直齿面齿轮高精度电解加工阴极整体结构设计方法研究
直齿圆柱齿轮的设计和加工工艺设计

题目:直齿圆柱齿轮的设计和加工工艺设计学院冀中职业学院学生姓名李朋辉学号2009040217专业机电一体化技术届别2009指导教师姜小丽职称二011年月诚信承诺本人慎重承诺和声明:我承诺在毕业论文(设计)活动中遵守学校有关规定,恪守学术规范,在本人毕业论文中为剽窃他人的学术观点、思想和成果,为篡改研究数据,如有违规行为发生,我愿承担一切责任,接受学校处理。
学生(签名):李朋辉2011年月日摘要现在齿轮传动是机械传动最常用的形式之一,它在机械、电子、纺织、冶金、采矿、汽车、航天等设备中得到广泛应用。
其中直齿圆柱齿轮是汽车及机械行业中重要的传动零件,其形状复杂,材质尺寸精度表面质量及综合机械性能很高。
本文主要介绍直齿圆柱齿轮的结构及设计和加工工艺。
目录概述…………………………………………………..第一章直齿圆柱齿轮的设计1.1齿轮基础知识……………………………………1.2直齿圆柱齿轮结构及零件图……………………1.3直齿圆柱齿轮材料及其参数合理选取…………第二章直齿圆柱齿轮的加工工艺2.1夹具及毛坯的选取………………………………2.2齿轮加工方法……………………………………2.3齿轮加工方案选择及使用要求…………………2.4直齿圆柱齿轮加工工艺过程……………………结束语………………………………………………..参考文献……………………………………………..概述齿轮是机械行业量大面广的基础零件,广泛应用于机床,汽车,摩托车,农机,建筑机械,航空,工程机械等领域,而对加工精度,效率和柔性提出越来越高的要求。
齿轮加工技术从公元前400—200年的手工业制作阶段开始经历了机械仿形阶段、机械返程加工阶段以及20世纪80年代至今的数控技术加工阶段。
第一章直齿圆柱齿轮的设计1.1齿轮的基础知识1.1.1齿轮机构的特点如下:(1)齿轮机构的优点有:1)齿轮机构传动比恒定,寿命长,工作可靠性高。
2)齿轮机构传递的功率和圆周速度分别可达100000k w、300m∕s。
电化学齿轮齿向修形加工控制系统设计
电化学齿轮齿向修形加工控制系统设计1、绪论1.1前言随着现代工业生产的不断发展,硬齿面和高承载能力的齿轮应用变得越来越广泛。
在一定的程度,提高齿轮表面质量和优化齿轮齿形,能够提高它的承载能力、使用寿命,还可以降低工作噪音。
齿轮是应用最为广泛的传动部件之一,因此,研究一种能够改良齿轮传统加工中不足的方法是很有必要的。
传统的机械式物理加工齿轮方法,都不可避免地会产生齿轮沿齿宽方向产生中凹现象,造成齿轮的形状和性能都不能符合要求[2]。
而且存在刀具磨损、加工精度不高、噪音大、成本高等缺点。
电化学加工作为一种新兴的加工方法,有成本较低、加工表面质量好、不受齿面硬度限制、无残余应力等诸多优点,用于齿轮修型,对轮齿沿齿宽方向进行齿向修鼓,这有利于齿面上载荷呈均布状态,提高齿轮的疲劳寿命,降低其磨损和啮合噪声。
2、齿轮修型的现状齿轮修形经历了传统机械修形和非传统加工方法修形,它们之间的工艺是完全不同的。
传统的修型方法主要有手工修型、剃齿修形、数控修形等,但都有一个共同的缺点就是:加工受齿轮表面硬度限制,而且有比较大的工具损耗。
齿向修形通常是齿轮端部修形和鼓形修形的总称。
图1.1齿端修形图1.2鼓形修形无论是齿端修形还是鼓形修形,目的都是使齿轮啮合首先发生在靠近齿宽中间的部分,然后过度到全齿宽,而且能够增大齿轮接触面积和承载面积,因此能够提高齿轮寿命和承载能力。
3、电化学齿轮修型加工原理:3.1 电化学齿轮修型原理电化学齿轮加工是建立上电解加工的基础上的,但两者又有所区别。
电化学齿轮加工以齿轮为阳极,利用电化学腐蚀的原理,通过控制阴极沿齿向按一定的速度规律变化,加工出符合修型形状和修型量的修型齿轮。
研究表明,脉冲电化学加工能明显改善加工中电解液流场的状况,从而提高被加工齿轮表面的质量。
只要适当控制加工中移动阴极的速度和加工间隙,就可以达到准确修形的目的[6]。
电化学齿轮加工的阴极相对工件是不进给的,只是沿齿向按一定的速度规律运动,利用停留时间与去除量成正比的关系加工出齿形。
膛线电解加工中阴极工作齿的优化设计
Z a e to F n Z ia h oW n a , a hj n i
(Xi3 c n lgc l iest , ’ n 7 0 3 Chn ’n Te h oo i v riy Xi3 1 0 2, ia) a Un
A s at tt e l gp r dt ei ne crc e cl c iig( C )cto efrm3 b t c:I a s3 o ei ds n3 l t h mi hnn E M r k n o o g e o a ma ah d 一 o
c i i g t e m i e il ih l r e s ia n l nd t e e e i e t r ifc l. Viu l C + + wa h n n h x d rfe w t a g p r la g e a h xp rm n s a e d fiu t s a s a o t d t i ua e t r c s o a hi i g rfea a h d o e c o dng t h al tce u to d p e osm lt hep o e s f rm c n n il s c t o e m v sa c r i o t e b li i q a in. s Th o eso D r n o h o a h d n h o e sng e v r nm e e e b id a d t rt e m d l f3 wo ki g tot n c t o e a d t e pr c s i n io ntw r u l n hea ih— m e i a s a ls e tc w se t b ih d.T h e g h o r n o t nd c tng o fa g ew e e i iilz d. Th o r i el n t fwo kig t o h a uti — f n l r n taie ec d— na e auea r y o o n sw hih o l e o il r ac l t d.H a i o p r d a o e p i sw ih t sv l ra fp i t c n si frfe we e c lu a e c vng c m a e b v o nt t d sgn pa a e e .t e p r m e e f c t o e’ wor n o t i e m o iid tI i e co e t e i n e i r m t r h a a t ro a h d ki g t h w l b l d fe i tb ls o d sg 1 p r m ee .Fi ly,t ut utf ra p o ra e p r m ee fc t d ’ wo kig t o h w a o o e aa tr nal heo p o p r p it a a t ro a ho e r n o t spr p s d. Ke r : rfe; a h d Sw o k n o t c ti g o fa g e nu e ia i u a in y wo ds il c t o e’ r i g t h; u tn — f n l ; m rc lsm lto
一种新的直齿轮复合修形设计方法

第50卷第5期中南大学学报(自然科学版) V ol.50No.5 2019年5月Journal of Central South University (Science and Technology)May 2019 DOI: 10.11817/j.issn.1672−7207.2019.05.010一种新的直齿轮复合修形设计方法杨硕文,唐进元(中南大学机电工程学院,高性能复杂制造国家重点实验室,湖南长沙,410083)摘要:以直齿轮齿廓修形量、齿廓修形高度、齿廓修形幂指数、齿向修形量这4个基本参数为变量,取动态传递误差峰峰值、最大接触应力加权最小为优化目标,使用有限元方法计算接触应力;考虑轴承、轴、陀螺力等因素的影响,使用有限元节点法计算动态传递误差,以 Kriging方法为优化方法,构建一种新的直齿轮复合修形设计方法,并通过一对实际齿轮传动来验证计算模型。
研究结果表明:用所提出的方法优化后得到齿轮动态传递误差峰峰值相对于优化前降低75.98%,最大接触应力降低21.48%,这表明所提出的复合修形优化方法对齿轮修形设计具有参考与应用价值。
关键词:齿轮传动;复合修形;Kriging方法;有限元节点法中图分类号:TH132.41 文献标志码:A 文章编号:1672−7207(2019)05−1082−07A new design method for compound modification of spur gearYANG Shuowen, TANG Jinyuan(State Key Laboratory of High Performance Complex Manufacturing,School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)Abstract: Taking four basic parameters of the spur gear modification as the variables, and taking the peak-to-peak value of the dynamic transmission error and the maximum contact stress weighted minimum as the optimization goal, the contact stress was calculated using the finite element method. Considering the influence of factors such as bearings, shafts and gyro, etc, the finite node element method was used to calculate the dynamic transfer error. Taking the Kriging method as the optimization method, a new spur gear compound modification design method was constructed. A pair of actual gear transmissions was used to verify the method. The results show that the peak−to−peak value of the dynamic transmission error of the gear after optimization obtained by the present method is reduced by 75.98% and the maximum contact stress is reduced by 21.48%,which indicates that the proposed optimization method of compound modification has reference and application value for gear modification design.Key words: gear transmission; compound modification; Kriging method; finite element node method齿轮修形是降低齿轮振动、噪声和提高可靠性的重要途径[1]。
毕业论文--直纹型面叶片电解加工计算机辅助工艺系统设计
第一章绪论电解加工的基础原理是电化学阳极溶解,而这一电化学过程又是建立在电解加工间隙中特定的电场、流场分布的基础上的,故电场理论、流场理论以及电化学阳极溶解理论构成了研究电解加工工艺的三大基础理论。
1.1 电解加工过程的电化学特性1.1.1电解电解是电化学基础理论中的一个基本概念。
所谓电解,是指在一定外加电压下、将直流电流通过电解池、在两极分别发生的氧化反应和还原反应的电化学过程。
电解池由两个金属导体分别插入电解质溶液构成。
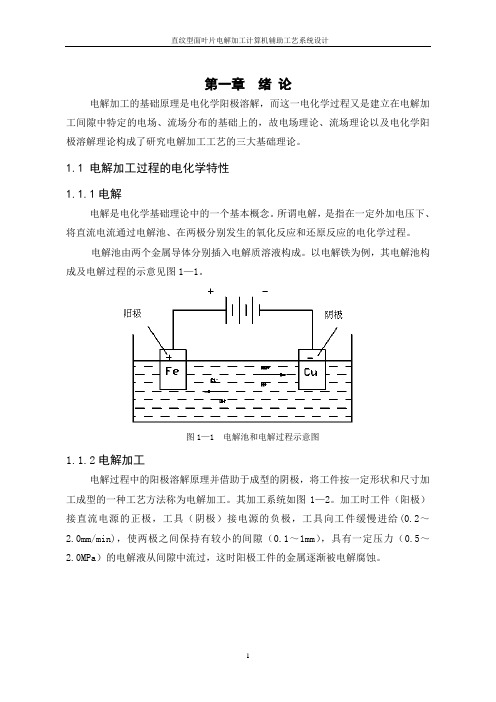
以电解铁为例,其电解池构成及电解过程的示意见图1—1。
图1—1 电解池和电解过程示意图1.1.2电解加工电解过程中的阳极溶解原理并借助于成型的阴极,将工件按一定形状和尺寸加工成型的一种工艺方法称为电解加工。
其加工系统如图1—2。
加工时工件(阳极)接直流电源的正极,工具(阴极)接电源的负极,工具向工件缓慢进给(0.2~2.0mm/min),使两极之间保持有较小的间隙(0.1~1mm),具有一定压力(0.5~2.0MPa)的电解液从间隙中流过,这时阳极工件的金属逐渐被电解腐蚀。
1.电解加工由于一次成型,生产率较高,约为电火花加工的5~10倍,在某些情况下比切削加工的生产率还高,且加工生产率随加工电流密度和总加工面积的增大而增大,一般能达到1003m m /min ,最高100003m m /min 。
2.当被加工材料的金相组织均匀致密,电解液选配得当,在小间隙下以高的电流密度进行加工时,能获得较高的表面质量和较低的表面粗糙度,一般能达到Ra 0.8μm ,最低可达Ra 0.1μm 。
3.加工范围广,不受金属材料本身硬度和强度的限制,可以加工硬质合金、淬火钢、不锈钢、耐热合金等高硬度、高强度及韧性金属材料,并可加工叶片、锻模等各种复杂型面。
4.由于加工过程中不存在机械切削力,所以不会产生由切削力引起的残余应力和变形,没有飞边毛刺。
5.从加工原理上讲,工具阴极无损耗,这对批量生产保证加工精度、降低成本具有重要意义。
膛线电解加工阴极新型结构设计_苏晓明

3 关键结构的设计
独立工作齿相邻之间的空位由相邻的独立工作齿的两翼衔 接, 独立工作齿转动时, 相邻两齿的侧翼作相对滑动, 阴极前锥体 上对应独立工作齿的增液孔扫过的弧线位置上开有略短于增液 孔运动弧线的通槽, 使通槽始终处于独立工作齿及其两翼的覆盖 之下。两翼的表面涂绝缘层, 保护加工时阳线免受腐蚀。 可编程分体式火炮混合膛线阴极,包括有阴极前锥体 2、 前 引导 3、均匀分布于阴极体外圆周的独立工作齿 7,阴极后锥体 9, 后引导 10。创新之处在于: 工作齿为独立于阴极体的分立元件 即独立工作齿 7, 为了实现工作齿的随动 (随阴极体运动 ) 和独立 运动 (相对于阴极体的转动 ) , 将阴极体分解成前后两个锥体, 阴 其螺纹连接头 1 与牵引阴极的 极前锥体 2 与前引导 3 做成一体, 拉杆相连, 阴极后锥体 9 内置编程器 11 和微电机 14, 前后阴极 锥体以左旋螺纹连接, 这样, 加工中当拉杆牵引阴极前锥体 1 按 弹道方程作右旋时, 可靠带动阴极后锥体 9 同步运动。独立工作 齿 7 底面为球形、 顶面为锥形、 侧面为锲形。 独立工作齿 7 的起始 端通过销轴 6 与阴极前锥体 2 相连,前锥体 2 的尾部呈球形, 与 工作齿 7 底面为同心球面, 球形体的半径按照被加工炮管的孔径 计算, 要求数控加工保证工作齿的底面和阴极体前锥的尾部球体 形状吻合良好, 要求装配精确, 在加工过程中工作齿 7 底面与前 锥体 2 的尾部作相对运动并始终紧密贴合。 独立工作齿 7 的其尾 部的绝缘段即为后引导 10, 加工时, 内置于阴极后锥体 9 的编程 通过键 17 带动拨轮 13, 再通过拨块 器 11 的信号输到微电机 14, 12 传到独立工作齿 7 尾部后引导 10, 拨块 12 安置并均匀分布在
由于线槽深, 缠角变化大, 单边切进的锲形工作齿锥体阴极 难以保证电解成型精度, 产品的口径、 线深、 缠角变化范围进一步 加大, 特别是起始缠角为 0°的产品的提出, 使加工难度几乎不可 能逾越。克服上述加工控制和阴极结构存在的缺点, 设计一种能 够提高加工效率高, 表面质量好, 缠度控制精确, 加工精度高的可 编程随动式炮管膛线阴极是具有非常重要的意义大的。 设计总体设计思路是: 将工作齿作为分立元件与阴极体做成 两套独立的既联系又存在相对运动的结构, 工作齿为独立于阴极 体的分立元件, 加工过程由嵌入阴极后锥体中的微电机实现对独 立工作齿的驱动, 随膛线缠角的改变, 在阴极体受拉杆牵引作轴 向进给和径向运动的同时, 通过对阴极体内机构的编程同步改变 工作齿与炮管轴线的夹角, 保持与缠角一致。实现变缠角炮管混 合膛线的独立工作齿的高精度切削。
直齿锥齿轮精锻模具和电极齿形设计
∆
Z
3 rbv 1 3 rv 1 3 rav 1
rbv 1 rv 1 rav 1 rf v 1
量分度圆半径
齿齿顶圆半径 rav 轮齿根圆半径
r″ av rf″ v
rf v
rf′ v
rf3v 1
二、 锻件齿形
直伞齿轮锻件 ( 粗锻件或精锻件) 如图 2 所 示, 图中双点划线为成品齿轮的轮廓, 该锻件尺 寸基于以下条件: ( 1) 假定锻件背锥余量已车削掉 ( 此余量 尺寸等于锻造飞边厚度) 。
五、 结论
本文所述方法比现行方法提高模具齿形加 工精度 1 ~ 2 级, 提高模具齿形加工效率 5 倍以 上。式 ( 1) ~ ( 12) 、 ( 19) ~ ( 38) 不仅适用 于直伞齿轮热锻工艺, 也适用于直伞齿轮冷锻 工艺, 只是各自的锻件齿面金属余量 ∃ 和当量 线膨胀率 A 取值不同。对于热锻工艺的冷精压 工序和冷锻 ( 冷挤压成形) 工艺来说, ∃ = 0, 锻 件齿形参数与成品齿轮相等, 锻件齿形参数无 需计算。但是冷精压和冷锻的 A 不同。因为前 者锻件变形极小无温升, 后者则需考虑锻件变 形热效应导致锻件和模具的温升, 这是冷锻模 具齿形设计必须注意的。
锻压技术 1998 年 第 3 期
・模具・
直齿锥齿轮精锻模具和电极齿形设计
3 青岛建筑工程学院 ( 266033) 田福祥
摘要 提出了直齿锥齿轮精锻模具和电极齿形的设计方法, 从而显著地提高了模具 齿形的电火花加工效率和加工精度。 关键词 锥齿轮 精密模锻 模具 齿轮制造
D es ign of tooth form of d ie and electrode for prec is ion forg ing spur bevel gear
一种电解加工直齿面齿轮的阴极装置设计方法[发明专利]
专利名称:一种电解加工直齿面齿轮的阴极装置设计方法专利类型:发明专利
发明人:曹岩,黄亮,范庆明,贾峰,蒋葳
申请号:CN201810775025.7
申请日:20180716
公开号:CN108920859A
公开日:
20181130
专利内容由知识产权出版社提供
摘要:本发明公开了一种电解加工直齿面齿轮的阴极装置设计方法,包括以下步骤:步骤一:确定直齿面齿轮的基本设计参数;步骤二:基于复杂齿面坐标点的网格规划原则对直齿面齿轮进行齿面网格划分,采用沿齿根/齿顶方向的截面放样法建立直齿面齿轮轮齿的三维模型;步骤三:根据直齿面齿轮所划分的齿面网格,对直齿面齿轮轮齿的建模坐标点进行采样分析,通过采样分析获取建模坐标点的坐标值;步骤四:根据采样分析结果计算阴极头型面结构参数;步骤五:在UG三维制图软件中确定阴极头型面的最终位置,本发明不仅使得各加工区域的电场保持均匀分布、保证了加工过程的稳定性,还充分提高了电解液的利用率,达到了提高电解加工直齿面齿轮效率的目的。
申请人:西安工业大学
地址:710021 陕西省西安市未央区学府中路2号
国籍:CN
代理机构:北京天奇智新知识产权代理有限公司
代理人:李振文
更多信息请下载全文后查看。
基于标准阴极特性的面齿轮阴极设计方法
基于标准阴极特性的面齿轮阴极设计方法周源;白瑀;曹岩;乔虎;黄亮【摘要】目的解决电解加工过程中,简单曲面阴极设计方法不能保证面齿轮加工精度的问题.方法利用标准阴极进行正交试验,得出钢制面齿轮的最优电解工艺参数.利用该工艺参数对阴极重新设计,加工试件,根据试件的测量结果对原始阴极进行修形,得出最终阴极形状.结果通过对正交试验数据进行处理,得出钢制面齿轮的最优电解工艺参数为K=20,U=10 V,v=0.6 mm/min;根据试件的误差测量结果,推导出最优修形数为0.4602.结论此阴极设计方法所设计的阴极能保证面齿轮的加工精度,而且能够加工出IT7级精度制件,同时为复杂型面的高精度电解加工方案提供了一种可行的阴极设计方法.【期刊名称】《精密成形工程》【年(卷),期】2018(010)004【总页数】7页(P114-120)【关键词】面齿轮;阴极设计;电解加工;正交试验【作者】周源;白瑀;曹岩;乔虎;黄亮【作者单位】西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021;西安工业大学机电工程学院,西安 710021【正文语种】中文【中图分类】TH132面齿轮是一种与直齿或斜齿圆柱齿轮相啮合的平面齿圈齿轮,作为一种新兴的传动部件,在传递相交或交错轴扭矩与运动速率时,因其具有重合度高、传动平稳、噪声低、扭矩分流效果好等传动特点,使面齿轮被广泛应用在了低速/高速、轻载/重载的众多传动领域中[1—2]。
由于传统的面齿轮齿面加工方法是基于展成法的插齿法和滚齿法,虽然能获得较高质量的制件,但加工时需要采用专用机床及专用刀具,且专用刀具的研制过程较为复杂,研制周期长、费用高,因此不适合进行批量生产。
其次,如果采用通用机床的数控铣削方式进行加工,虽然避免了上述研制专用刀具的麻烦,提高了面齿轮的加工效率,解决了批量生产面齿轮的问题,但加工出的面齿轮精度较低、表面粗糙度较大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. Light Industry Xi忆an Mechanical Research Institute袁Xi忆an 710086袁China 冤 Abstract院Aiming at the phenomenon of long processing period袁high cost and low quality precision in the production of straight tooth surface gear袁a cathode electrochemical machining (ECM) of high precision straight teeth face gear structure design method is proposed. First of all袁according to the section lofting surface equation of straight tooth surface of gear tooth surface modeling of straight tooth gear and the reasonable planning of mesh clearance design using the equilibrium theory to establish the corresponding tool cathode surface model based on the second. The cathode flow channel design using reverse flow type design has to improve work efficiency and processing the accuracy of ECM clamping system. Integration design based on the cathode tool surface and flow structure of the cavity. The ECM straight tooth gear machining test袁the surface roughness below Ra1.6 滋m袁with accuracy of IT9 level of face gear parts袁which verifies the feasibility of the design method. Key words院straight teeth face gear曰complex space surface曰ECM曰cathode integral structure design
兹i
=arccos
x2窑0+y2窑0+z 1窑1
2窑1
渊5冤
由此通过式渊2冤可计算出与+Y 向齿面相对应
的一侧阴极头型面的建模点坐标渊表 3冤遥 根据-Y 向
直齿面齿轮是一种与直齿圆柱齿轮相啮合的 平面齿圈齿轮袁凭借其重合度高尧传动平稳尧噪声 低尧扭矩分流效果好等传动优势[1-3]袁被广泛应用于
收稿日期院2017-10-04 基金项目院 陕西省工业科技攻关项目渊2016GY-024冤曰陕西省特种
加工重点实验室项目渊15JS041冤 第一作者简介院胡一凡袁男袁1994 年生袁硕士研究生遥
要 29 要
叶电加工与模具曳2018 年第 2 期
用高袁不适合批量生产曰采用通用机床的数控铣削 方式进行加工袁虽能避免研制专用刀具的麻烦并提 高面齿轮的加工效率尧 解决批量生产面齿轮的问 题袁但加工出的面齿轮精度较低尧表面粗糙度较差遥 相比于上述传统切削加工方法袁电解加工作为一种 非接触式的特种加工技术袁具有不受材料强度和硬 度的限制尧不产生加工变形和残余应力尧阴极刀具 无损耗及加工质量好尧效率高等优点袁被广泛用于 航空航天领域的复杂异型零件加工[5-8]遥 在进行电解 加工前袁 首先需根据待加工件的型面结构复杂情 况袁设计相应的电解加工阴极装置遥 其中袁阴极头型 面与阴极内部流道型腔结构的合理设计是决定加 工精度尧质量及效率的关键遥
由于直齿面齿轮的齿面为复杂空间型面袁在设 计电解加工阴极头型面结构时袁还需利用上述采样 的直齿面齿轮齿面建模点袁判断 兹i渊i=1袁2袁3噎n冤的 情况袁并根据 兹i 所处的不同范围建立相应的阴极头 型面结构设计方法袁即院当 兹i臆45毅时袁采用式渊1冤所 示的 cos兹 法设计阴极头型面结构曰 当 兹i跃45毅时袁采
电化学加工
叶电加工与模具曳2018 年第 2 期
直齿面齿轮高精度电解加工 阴极整体结构设计方法研究
胡一凡 1袁范庆明 1袁曹 岩 1袁黄 亮 1袁施俊文 2
渊 1. 西安工业大学机电工程学院袁陕西西安 710021曰 2. 轻工业西安机械设计研究院袁陕西西安 710086 冤
摘要院针对传统展成法加工直齿面齿轮周期长尧成本高及成形法批量生产存在的质量精度低 等现象袁提出一种高精度直齿面齿轮电解加工阴极整体结构设计方法遥 首先袁根据直齿面齿轮的齿 面方程袁利用截面放样法对齿面建模点进行合理规划袁并基于网格划分方式袁利用平衡间隙设计理 论建立相应的阴极刀具型面模型曰其次袁采用反流式设计阴极流道以提高工作效率及加工精度曰最 后袁在设计阴极刀具型面和流道型腔结构的基础上袁设计了一体化电解加工装夹系统遥 通过电解加 工直齿面齿轮的加工实验袁获得了表面粗糙度值小于 Ra1.6 滋m尧综合精度为 IT9 级的直齿面齿轮 制件袁从而验证了该设计方法的可行性遥
目前袁针对电解加工阴极头型面结构的设计方 法主要有院等间隙法尧 cos兹 法和侧面间隙法遥 其中袁 等间隙法是通过简化间隙分布规律来达到阴极头 型面结构简单化设计的目的袁该方法适用于 兹i臆45毅 的情况 渊兹i 为待加工件各部位表面处的采样点所在 曲 面 的 法 向 量 与 阴 极 进 给 速 度 之 间 的 夹 角 冤曰cos兹 法和侧面间隙法则认为工件各部位的加工间隙不 等袁采用这两种方式能设计出具有高精度的阴极头 型面袁适用于 兹i跃45毅的情况遥 考虑到直齿面齿轮的齿 面是一种复杂空间型面袁且型面不同部位的 兹i 也不 同袁因此有必要根据不同 兹i 的情况建立相应阴极头 型面结构设计方案袁 并在采样过程中建立采样准 则袁以防止采样点选取过少时引起的阴极头型面设 计精度低及采样点选取过多时引起的降低建模效 率的问题袁从而形成一条高质尧高效的直齿面齿轮 阴极头型面结构设计体系遥
工机床袁对应的电解加工环境参数见表 2遥
表 2 电解加工直齿面齿轮的环境参数
项目
数值或条件
电化学体积当量/[mm3窑(A窑min)-1]
2.22
加工温度/益
30依2
电解液配方 电解液的电导率/渊赘窑mm冤-1
25%NaNO3 溶液+10%NaCl 溶液 0.0095
加工电压/V
8
进给速度/渊mm窑min-1冤
要 30 要
电化学加工
原理袁确定直齿面齿轮的内外径袁从而构建出直齿 面齿轮的三维模型渊图 2冤遥
表 1 直齿面齿轮设计参数
项目 插齿刀/直齿面齿轮模数
插齿刀齿数 插齿刀压力角/毅 插齿刀顶隙系数渊C*冤 直齿面齿轮齿数 插齿刀齿顶高系数渊ha*冤
数值 3 20 20
0.25 40 1.00
O
X
齿面线 2
叶电加工与模具曳2018 年第 2 期
各采样标点所在曲面的法向量坐标遥
然后袁通过式渊4冤对各采样标点所在曲面的法
向量进行单位化处理院
姨 姨 姨 x2=
x1 x21 +y21 +z21
袁y2=
y1
x21
+y21
+z
2 1
袁z2=
z1
x21
+y21
+z
2 1
渊4冤
最后袁通过式渊5冤可得到 兹i渊i=1袁2袁3噎n冤为 90毅院
=
山 山 山 山 山 山 山 山
rbs
[-sin鬃2 渊sin兹-兹s
cos兹冤+
sin鬃2 m2s cos兹
衫 衫 衫 衫 衫 衫 衫 衫
渊3冤
山
衫山
1山
衫
山
衫
删
闪
山 山 山
0
衫 衫 衫 衫
山 山 删
1
衫 衫 闪
其次袁 将截面放样时计算出的沿+Y 向齿面的
各建模坐标点对应的插齿刀渐开线转角参数 兹s 和 插齿刀转角参数 鬃s 代入式渊3冤袁得到沿+Y 向齿面的
电化学加工
型面线 1 X
型面线 2 型面线 3
O
XOZ 平面
L 型面线 4 型面线 5
H -Z
Y 离散型面点
图 3 直齿面齿轮阴极刀具型面设计方法
用式渊2冤所示的侧面间隙法设计阴极头型面结构曰 当既有 兹i臆45毅尧又有 兹i跃45毅的情况时袁则采用 cos兹 法与侧面间隙法相结合的方式设计阴极头型面[14]院
驻n
=浊棕滓
v
c
UR cos兹
=
驻b cos兹
渊1冤
姨 姨 2
驻s = 2驻b h+驻b =驻b
2h 驻b
+1
渊2冤
式中院浊 为电流效率曰棕 为电化学体积当量曰滓 为电
解液的电导率曰UR 为加工电压曰淄c 为进给速度曰兹 为
采样点所在曲面的法向量与阴极进给速度之间的
夹角曰h 为进给深度遥 本文选用的电解加工设备为单轴立式电解加
0.5
电解液的电流效率/%
70