钢号的热处理及机械性能表
1Cr13、2Cr13、3Cr13钢的热处理-退火

不锈钢无缝管316不锈钢管cvb1Cr13、2Cr13、3Cr13可采用完全退火、等温退火或低温退火。
⒈1Cr13、2Cr13、3Cr13钢的完全退火钢的完全退火的加热温度一般在Ac3以上50~100℃,实际生产中,通常选用850~880℃。
在充分保温后,采用炉冷或最大不超过50℃/h的速度冷却至600℃左右出炉空冷。
通过完全退火,可较好地完成组织转变过程,获得均匀的铁素体和碳化物的平衡态组织。
完全退火可改善钢材锻造、轧制、铸造等加工后可能存在的不良组织,并为以后淬火、回火热处理提供良好的组织保证;可以完全消除各种应力,降低硬度,便于加工。
锻轧态的1Cr13、2Cr13、3Cr13钢经完全退火后,硬度分别不大于150HB,180HB和210HB。
一些对机械性能、耐腐蚀性能要求不高的零部件可以在完全退火状态下使用。
⒉1Cr13、2Cr13、3Cr13钢的等温退火等温退火是把钢加热到奥氏体化温度(一般采用850~880℃),也可以将钢材锻造或铸造后冷却到这一温度区间,充分保温,再冷却到该钢奥氏体转变最快的温度范围(俗称转变曲线的鼻子部分,为700~740℃)充分保温,使奥氏体充分转变后空冷。
等温退火可以起到完全退火的作用,而且比完全退火缩短了占用加热炉的时间,提高了效率。
在工作实践中还发现,这类马氏体不锈钢的等温退火对改善不良的锻造组织,提高淬火、回火后的力学性能,特别是提高冲击韧性有着特殊的作用。
由某锻造厂提供的一批泵轴,具体成分为(质量%):C,1.10;Si,0.34;Mn,0.36;S,0.01;P,0.028;Cr,11.67;Ni,0.56;Mo,0.30;Cu,0.01。
成分符合该产品泵轴的材料标准。
规定力学性能为:Rm≥690N/mm2;Rp0.2≥550N/mm2,A≥20%,Z≥60%;Akv≥65J。
我们进行几次热处理,Akv平均只能过到46.4~60J,始终达不到65J的标准。
常用钢材热处理参数
常⽤钢材热处理参数热处理⼯艺规程B/Z61.012-95(⼯艺参数)⽬录1.主题内容与适⽤范围 (1)2.常⽤钢淬⽕、回⽕温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4⼏点说明 (6)3.常⽤钢正⽕、回⽕及退⽕温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3⼏点说明 (8)4.常⽤钢去应⼒温度 (10)5.各种热处理⼯序加热、冷却范围 (12)5.1淬⽕……………………………………………………………………………………………1 2 5.2 正⽕及退⽕ (14)5.3回⽕、时效及去应⼒ (15)5.4⼯艺规范的⼏点说明 (16)6.化学热处理⼯艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理⼯艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有⾊⾦属热处理⼯艺规范 (26)8.1铝合⾦的热处理 (26)8.2铜及铜合⾦ (26)9.⼏种钢锻后防⽩点⼯艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理⼯艺规程(⼯艺参数)1.主题内容与适⽤范围本标准为“热处理⼯艺规程”(⼯艺参数),它主要以企业标准《⾦属材料技术条件》B/HJ-93年版所涉及的⾦属材料和技术要求为依据(不包括⾼温合⾦),并收集了我公司⽣产常⽤的⼯具、模具及⼯艺装备⽤的⾦属材料。
本标准适⽤于汽轮机、燃⽓轮机产品零件的热处理⽣产。
2.常⽤钢淬⽕、回⽕温度2.1 要求综合性能的钢种:表1技术要求材料牌号强度σs硬度HB(d10)淬⽕温度(℃)冷却介质有效⾯积(mm)淬⽕后硬度(d10)回⽕温度(℃)回⽕后硬度(d10)45 440197~229(4.30~4.00)820~840 ⽔≤80 540~560 4.00~4.20≤35 2.7~3.0 580~60036~70 3.1~3.4 570~580390192~223(4.35~4.05)71~160 3.4~3.6 560~5704.00~4.10≤35 2.7~3.0 570~58036~70 3.1~3.4 560~570490217~255(4.10~3.80)71~120 3.4~3.6 550~5603.80~3.90油≤40 2.7~3.0 560~570590241~277(3.90~3.65)⽔油 41~60 2.5~3.0 590~620 3.65~3.80油≤30 2.7~3.0 550~56040CrA685269~302(3.50~3.70)840~860⽔油31~40 2.6~3.0 570~6003.50~3.60≤40 3.0~3.2 590~61041~70 3.25~3.4 570~590490217~255(3.80~4.10)71~120 3.45~3.6 550~5703.80~4.00油≤40 3.0~3.2 560~58035CrMoA241~277(3.90~3.65)850~870⽔油41~70 2.6~3.0 580~610 3.65~3.80*40CrNiMoA 690255~293(3.80~3.55)840~860 油≤80 2.7~3.1 580~600 3.65~3.80 590241~277(3.90~3.65)≤300 670~690*30Cr1Mo1V690255~285(3.80~3.57)950~970 油≤250 660~680690255~293(3.80~3.55)1030~1050油≤190 700~72020Cr1Mo1VTiB*732.6~3.0 640~660油≤1003.1~3.4 630~6402.6~3.0 650~670590241~277 (3.90~3.65)⽔油101~1603.1~3.2 630~650 3.65~3.902.6~3.0 630~650油 ≤503.1~3.3 610~630277~302 (3.65~3.50)⽔油51~1003.0~3.2 620~6403.50~3.65油 ≤40 2.7~3.2 610~6302.6~3.0 630~65038CrMoAlA785293~321 (3.55~3.40) 930~950⽔油41~603.1~3.2 610~6303.40~3.50油 ≤30 3.6~3.8 550~60015CrMoA 490207~241 (4.20~3.90)900~920⽔ 31~70 3.4~3.8 570~620 3.90~4.10≤60 2.8~3.1 660~680590241~277(3.90~3.65) 61~200 3.2~3.45 660~6703.60~3.90≤60 2.8~3.1 660~67025Cr2MoV A735269~302 (3.70~3.50) 920~940 油61~150 3.2~3.3 650~6703.55~3.652.8~3.0 640~660690241~282 (3.90~3.62) ≤350 3.1~3.3 620~640 3.65~3.9255~284(3.80~3.58) ≤300 3.1~3.3 600~620 3.6~3.752.8~3.0 600~62034CrNi3Mo 785271~298 (3.65~3.52) 870~890 油≤250 3.1~3.3 580~600 3.55~3.65*15MnMoVN 490≥217(≤4.1) 960~980 油 ≤105 600~6201Cr12Mo 550229~255(4.0~3.8) 960~980油≤100 670~690 3.80~3.953.0~3.25 710~730355187~229 (4.4~4.0)3.3~3.5 690~7104.10~4.303.0~3.25 680~7001Cr13①440197~229 (4.3~4.0) 1030~1050油≤1003.3~3.5 650~6804.0~4.201Cr12① 440197~229(4.30~4.00) 1030~1050油 ≤100 3.0~3.30 680~710 4.00~4.20 187~2072.8~3.2 720~7402.8~3.0 700~720490217~248 (4.10~3.85) ≤80 3.1~3.2 670~700 3.90~4.102.8~3.0 660~6802Cr13①590235~269 (3.95~3.70) 980~1000油②≤603.1~3.2 650~6603.80~3.90235~269 (3.95~3.70) 空 ≤40 2.6~3.0 650~670590269~302 (3.70~3.50)油 41~1302.6~3.2 640~6603.70~3.90空 ≤40 2.6~3.0 590~610690286~321 (3.60~3.40) 油 41~100 2.6~3.2 580~590 3.50~3.60 3Cr13980~10202.8~3.0 710~730390192~241 (3.90~4.35) ≤100 3.1~3.3 690~7103.90~4.302.8~3.0 700~720490217~248(4.10~3.85) ≤100 3.1~3.3 680~700 3.90~4.052.8~3.0 670~6901Cr11MoV590235~269 (3.95~3.70) 1000~1030油 ≤60 3.1~3.3 660~680 3.80~3.90 590235~269(3.95~3.70) ≤150 3.0~3.4 680~700 3.90~3.70690269~302(3.70~3.50) ≤100 3.0~3.4 660~680 3.55~3.651Cr12W1MoV*735286~331(3.6~3.3) 1000~1050油 3.0~3.2 660~6702Cr12NiMo1W1V760293~331(3.55~3.35) 970~990 油 ≤200 660~680 3.55~3.45≤60 2.8~3.1 670~690590241~277 (3.70~3.50) 61~250 3.2~3.45 670~6803.60~3.80≤60 2.8~3.1 670~68030Cr2MoV735269~302(3.70~3.50) 940~960 油61~150 3.2~3.3 660~6803.55~3.65205≤187 ~1Cr18Ni9Ti 225(≥5.4) 1080~1100⽔ 5.0~5.1 800~820 4.75~4.85≤1871Cr18Ni9Ti 0Cr19Ni9205≥5.41050~1100⽔ ~ZG1Cr13 390187~217(4.40~4.10)1020~1040油梅花试棒~70700~720ZG2Cr13 440197~227(4.30~4.00) 980~1000空叶⽚本体 2.8~2.9 730~740 4.00~4.10ZG1Cr11MoV 490197~227(4.30~4.00 1020~1040油梅花试棒~70 700~720ZG1Cr12W1MoV490197~227(4.30~4.001020~1040油梅花试棒~70700~720精铸叶⽚ZG0Cr19Ni9190 1050~1100⽔ ~ ~注:①采⽤⽇本材料时,淬⽕温度为960~980℃,回⽕温度允许⽐表中温度⾼10~30℃。
常用热处理参数及硬度对照表

25-3030-3535-4040-4545-5050-5530350300200<16035520460420350290<17040540490430370310<20045550520450380320300505605304603903303106058054046040036031030Mn 49040035030020040Mn 54020040Mn2*54042037032027024050Mn2*60048040030035SiMn *56052046040035020042Mn2V 60052047043035020040Cr 58051047042034020045Cr 62053048042034020050Cr 65057048040028023040CrSi *63055052045040033040CrMn*58051023020030CrMnSi*62053050043034018040CrV 64056050045032020045CrV 64056050045032020050CrV 65056050045038028030CrMo 56044040020035CrMo 60055048040030020042CrMo 62058050040030040CrMnMo 55050045040025040CrNi*58051046042034020037CrNi3A*57050042030030040CrNiMoA 62058054048042032035CrMoV 640590500360300<20038CrSi*63055052045040033038CrMoAiA68063053043032045B 55045050B 420?40036028040MnB*65045040MnVB 60046045CrNi*57050043036028023065620550500450380300706205505004503803108562055050045038033065Mn 66060052044038030055SiMn 55049060Si2MnA 62060055052047042050CrMn 58050045040060Si2CrV460420钢号回火后洛氏硬度(HRC)与回火温度30W4Cr2VA GCr6550500460400300GCr9550500460410350GCr15680580530480420380GCr9SiMn 420350GCr15SiMn 480420350Cr6WV 700650600540450T7(A)580530470420370320T8(A)580530470420370332T10(A)580540490430380340T12(A)5805404904303803409Mn24003409Mn2V 500400320Cr26005304804203209Cr2Mo(W)9SiCr 6706205805204503806SiCr 630590530450380Cr 580530480420350SiCr 440CrMn 590540490430340CrWMn 640600540480420350Cr12650600520470250750700650600550Cr12MoV740670620570530700710650610W 350300W?330280CrW56205505004504003209CrWMn 6205705204703706SiMnV 6005304704005CrMnMo 5805204703802505CrNiMo 7006405504503802803Cr2W8V 700630540<2008Cr3610580510440330Cr4W2MoV W18Cr4V 720700680W9Cr4V2670W12Mo3Cr4V3Co5Si W12Mo9Cr4VCo8W6Mo5Cr4V2W6Mo5Cr4V3Al W9Cr4V2Co10W10Cr4V5Co5550-650℃回火700±10,工频淬后,700系调1Cr135805505002Cr13600560520450<4003Cr13620600570540<5004Cr136********550500<4009Cr18580320Cr185603001Cr17Ni2650-700550230-50015/20渗碳后35028015Cr/20Cr渗碳后38033020CrMnTi渗碳后20CrMnMo渗碳后12CrNi4(A)渗碳后40031018Cr2Ni4W(A)渗碳后20MnTiB渗碳后30CrMnTi渗碳后35CrMnTiZG35ZG45ZG55400340280ZGMnB 600-650350-400500-550450ZG40Mn ZG40Cr注:1)有“*”者表示回火脆性较大,通常不在250-400℃间回火; 2)回火温度依硬度要求的中值偏上而定;3)80号钢的550±10℃二次回火系1030±10℃淬火作热冲模;中下限温度参看序号4参看序号6参看序号10参看序号1555-60>60以下为碳素及低合金钢180180250180<160<180<180220180180200水冷回火作弹簧回火<160230以下为弹簧钢230250230<170380180330<200火温度(℃)的关系备注250<200以下为轴承钢270<180270<180280<200280<180250<180以下为工具钢250、模具钢250250250280250230300100280<200280<200370<250280<180280170 <1000℃淬火 >1000℃淬火380<180960-1030℃淬火550(二次硬化峰值1050-1130℃淬火对应回火温度)240220270<200250<180<200<200200300220550±10二次作热冲模650以下为高速钢640<160<200<180回火570±10℃(三次回火)560±10℃(二次或三次回火)00系调质温度<160550±10℃(三次回火)以下为不锈钢220<150250<200220<160以下为渗碳钢240<180240<180240<180240240<200240<180240<180<180以下为铸钢1804605。
常用钢材热处理参数表
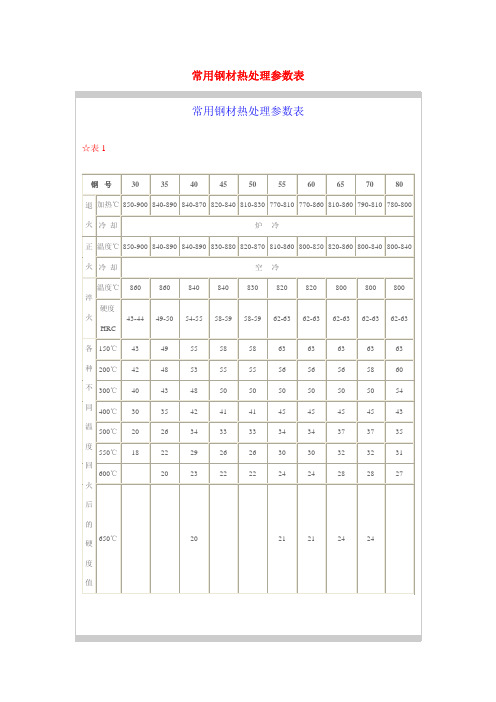
火 等温℃
炉冷
710
炉冷
正 温度℃ 火 冷却
900-950 900-950
900-950 870-880
空冷
930-950
温度℃ 980
880
840 820
淬
硬度
火
61-64 58-60 >62
65
HRC
840
860 800
800 840
53-58 62-66 62 62-64 62-65
150℃ 63
810-870 800-870 780-800 炉冷
850-870
正 温度℃ 820-860 820-860 830-860 850-880
火 冷却
空冷
温度℃ 淬
硬度 火
HRC
810 57-64
810 57-64
870 >60
860 56-62
880 54-56
880 950 1050 1130 58-60 60-62 62-63 42-45
各 150℃ 61
61
61
56
54
59
60
63
42
种 200℃ 58
58
60
55
52
58
59
62
42
不 300℃ 54
54
56
51
48
53
58
59
43
同 400℃ 47
47
51
49
42
48
57
57
44
温 500℃
39
39
43
45
39
42
54
55
48
常用材料许用接触应力

常用材料许用接触应力常用钢及铸钢的许用接触应力常用钢及铸钢的许用接触应力钢号热处理截面尺寸dmm 机械性能σbMPa 机械性能σsMPa 机械性能σ-1MPa 硬度HB 许用接触应力MPaA3 40 400 240 160 33020 正火25 420 250 180 ≤55 35035 正火25 540 320 235 ≤187 45045 正火25 610 360 265 ≤241 47516Mn 正火16 520 350 235 47020MnMo 正火+回火≤130 500 300 220 ≤190 42035SiMn 调质25 900 750 445 59040MnB 调质25 1000 800 485 ≤286 60015MnVB 调质25 900 650 420 58018MnMoNb 正火+回火25 650 520 315 ≤228 55037SiMn2MoV 调质25 1000 850 500 61040Cr 调质25 1000 800 485 ≤255 600ZG25 正火+回火450 240 186 ≤131 330ZG35 正火+回火500 280 210 ≤143 400ZG45 正火+回火580 320 244 ≤153 450ZG42SiMn 正火+回火650 450 278 197~248 520篇二:钢铁材料的许用应力Ⅱ:重复载荷Ⅲ:交变载荷表4许用弯曲应力[σ]ω篇三:接触应力一、概述两个物体相互压紧时,在接触区附近产生的应力和变形,称为接触应力和接触变形。
接触应力和接触变形具有明显的局部性,随着离开接触处的距离增加而迅速减小。
材料在接触处的变形受到各方向的限制,接触区附近处在三向应力状态。
在齿轮、滚动轴承、凸轮和机车车轮等机械零件的强度计算中,接触应力具有重要意义。
接触问题最先是由赫兹(H、Hertz)解决的,他得出了两个接触体之间由于法向力引起接触表面的应力和变形,其他研究者先后研究了接触面下的应力和切向力引起的接触问题等。
常用钢号热处理淬火回火温度对照表

常用钢号热处理淬火回火温度对照表(生产经验)常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。
以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。
1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235,回火温度 6202.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269,回火温度 580 硬度要求 HB197-235,回火温度 6403.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6204.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6205.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300,回火温度 600硬度要求 HB229-269,回火温度 6407.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6408.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB229-269,回火温度 6309.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64010.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 69011.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 64090-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64014.45CrMnMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64015.42CrMo4 淬火温度860℃油硬度要求 HB260-300,回火温度 570硬度要求 HB229-269,回火温度 62016.42CrMo 淬火温度860℃ 油冷硬度要求 HB290-341,回火温度 450 硬度要求 HB260-300,回火温度 580,500(齿圈) 硬度要求 HB229-269,回火温度 620 硬度要求 HB197-235,回火温度 65017.40MnB 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 45018.50Mn 淬火温度830℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 550 硬度要求 HB229-269,回火温度 60019.50SiMn 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64020.5CrMnMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67021.5CrNiMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67022.55 淬火温度800℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 560 硬度要求 HB229-269,回火温度 600 硬度要求 HB197-235,回火温度 67023.60CrMnMo 淬火温度850 油冷硬度要求 HB290-341,回火温度 590 硬度要求 HB260-300,回火温度 650 硬度要求 HB229-269,回火温度 670300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71026.GCr6 淬火温度840℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求 HB229-269,回火温度 71528.15CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 58029.20CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60030.20CrNi 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60031.20CrMnMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60032.1Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 71033.2Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69034.3Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 450 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69035.4Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 630 硬度要求 HB229-269,回火温度 66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求 HB260-300,回火温度 66039.45MnMo 淬火温度870℃ 油冷硬度要求 HB197-235,回火温度 65040.3Cr2W8V 淬火温度1050℃ 油冷(HRC50-54) 600-65041.W18Cr4V 淬火温度1260℃ 油冷(HRC58-60) 560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷(HRC58-60) 560三次回火。
T10刚的热处理

T10刚的热处理1、预备热处理(球化退火)锻造后为了给后序的加工、最终热处理工序作好准备, 应消除锻件内的应力, 改善组织, 并使其具有合适的硬度和稳定细小的组织, 以利于机械加工。
因此锻件要在毛坏状态下进行预先热处理。
T10A 碳素工具钢, 一般采取球化退火, 使渗碳体成球状均匀分布, 若锻件沿晶界出现网状碳化物时, 则先进行正火处理, 消除网状碳化物, 然后进行球化退火。
通常采用球化退火, 以获得铁素体机体上分布的细小均匀的粒状碳化物组织。
表1 球化退火工艺参数钢号加热等温温度/℃时间/ h温度/℃时间/ h 空冷硬度T10A 750~ 780 2~ 3 680~ 700 3~ 5 炉冷至500℃空冷 HB197 2、最终热处理(淬火+低温回火)2.1、淬火( 1) 淬火温度T10淬透性低。
需要用水冷却, 容易产生变形和淬裂, 另外碳素工具钢对过热敏感, 晶粒容易长大, 其淬火温度一般是在碳化物与奥氏体共存的两相区内, 这是由于碳化物的存在不仅可以阻止奥氏体的长大, 使碳素工具钢保持较小晶粒,从而能在高硬度条件下保证具有一定的韧性; 而且剩余碳化物的存在也有利于模具耐磨性的提高。
为防止过热, 选取最低的淬火加热温度( 760~ 780℃ ) , 是获得最好机械性能的关键,为防止淬火开裂, 必须在淬火方法上实现均匀冷却。
( 2) 加热、保温时间的确定由于加热时间与模具的材质、工件大小有关。
升温时间因工件大小而异, 保温时间依材质而不同, 加热时间不可取一定值, 加热时间的长短直接影响模具的组织性能。
为保证T10A 冷作模具基体奥氏体化, 碳化物溶解, 必须有一定保温时间, 保温时间采用40~ 60 min。
2.2、回火模具在淬火或电火花加工后应及时进行回火处理, 回火温度应根据模具的硬度性能要求选择不同的回火温度, 以获得不同强度、韧性及硬度要求, T10 碳素工具钢在不同回火温度下的硬度如表表2T10 碳素工具钢在不同回火温度下的硬度钢号达到下列硬度(HRC)范围的回火温度/℃T10A 45~ 50 50~ 54 54~ 58 58~ 62360~ 380 300~ 320 250~ 270 160~ 180。
常用钢号热处理淬火回火温度对照表

常用钢号热处理淬火回火温度对照表(生产经验)常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。
以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。
1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235,回火温度 6202.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269,回火温度 580 硬度要求 HB197-235,回火温度 6403.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6204.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6205.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300,回火温度 600硬度要求 HB229-269,回火温度 6407.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6408.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB229-269,回火温度 6309.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64010.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 69011.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 64012.40CrNiMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64014.45CrMnMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64015.42CrMo4 淬火温度860℃油硬度要求 HB260-300,回火温度 570硬度要求 HB229-269,回火温度 62016.42CrMo 淬火温度860℃ 油冷硬度要求 HB290-341,回火温度 450 硬度要求 HB260-300,回火温度 580,500(齿圈) 硬度要求 HB229-269,回火温度 620 硬度要求 HB197-235,回火温度 65017.40MnB 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 45018.50Mn 淬火温度830℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 550 硬度要求 HB229-269,回火温度 60019.50SiMn 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64020.5CrMnMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67021.5CrNiMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 670-300,回火温度 560 硬度要求 HB229-269,回火温度 600 硬度要求 HB197-235,回火温度 67023.60CrMnMo 淬火温度850 油冷硬度要求 HB290-341,回火温度 590 硬度要求 HB260-300,回火温度 650 硬度要求 HB229-269,回火温度 67024.GCr15 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71026.GCr6 淬火温度840℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求 HB229-269,回火温度 71528.15CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 58029.20CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60030.20CrNi 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60031.20CrMnMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60032.1Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 71033.2Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69034.3Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 450 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 690-269,回火温度 660 硬度要求 HB197-235,回火温度 69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 630 硬度要求 HB229-269,回火温度 66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求 HB260-300,回火温度 66039.45MnMo 淬火温度870℃ 油冷硬度要求 HB197-235,回火温度 65040.3Cr2W8V 淬火温度1050℃ 油冷(HRC50-54) 600-65041.W18Cr4V 淬火温度1260℃ 油冷(HRC58-60) 560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷(HRC58-60) 560三次回火。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Z≤187
850-870℃
空冷
≥314
≥529
≥20
≥45
≥88
≤187
用于负荷较小和无耐磨性要求的轴、拉杆、手柄等零件。
C35
830-850℃
淬火
380-420℃
回火
≥637
≥980
≥8
≥30
≥59
——
35-40
用于具有较高强度的螺钉、螺母、销、挡铁、垫圈等各种标准件
≤50
45
Z170~217
≤30
G48
T-G48
860-900℃淬火
180-200℃回火
——
——
——
——
——
——
48-53
用于小负荷、中等速度工作尺寸较大的齿轮、离合器和大轴零件。
不限
H48
860-900℃
淬火
180-200℃
回火
≥637
≥980
≥8
≥30
≥59
——
48-53
用于局部要求耐磨的零件
H52
52-57
Dt480
570-590℃
——
590-735
≥14
≥20
——
≤207
——
用于要求切削加工性好、表面粗糙度低,精度为7-9级的丝杠等零件。
冷拉后高温回火
——
590-785
≥17
——
——
179-229
——
YF40MnV
热 轧
≥490
≥780
≥15
≥40
≥39
230-260
——
用于强度、硬度均与45钢调质状态水平相当。精度7-9级的丝杠、光杠、轴类等零件。
——
——
——
——
200-230
——
用于承受较大负荷并要求一定耐磨性的精密丝杠
——
T235
220-250
C61
770-790℃淬火
160-200℃回火
——
——
——
——
——
——
61-66
用于要求耐磨性高的顶尖、套筒、模板、凸轮、心轴等零件
≤20
T12
T12A
Th159-207
750-770℃加热
640-670℃等温
840-860℃
空冷
≥353
≥598
≥16
≥40
≥49
170-217
——
用于负荷不大的轴、丝杠、套筒、齿轮等零件
不限
T215
820-840℃
淬火
600-640℃
回火
≥544
740
26.5
68
159
200-230
——
用于要求强度不高的齿轮、蜗杆、丝杠等零件
≤80
钢的热处理及机械性能表
钢号
热处理
技术要求
表面硬度能达到要求的最大断面尺寸㎜
бs
N/㎜2
бb
N/㎜2
δs
(%)
ψ
%
ak
J/cm2
HBS
HRS
T10 T10A
Th159-207
750-770℃加热
640-670℃等温
——
——
——
——
——
159-207
——
用于要求尺寸稳定性高的精密丝杠等零件
不限
T215
800-820℃淬火
600-640℃回火
——
工艺规范
机 械 性 能
应 用 范 围 举 例
表面硬度能达到要求的最大断面尺寸㎜
бs
N/㎜2
бb
N/㎜2
δs
(%)
ψ
%
ak
J/cm2
HBS
HRS
45
T235
820-840℃淬火
570-600℃回火
608
824
23.5
65
171
220-250
——
用于承受中等负荷、低速工作的轴、花键套、套、大型定位销等零件
氮碳共渗
——
——
——
——
——
——
≥480HV
用于低精度的丝杠、进给系统齿轮和负荷不大而要求耐磨的零件
T8、T8A
C59
780-800℃
淬火
160-200℃
回火
——
——
——
——
——
——
59-63
用于要求耐磨性高的顶尖、夹头等零件
≤20
钢的热处理及机械性能表
钢号
热处理
技术
要求
工艺规范
机 械 性 能
应 用 范 围 举 例
不限
16Mn
热 轧
274.5~235
460.7-509.9
19~21
——
——
——
——
用于强度较高的焊接构件和磨床砂轮罩壳等
Y30
热 轧
——
510-655
≥15
≥25
——
≤187
——
用于在自动机上大量加工,强度要求不高的各种紧固件等
冷 拉
——
540-825
≥6
——
——
174-223
——
Y40Mn
热 轧
≤80
T265
T285
820-840℃淬火
530-580℃回火
726
941
18.5
61
156
250-280
——
用于主轴、套筒、花键轴、丝杆、中等模数的齿轮等零件
2Hale Waihona Puke 0-300C35810-830℃淬火
400-450℃回火
≥637
≥882
≥15
≥40
≈39
——
35-40
用于具有较高强度的螺钉、螺母、销、垫圈等各种标准件
——
——
——
——
——
——
61-66
同T10-C61
≤20
15CrMn
S-C58
900-950℃渗碳
810-840℃淬油
180-200℃回火
——
——
——
——
——
——
58-63
用于高速、中小负荷、冲击较小而要求耐磨的主轴、花键轴、齿轮等零件(去碳较易配作)
≤50
S-G58
900-950℃渗碳
840-880℃淬乳化液
钢的热处理及机械性能表
钢号
热处理
技术要求
工艺规范
机 械 性 能
应 用 范 围 举 例
表面硬度能达到要求的最大断面
寸㎜
бs
N/㎜2
бb
N/㎜2
δs
(%)
ψ
%
ak
J/cm2
HBS
HRS
Q235-A
不热处理
热 轧
185~235
375~460
21~26
——
——
——
——
用于轻负荷、不受摩擦的地脚螺钉、螺母、垫圈等零件和水槽、油箱、电器柜、防护罩、盖板、托盘等焊接构件。
180-200℃回火
——
——
——
——
——
——
58-63
用于承受小负荷、冲击不大及局部耐磨的中、小零件
不限
20Cr
S-C58
900-950℃渗碳
800-850℃淬油
180-200℃回火
≥400
≥650
≥12
≥40
≥60
心部180-287
58-63
用于高速、受冲击、中等尺寸的变速箱齿轮、爪形离合器、套、导向板、装滑动轴承的主轴、心轴、滑柱、蜗杆、仿形板等
08
Th≤131
960-1000℃
炉冷
——
——
——
——
——
≤131
——
用于要求磁导率较高,剩磁较少的电磁铁、电磁吸盘等电器零件。
Z
910-940℃
空冷
≥195
≥325
≥33
≥60
——
——
——
用于深冲、冷作的零件
15
Z≤143
910-940℃
空冷
≥225
≥375
≥27
≥55
≥63.7
≤143
——
用于离心浇铸双金属套的基体材料
——
——
——
——
——
159-207
——
用于要求尺寸稳定性高的精密丝杠等
不限
T215
800-820℃淬火
630-680℃回火
——
——
——
——
——
200-230
——
用于承受较大负荷并要求一定耐磨性的精密丝杠杆。(耐磨性比等温球化退火约高30%)
——
T235
220-250
C61
770-790℃淬火
160-200℃回火
C42
810-830℃淬火
350-370℃回火
≥980
≥1176
≥10
≥40
≥59
——
42-47
用于要求强度、硬度较高、形状简单的离合器、齿轮、轴、销、挡铁等零件
≤50
C48
810-830℃淬火
240-280℃
回火
≥931
≥1176
≥6
≥22
——
——
48-53
用于要求强度、硬度、耐磨性较高、且不受冲击的轴、齿轮、卡爪等零件