,出现如下图所示画面:待设定的工具坐标系,参照点1、参照点2、参照点3、坐标原点、X 轴方向、Y 轴方向均显示为“未示教”。
部分设定的工具坐标系,如右图所示。
7.记录各参考点a.将光标移动到各参考点。
b.在JOG方式下将机器人工具前端移动到应进行记录的固定物尖端。
以不同的姿势,不同的方向趋近同1点。
+C.枪尖到达所期望的点后,按住的同时,按下“位置记录”将当前值的数据作为参考点输入。
所示教完的参考点,显示“设定完成”。
d.对所有参考点都进行示教后,显示“新的位置已经计算完成”。
刀具坐标系即被设定。
如右图所示:8.按住的同时,按下“位置移动”,即可使机器人移动到所存储的点。
9. 要确认已记录的各点的位置数据,将光标指向各参考点,按下出现各点的位置数据的位置详细画面。
如右图所示:10.设定新的坐标系或查看另一个坐标系,按下“坐标号码”,在画面左下角出现输入数值提示条。
如右图所示:输入所期望的数字后,按下,进入工具坐标系一览画面。
11.如果需要删掉一个已设定好或者部分完成的工具坐标系,将光标指向将要删除的工具坐标系编号所在行,按下“清除”,按下,在画面左下角出现提示,如右图所示,按下“是”确认删除。
工具坐标系被删除后,其所存储的位置数据被清零。
12.要使所设定的工具坐标系作为当前有效的工具坐标系来使用,需要按下“设定号码”。
在画面左下角出现提示,如右图所示。
输入坐标系编号后,按下。
在画面左下角出现提示。
(要选择希望使用的坐标系编号,也可以使用JOG菜单。
方法是同时按下键和键出现用来进行坐标系切换的JOG菜单。
如右图所示,在第1行输入想要的编号即可。
四.机器人I/O设定1. 设定外围I/Oa.如右图所示:按下键,移动光标,选择“5 设定输出·入信号”;移动光标,进入“设定输出·入信号1”菜单;移动光标,选择“9 UOP:控制信号”;b.按下,进入UOP一览画面。
“I/O UOP:控制信号”一览如右图所示:按下“IN/OUT”,可以切换输入/输出;可以按下“ON”,“OFF”在输入信号尚未接通的情况下,进行仿真。
c.按下“定义”,进入右图,分别定义UI、UO,并使状态ACTIVE(激活)2. 设定数字I/Oa. 按下“类型”,进入右图选择“5 数字信号”b.按下,进入“I/O 数字信号输入状态一览”画面。
如右图所示:可以按下“ON”,“OFF”在操作按钮台没有动作的情况下,进行仿真。
c.按下“IN/OUT”,进入“I/O 数字信号输出状态一览”画面。
如右图所示:可以按下“ON”,“OFF”在操作按钮台没有动作的情况下,进行仿真。
五.防碰撞检测设定a. 按下键,显示出画面菜单。
移动光标,选择“0 下个”按下键,移动光标,选择“6 系统设定”,移动光标,选择“6 主要的设定”。
如下图所示:b.按下,进入“主要的系统参数:系统变量”画面。
如右图所示:移动光标到第44 项:“夹爪断裂”处,按下,按下“有效”,使之设为有效。