MPM UP2000操作手册
UP2000 MOTION CONTROL 中文

OK, 我將要走
52VAC
Motion Mother Board
Bridge Rectifier 70VDC
Step Driver
MUX Card
MCC 收到軟件訊號後,準備開始下一動作
希瑪科技(股)公司
UP2000 Hi-E 功能方塊圖(馬達運轉)
TV1 110VAC PC/ Software
GS1 24VDC PCDIO Card
希瑪科技(股)公司
UP2000 Hi-E 功能方塊圖(馬達運轉)
TV1 110VAC PC/ Software
GS1 24VDC PCDIO Card
M
32VAC TV2 Digital I/O Board # 1
Limit Sensor Motion Control Card
52VAC
Motion Mother Board
UP2000 Hi-E 方塊圖各部功能說明
M
步進馬達
• 位置:機器內(依OPTION不同、數量不同) • 功能:步進馬達讓各軸運轉用
希瑪科技(股)公司
UP2000 Hi-E 方塊圖各部功能說明
GS1 24VDC
24VDC 電源供應器
• 位置:機器後方上抽屜內 • 功能:供應機器內 24VDC SENSOR、RELAY、等等
In-Line Connector P86 P87 連接盒 Box 1 P88 P89
上抽屜
P/J112 P/J44
J86,87,88,89
P/J 133 P/J 134 P/J 135 P/J 137
Y Axis X Axis Transport Track Width
P/J113
P/J45
MPM培训教材
•Stencil的储存应非分专门当心,因为钢板的厚度只有1-2张复印纸的厚度,不消的Stencil必须急速退回FEEDER库,不克不及放在Printer邻近,以防被硬物碰着造成破坏,装卸Stencil,进板和卸刀时也要留意
•2.1.3托盘Work holder支撑PCB
•2.1.4电路板PCB印刷材料
•2.1.5异丙醇或无水酒精清洗剂
•2.1.6牙刷清洗Stencil
•2.1.7扁铲收放锡浆
•2.1.8搅棒搅拌锡膏
•2.1.9锡膏纸洁净Stencil
•2.1.10橡皮手套爱护操作员
•棉布手套幸免直截了当接触锡浆和焊盘
SMT的特点
组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10阁下,一样采取SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
靠得住性高、抗振才能强。焊点缺点率低。
高频特点好。削减了电磁和射频干扰。
易于实现主动化,进步临盆效力。降低成本达30%~50%。节俭材料、能源、设备、人力、时刻等。
•Down Stop :刮刀向下移动的极限地位,最终会阻碍刮刀感化在Stencil上的力,过小印锡的力会小;过大年夜,刮刀在悬空时会破坏Stencil
•Detent :让板子精确进入Work holder地位,对双面板更为重要(LEVEL 2)
•Tinkness :PCB板厚度,假如不准,一方面板子会与Stencil有裂缝或过紧压在Stencil上(LEVEL 3)另一方面因为PCB板的上别处与拍照机成固定高度,假如把板子的厚度输入不精确,则相当于改变了拍照机的焦距,使得成相模糊,辨认点不轻易经由过程,印刷时产生误差。
MPMUP2000印刷机操作指导
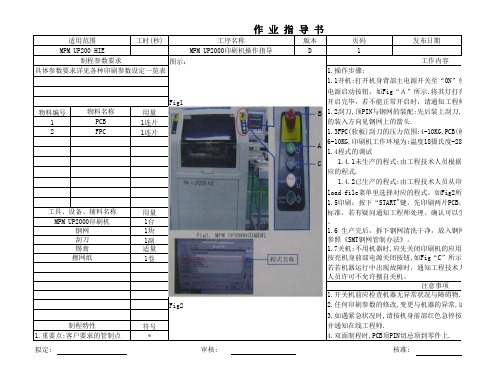
工时(秒)版本发布日期D图示:Fig1物料编号用量11连片2FPC1连片用量1台1块1副适量1卷Fig2符号*拟定:审核:核准:3.如遇紧急状况时,请按机身前部红色急停按钮制程特性并通知在线工程师.1.重要点:客户要求的管制点 4.双面制程时,PCB顶PIN切忌顶到零件上.注意事项1.开关机前应检查机器无异常状况与障碍物.2.任何印刷参数的修改,变更与机器的异常,请与擦网纸按亮机身前部电源关闭按钮,如Fig“C”所示,最若若机器运行中出现故障时,通知工程技术人员人员许可不允许擅自关机。
钢网 1.6 生产完后,拆下钢网清洗干净,放入钢网柜刮刀参照《SMT钢网管制办法》。
锡膏 1.7关机:不用机器时,应先关闭印刷机的应用程式与控制load file菜单里选择对应的程式,如Fig2所示1.5印刷:按下“START"键,先印刷两片PCB,并工具、设备、辅料名称标准,若有疑问通知工程师处理。
确认可以生产MPM UP2000印刷机开始生产,在生产过程中要检查每块PCB板的印。
1.3FPC(软板)刮刀的压力范围:4-10KG,PCB(硬板6-10KG,印刷机工作环境为:温度18摄氏度-28摄1.4程式的调试1.4.1未生产的程式:由工程技术人员根据产应的程式.1.4.2已生产的程式:由工程技术人员从印刷电源启动按钮,如Fig“A”所示.将其灯打亮,开启完毕,若不能正常开启时,请通知工程师。
物料名称 1.2刮刀,顶PIN与钢网的装配:先后装上刮刀,顶PCB 的装入方向见钢网上的箭头.制程参数要求工作内容具体参数要求详见各种印刷参数设定一览表1.操作步骤:1.1开机:打开机身背部主电源开关至“ON”位置作 业 指 导 书适用范围工序名称页码MPM UP200 HIE MPM UP2000印刷机操作指导1B AC。
UP2000中文说明
• 亮紅燈 • 指示緊急停止狀態.
• 亮黃燈 • 指示不正常(錯誤)的狀態或待命狀態.
• 亮綠燈 • 指示正常操作狀態.
5-HR9051
9. 机器部件
• 印刷頭 • 標准印刷頭有兩套刮刀.
• 印刷頭(背面)也裝有一套触覺感應器, 用來測定印网与刮刀的高度關系. • H-形架
5-HR90-7000-011
Page 1 of 51
1. 目的
– 建立一個指南幫助培訓操作員操作 MPM UP2000 HIE 印漿机.
2. 范圍
– 适用于所有操作 MPM UP2000 HIE 印漿机的員工.
3. 批准
– 這個程序不能被改變或更改除非有下列授權人的書面批准.
授權者
M.E. Manager / SMT Operation Manager
4. 參考与定義
– MPM UP2000 HIE 操作指引英文原本 5-HR90-7000-011.
5. 職責
– 制造經理必須确保所有的操作人員明白并記住這個程序以執行他們被 分配的任務.
– 所有机器操作人員在執行他們的職責時必須与此程序相一致.
6. 設備列表
設備
Isopropyl Alcohol Lint Free Cloth
• 電源指示燈 • 當交流電源接通時電源指示燈會亮, 這時主斷路器應在 ON 的位置.
• 開始周期 • 有兩個開始周期按鈕, 机器前面的兩頭各有一個. 它們通常用來啟 動一個印刷周期(假設 PCB 在傳送帶之上).
5-HR90-7000-011
Page 8 of 51
9. 机器部件
• 燈塔 • 三層的燈塔指示机器的當前狀態. • 操作員應一直注意燈塔.
UP2000中文说明书2
※編輯自訂一個新 BGA 視窗有十一個控制鈕。
NEW
編輯一個新 BGA。
LOAD
載入已經存檔 BGA 檔案。
3
SAVE DELETE IMPORT EXPORT POINT AREA FILL ZOOM RESIZE EXIT
儲存已經編輯完成一個新 BGA 檔案。 刪除已經編輯完成 BGA 檔案。 從磁片載入一個 BGA 檔案。 將 BGA 檔案儲存到磁片。 以個別方式選擇一個 PAD 點增加或刪除。 以一個區域方式來增加或刪除 PAD 點。 增加之前已經移走的任何 PAD 點。 將 BGA 圖形顯示放大與縮小。 改變 BGA PAD 點陣列數尺寸。 離開編輯自訂一個新 BGA 視窗。
Insert blank disk in drive A: Disk 1 Disk 1 Press NEXT to Continue, or EXIT to Quit. Insert blank disk in drive A: (插入空白磁片到 A 磁碟機) Disk 1 Disk 1 (磁片第一片) Press NEXT to Continue, or EXIT to Quit. (按 NEXT 繼續,按 EXIT 離開)
Checking disk drive (檢查是否為空白磁片,檢查完後開始備份系統資料與程式檔案)
Backup complete Press NEXT to Continue Backup complete(備份磁片完成) Press NEXT to Continue(按 NEXT 繼續)
5. Restore System 載回備份檔案磁片
Restore complete Press NEXT to Continue. Restore complete(載回備份磁片完成) Press NEXT to Continue. (按 NEXT 繼續)
锡膏印刷基本操作及注意事项
二、印刷機UP200、把電源開關拔到ON位置,設備開始起動 2)、等待電腦屏幕出現
Ctrl+alt+delete
提示後,同時按下Ctrl、alt、delete三個鍵 輸入用戶名和密碼進行登錄 3)、拔出Emergency開關,按下綠色的電源起動 開關,打開24 V電源
2)、從彈出的Choose File 窗口中選擇待生產的程式文件
3)、點擊OK打開,在主界面File窗口中可看到打開的文件名 4)、點擊Print菜單下的Auto 5)、輸入需要印刷的板數開始印刷,0為沒有數量限制 3、刮刀高度測試 1)、安裝Support pin或對應的支撐座
2)、安裝鋼網,按照SOP要求的方向放入鋼網,並起動夾緊裝置
錫膏或黏膠在刮刀的作用下流過絲網或鋼板的表面,并將其上的切口填滿,于 是錫膏或黏膠便貼在PCB的表面,最后,絲網或鋼板與PCB分離,于是便留下 由錫膏或黏膠組成的圖像在PCB上。
一、印刷原理
2、印刷過程:
進板 Printer 出板
印刷機從Loader處接收PCB 刮刀按設定開始印刷
照相機進行識別定位
Start
二、印刷機UP2000操作簡介
印刷常用參數詳解:
1、Board參數: X Size: Y Size: Thickness: BordStopX BordStopy Detnet: LoadSpeed 0.00 0.00 0.00 0.00 0.00 12.7 17 PCB X方向的長度 PCB Y方向的長度 PCB 厚度 PCB X方向停板位置 PCB Y方向停板位置 PCB停於中心位置值 進板軌道皮帶傳送值(數字越大,轉速越快) 出板軌道皮帶傳送值(數字越大,轉速越快)
4)、當屏幕彈出Rest 窗口時,按下Next按鈕進行
UP2000重点参数解释(精)
MPM印刷機重要參數設定解釋Setup Menu Page one在Setup Menu Page one菜單中有以下幾項﹕1.Board Parameter1)x size表示PCB由左至右的寬度2)y size表示PCB由前至後的寬度3)thickness size 表示PCB板的厚度2.Centernest1)Board stop L設定PCB由左邊進入機器時PCB的停止位置。
2)Board stop R設定PCB由右邊進入機器時PCB的停止位置.3)Board stop Y設定PCB行進方向之板邊為不平整時﹐PCB進入機器﹐vision system 與 boardstop sensor 前進至前後軌道之間﹐等待PCB之Y 方向的位置4)Speed 設定PCB 於軌道上之行進速度5)Vacuum 設定中央工作臺於印刷時﹐真空吸板之開關﹐三種設定如下﹕FULL : 印刷時PCB 尚未進入中央工作臺上之印刷位置時﹐真空吸板器開啟,但真空吸板器閥門關閉,當PCB進入至印刷位置時,夾板器開啟,真空吸板器閥門開啟。
SNUG : 當PCB進入至印刷位置時,夾板器開啟,真空吸板器關閉OFF : 將真空吸板器關閉6)Snugger force設定夾板之壓力7)Sade Dams 當印刷機使用特殊治具才用8)Flipper 用以設定當PCB進入中央工作臺後﹐至夾板器高度時﹐壓板器是否動作將板壓平9)Snap off設定印刷時﹐PCB與網板之間的距離10)Slow Snap off設定印刷後﹐PCB離開網板時﹐以所設定的速度慢慢脫離網板﹐至所設定的距離11)Snap off delay設定印刷後﹐延遲一段時間後在慢速脫離12)Slow snap Dist.設定慢速脫離時﹐脫離之距離13) Snap off speed設定慢速脫離時﹐脫離之速度14)Print orientation設定印刷角度3.Squeegee刮刀參數設定如下﹕1)Enabled設定印刷時﹐是否使用刮刀2)Stroke Type設定印刷方式﹐有以下六種方式﹕Altern 印刷1次Mult 2 印刷2次Mult 3 印刷3次Mult 4 印刷4次Prt/Fld 印刷時﹐先印刷再平鋪﹐用於印膠制程Fld/Prt 印刷時﹐先平鋪再印刷﹐用於印膠制程3)Stroke (+)設定前刮刀向後之印刷行程4)Stroke (-)設定後刮刀向前之印刷行程5)Up Delay印刷後﹐刮刀向上收起前之延遲時間6)Hop over 印刷前﹐刮刀向行程內(-)或(+)移動後再印刷7)Durometer記錄所使用的刮刀硬度8)Lift height印刷後刮刀收起的高度9)Length用以設定刮刀的長度10)Blade weight當長度設定更改後Blade weight 將自動更改4.Front Squeegee(Rear Squeegee)前刮刀參數設定﹕1)Total Force設定印刷時之刮刀壓力2)Balance(L/R)設定刮刀的左右平衡印刷3)Down stop設定刮刀於印刷時的向下行程﹐即以刮刀剛接觸網板為0, 繼續向下壓為正4)Print speed設定刮刀印刷時的速度5)Flood height使用在印刷方式參數設定為Prt/Fld或Fld/Prt上﹐即先鋪後印時所鋪的厚度﹐也可認為是刮刀的高度5.Vision System影像系統參數設定﹕1)Enabled設定影像系統是否開啟2)Accept Level設定影像系統對Mark點的辨識度﹐亦即為將板上所照的Mark點和程式中Mark點對比的百分比﹐一般設為600﹐即60%3)Find All設定Yes時﹐如果程式中做了多個Mark點﹐則在印刷時﹐必須所有的Mark點都必須通過acceptlevel 的設定值。
MPMUP2000HIE中文指南A
MPMUP2000HIE中文指南AMPM UP2000 HIE中文指南A 操作说明MPM UP2000 HIE中文指南A目1. 目的 .............................................................................................................. 2 2. 范 .............................................................................................................. 2 3. 批准.. (2)4. ⒖加攵x (2)5. .............................................................................................................. 26. O淞斜 ...................................................................................................... 27. P于MPM UP2000 HIE ................................................................................3 8. 安全事 ......................................................................................................6 9. 机器部件...................................................................................................... 7 10. _源...................................................................................................... 11 11. 主操作屏幕 .. (13)1 2. 3. 4. 5. 6. 7. 8. 9.祟} (14)慢影粹o (18)^ ...................................................................................................... 19 清除故障按o ........................................................................................... 19 警告信息^ ............................................................................................... 20 O置菜伟粹o ........................................................................................... 20 操作控制面板按o (21)MPM Y料按o ......................................................................................... 22 r 像按o . (22)12. 印刷机O 置............................................................................................... 23 13. 印刷 .............................................................................. 错误!未定义书签。
MPM-UP2000印刷机资料
MPM印刷机知会手册MPM印刷机操作界面简单,且各参数以及命令比较集中,本文主要讲解各参数的含义,以及转机过程的步骤和常见问题的分析一、参数详解。
MPM印刷机参数分为三个部分。
SETUP#1 SETUP#2 和SETUP#3,这里只对前两块菜单进行讲解。
Board Parameters(PCB的参数):X size:PCB的长度Y size:PCB的宽度Thickness:PCB的厚度(要求准确,误差小于20%)BoardStop X:相机找PCB时在X方向的停板位置(需要TEACH和CALIBRATE)BoardStop Y:相机找PCB时在Y方向的停板位置(需要TEACH和CALIBRATE)Detent:PCB在轨道上传送时的减速距离,通常为0Load Speed:装载PCB时传送带的速度,一般使用缺省值Unload Speed:卸载PCB时传送带的速度,一般使用缺省值Snap off:PCB与钢网的间隙(-0.65~3mm)负值约小PCB与钢网的间隙约小,对于手机板该值通常为,其他板通常为0Vacuum:有0(关闭),1(正常打开真空),2(真空加强)三个选项Tooling Type:缺省用UniverSlow Snap-Off(慢速脱模方式):Enable:选择Yes时为使用慢速脱模方式,选择No时为不使用慢速脱模方式Down Delay:PCB印完后的脱模前的延时时间Distance:慢速脱模的距离Speed:慢速脱模的速度,由0~15工16个级别Units of Measure(测量单位)这栏为机器设置栏不需要修改。
Distance:inches(英寸)或Metric(米制),选MetricSpeed:inches/second或Metric/second,选Metric/secondTime:时间seconds(秒)Weight:重量pounds(磅)或Kg(公斤),选KgPressure:压力pounds/sq inchSqueegee(刮刀)Enable:Yes/No,使用或使用刮刀Stroke type:印刷方式Altern印一次,Mult2印二次,Mult3印三次,Mult4印四次,Prt/Fld先印刷再平铺,用于印红胶制程,Fld/Prt先平铺再印刷,用于红胶制程Stroke(+):设定前刮刀向后印刷的行程,通常是PCB宽度的一办加30~40mm Stroke(-):设定后刮刀向前印刷的行程,通常是PCB宽度的一办加30~40mm Up delay:印完PCB后刮刀向上升起前的延时时间Hop over:印刷前刮刀向前(+)或向后)(-)移动后再印刷的行程Profile:侧面,该参数不使用Durometer:记录所使用的刮刀硬度,使用缺省值Length:记录使用刮刀的长度Prog Squeegee(可编程刮刀)Lift Height:印刷后刮刀升起的高度Left Weight:刮刀左边重量Right Weight:刮刀右边重量Front Squeegee(前刮刀参数)Total Force:刮刀印刷时的压力=刮刀长度(mm)/25.4(mm)XBalance(L/R):刮刀印刷时左边和右边的压力平衡比(50%/50%)Down Stop:设定刮刀印刷时向下压的行程,以刮刀接触到钢网时为零,向下为正,使用缺省值Attack Angle:印刷时刮刀的角度,使用缺省值Print Speed: 印刷速度Flood Height:使用在印刷方式参数设定为Prt/Fld或Fld/Prt上,即平铺时所铺的厚度,也可认为是刮刀的高度Rear Squeegee(后刮刀参数)Total Force:刮刀印刷时的压力=刮刀长度(mm)/25.4(mm)XBalance(L/R):刮刀印刷时左边和右边的压力平衡比(50%/50%)Down Stop:设定刮刀印刷时向下压的行程,以刮刀接触到钢网时为零,向下为正,使用缺省值Attack Angle:印刷时刮刀的角度,使用缺省值Print Speed:印刷速度Vision System(照相系统参数)Enable: Yes/No,设定照相系统打开或关闭Accept Level:设定照相系统对Mark点的识别度﹐即将板上所照的Mark点和程序中Mark点对比的百分比﹐一般设为600﹐即60%Find All: Yes/No,设定为Yes时,如果程序中做了多个Mark点,则在印刷前所有的Mark点都必须通过accept level的设定值,如果设为No,则只要两个或两个以上通过即可FP Mode:一般当PCB上有一些间距很小的元件时使用此功能,在一般的印刷中都是在印刷时先照以下钢网的Mark点和PCB上的Mark点,印刷中就只照PCB板上的Mark点,印刷时会有偏移,当设定为1时,每次印刷前都会照PCB和钢网上的Mark点,当设定为2时,每印两块PCB照一次钢网的Mark点,依此类推.Verify ID:Yes/No的ID,不使用此功能X Offset:印刷后PCB的焊盘上的锡膏在X方向上相对PCB上焊盘可能会有偏移在这给一个X方向上的偏移量Y Offset: 印刷后PCB的焊盘上的锡膏在Y方向上相对PCB焊盘可能会有偏移在这给一个Y方向偏移量Theta Off: 印刷后PCB的焊盘上的锡膏在Theta方向上相对PCB焊盘可能会有偏移在这给一个Theta方向偏移量Enable AGO: Yes或NoStretch limits(伸缩限制)Enable: Yes/No,当印刷出现偏移时使用Maximum X:X方向最大允许的伸缩值Maximum Y:Y方向最大允许的伸缩值Stencil Wipe(擦网系统)Enable:Yes/No,设置使用或不使用擦网系统Frequency:设置多少块板擦一次网Wipes:当设置了擦网频率后擦网的次数Wipe Out:Yes/No,擦网系统向后擦打开或关闭Wipe In:Yes/No,擦网系统向前擦打开或关闭Speed Out:擦网系统向后擦时的速度Speed In:擦网系统向前擦时的速度After Knead:Yes/No,搅拌后擦网打开或关闭Travel Offset:擦网系统行程,缺省就是刮刀的行程Paper Advance:CONT(连续的)/POSTWIPE(外置的)/STROKE(一次性的),选CONTIndex:擦网前先卷纸的时间Solvent:Yes/No,湿擦功能打开或关闭Sol Freq:多少块板一次湿擦Continuous:Yes/No,连续擦网打开或关闭Sq Speed:湿擦速度Priming Time:湿擦前先喷清洗剂的时间Vacuum:Yes/No,真空擦网打开或关闭Vacuum Freq:多少块板一次真空擦Vacuum Speed:真空擦网的速度Overtravel:真空擦网时需超出的行程,使用缺省值Enable Buttons(在主界面的按键功能)Wipe:Yes/No,在主界面的按键功能打开或关闭Dispense:Yes/No,在主界面的按键功能打开或关闭Paste Knead/Recover(锡膏搅拌/添加),这一栏的功能不使用Dispenser(点锡膏),这一功能在Enable Buttons的Dispenes设为Yes时可以使用,使用这一功能主要是提醒操作工及时手动清洁钢网和添加锡膏Enable:点锡膏功能打开或关闭Frequency:点多少块班加一次锡膏Medium:缺省不使用Pressure:缺省不使用Hose ID:缺省不使用Start Delay:缺省不使用Profile:缺省不使用Stop When Low:Yes/No,当锡膏少时停机或不停机Paste Offset:缺省不使用Load Board:缺省不使用二、命令详解在主界面标题拦下方有一排下拉菜单。
丝印机(MPM UP2000)操作详细介绍
Low Air Pressure 压缩气压力低
Solvent Low 溶剂压力低
6.设置菜单按钮
SETUP MENUS
1
2
3
设置菜单按钮用来访问三页机器参数。 SETUP MENU 1 : 包含标准印刷组件的参数。 SETUP MENU 2 : 包含可选印刷组件的参数。 SETUP MENU 3 : 包含可选2D / 3D检查的参数。 (不介绍)
TEACH (教习菜单)
Teach
Teach Board Teach Vision Device Layout Teach ID
Teach Board : 用来设置新PCB外形或修改已存在的PCB外形。 Teach Vision : 用来试校PCB和网板的基准点
Device layout : 用来教习2D常规检查的零件数据。
Input/Output Test : 显示 IO 参数和它们的状态。 主要用途是为解决故障。 Configuration : 将显示机器当前设置。 Vision Adjust : 此选项复位视觉目标而不用执行 整个视觉教习过程。 Stencil Adjust : 用来重新识别网板基准点位置。 Change Paper : 为容易进行换纸操作移动擦纸单元 和视觉轴至印刷机的前面。
确保主开关顺时针转至ON 位置 (如图)。
确保断路器向上打到 ON 位置 (如图)
按 ON 按钮, 按钮内指示灯会亮而印刷机执行启动
这时如果印刷机不能启动通知技术人员。
五、 主操作屏幕
1 2 3 4 5 6 7 8 9 10 11 12 标题栏 慢动按钮 计数区 清除故障按钮 警告信息区 设置菜单按钮 操作控制面板按钮 MPM 信息按钮 实况影像按钮 信息显示区 使用者 刮刀行程测定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.制造單位:負責機器的基本操作及日常保養.
2.設備生技單位:負責設備維護及月.季.年度保養,參數調試.
3.品管單位:檢查參數是否符合SOP,抽查產品品質.
4.設備簡介:
1.設備動力配置
印刷機型號:UP2000
電源:1ΦAC 220V50HZ
氣源: 85~95PSI1
2.操作面板介紹
2
3
4
2.將MAIN DISCONNECT CIRCUIT Breaker置ON.(上圖6)
3.將MAIN DISCONNECT Switch置ON.(上圖7)
4.確認前后4個ENERGENCY STOP Button處于彈開狀態.(上圖8等)
5.按FRONT PANEL上的ON綠色按鈕.(上圖2)
印刷機的系統經過初始化後進入主畫面.
* * * * *修訂履歷* * * * *
版次
ECN NO.
修訂項次
備注
A
LC-02-160228
新版發行
2002年10月18日
B
更版發行
2003年01月25日
1.目的:
介紹MPM UP2000印刷機基本操作及維護,使操作人員操作規範化.
2.適用範圍:
線路板SMT組裝,UP2000系列錫膏印刷機設備.
5
6 7 8
編號名稱及功能
1急停鍵:按此鍵可終止機器電源.
2開機鍵:開機時按此鍵機器方可啟動.
3關機鍵:關機時按此鍵機器才能正常關機.
4電源指示燈:顯示電源開或關.
5周期運行開始鍵:按此鍵可開始下一個印刷周期動作.
3.安全與接地
確保印刷機電源線及接地線的牢固,可靠.
5.操作程序:
(1)開機
1.將AVR(變壓器)的開關置ON.
注意事項:
1.真空治具不可用錯.
2.安裝時磁力座打至ON,防止真空泄露.
3.真空治具距兩邊軌道3-5mm.
4.鋼板擦拭時和換線時避免撞壞刮刀.
(五)印刷不良分析及參考解決辦法詳見附表一:<<MPM UP2000印刷不良分析及參考解決辦法>>.
6.錫膏及鋼板的使用
(一)錫膏的使用
1.錫膏保存在冰箱內.
b.嚴禁鋼板放置于突出物上.
c.嚴禁鋼板摔撞.
七.維護與保養
請參照<<SMT設備維修保養管理辦法>>.
八.記錄保存:
依QS-16<<記錄保存>>執行.
2.錫膏使用前須退冰6~24小時.
3.使用前攪拌1分鐘.
4.使用時先進先出;新舊不混(使用後);新舊融合(使用中).
5.錫膏點點滴滴的添加.
6.錫膏保存時間要小於6個月.
(二)鋼板手動擦試
目的:將殘留錫膏擦試清洁,不堵塞孔.
工具:沒有毛屑的紙和布,酒精,毛刷,氣槍.
注意事項:
a.鋼板孔切記不可用金屬物去碰撞或勾挖.
* * * * *目錄* * * * *
項目ITEM
內容DESCRIPTION
目錄
修訂履歷
頁次
1
2
1
目的
3
2
適用範圍
3
3
職責
3
4
設備簡介
3
5
操作程序
3~6
6
錫膏鋼板使用
77Leabharlann 維護與保養78
記錄保存
7
APPROVED
CHECKED
PREPARED
ISSUED BY
BY
干良臣
DATE
2003年01月25日
1.將軌跡球移至MAINTENANCE菜單下,出現下拉菜單,點擊USER MODE命令,
在用戶模式中選擇SUPERVISOR模式,並輸入PASSWORD,進入管理模式.
2. 將軌跡球移到Teach,可進入Teach下拉菜單.
3.點擊Select選擇Teach Board可進入如下菜單.
根據提示完成TEACH BOARD菜單中各項內容,新程式做完后命名並儲存.
4.在Teach下拉菜單中選擇Teach Vision進入如下菜單.
根據提示添加所需要的正確MARK點,並儲存.
(四)印刷機換線
1.更換真空治具
2.調用程式文件.(LOAD FILE)
3.校準鋼板.(ADJUST STENCIL)
4.量測鋼板,刮刀(squeegee)高度.
5.加錫膏.
6.開始印刷.
(2)關機
1.按FRONT PANEL上的OFF按鈕.(上圖3)
2.按下EMERGENCY STOP.
3.將MAIN DISCONNECT CIRCUIT Switch置OFF.
4.將MAIN DISCONNECT CIRCUIT Breaker置OFF.
5.將AVR的開關置OFF.
(3)新程式製作