球化处理方法、孕育处理方法.
球墨铸铁的球化与孕育处理工艺
( )。 5 S
c 强烈促进形成碳化物, r 稳定珠光体 。 r c 的 加 入能提 高强 度 和硬 度 , 加 入量 以不 出现 游离 但
碳 化物 为 限 , 于高 韧性铁 素 体球 墨铸 铁要 严 格 对
限 制 ( r 量 。对 于珠 光 体 球 墨 铸 铁 , C) 当加 入 ( r量 02 03 C ) .%~ . %时 , 即可起 到 显 著 的稳 定 珠
10 2 ) 10 2
摘要 : 综述 了球墨铸铁各种化学元素的作 用和成分 的控制范 围, 细介绍 了球墨铸铁 的球化与孕育处理工艺 。 详 分析 了单 加 纯 Mg R 或 E合金作为球化剂的缺点 , 明球化剂应 以 Mg为主 、 R 说 以 E为辅 的原 因 ; 对冲入法 、 盖包法 、 喂丝法等球化 处理工 艺的优缺点进行 了比较 。 出了孕育处理对球墨铸铁生产的重要性 , 指 列举 了球墨铸铁 常用孕育剂的成分范围, 并 介绍 了炉前一次孕育和多次孕育 、 瞬时孕育 、 随流孕育的特点 。 关键词 : 球墨铸铁 ; 球化处理工艺 ; 孕育处理工艺 中图分类号 :G 5 T 25 文献标 识码 : A 文章编号 :0 3 84 (0 2 0 — 0 7 0 10 — 3 5 2 1 )4 0 3 — 6
往需要 进行脱 S处理 ;感 应 电炉熔 炼 由于不用焦 炭, 原铁液 州 S量一般在 0 1% ̄ . %。 () . 5 0 3 不需要进 0 0
R E元 素 中和 , 则会 引起球 化不 良。 E与 s 否 R b并
用 还可 以改 善大 断面件 的球 化 。
( 1微量 干扰 元素 。 1) 球 墨铸 铁 中常存 在 一 些 非 特 意加 入 的微 量
球墨铸铁的球化与孕育处理工艺
球墨铸铁的球化与孕育处理工艺摘要:中国的球墨铸铁产量占世界的三分之一以上,与美国相比,同一球墨铸铁件的抗拉强度相差不大,但延伸率和冲击值较低,力学性能达不到要求,已成为生产高强度、高韧性球墨铸铁的瓶颈。
本文通过严格控制材料化学成分、优化冶炼工艺和孕育工艺等措施,生产出了满足qt600-10性能要求的铸造状态铸件。
关键词:球墨铸铁;球化处理工艺;孕育处理工艺1前言中国的球墨铸铁产量占世界的三分之一以上。
与美国相比,同一牌号球墨铸铁的抗拉强度相差不大,但伸长率和冲击值均较低,说明我国球墨铸铁生产原液态铁的冶金质量还有待提高。
技术水平有待提高。
高强度、高韧性球墨铸铁已成为qt600-10、qt700-5等高性能球墨铸铁生产的瓶颈。
qt600-10铸态生铁具有成本优势大,抗拉强度和伸长率高,但不易控制,需要发展相对稳定的球化工艺和合金,以保证高强度和高伸长率。
2化学成分的选择Qt600-10具有高强度、高伸长率的特点。
考虑到最大的经济性,铸造工艺可以满足技术条件,但必须严格控制化学成分。
化学成分选择如下:1)碳当量选择碳当量主要是为了提高铸件性能,消除铸件缺陷,获得良好的铸件,提高力学性能。
一般来说,碳当量的选择接近共晶点。
2)球墨铸铁中的锰、硫和氧在球化过程中可以中和镁和铈,少量的锰可以起到合金化元素的作用。
为了保证高伸长率,欧姆(Mn)的控制范围为:0.4%~0.6%。
3)磷和磷不影响石墨的球化,但可溶于铁溶液中,降低了铁溶液的共晶温度和凝固起始温度。
容易发生偏析,(P)一般控制在0.05%以下。
4)硫硫是抗石墨球化元素,在稀土和镁中加入铁和硫化物部分,其余的球化,属于有害杂质,(S)一般控制在0.02%以下。
5)加入少量铜可以改善铸件截面结构的均匀性,对基体有固溶强化和沉淀硬化的作用。
铜的质量分数一般控制在0.3%~0.5%之间。
6)加入微量元素锡和质量分数0.04%~0.08%,基体中珠光体含量显著增加。
铸铁复习题(简单整理)
复习题:名词:1、遗传性:更换炉料后,虽然铁液的主要化学成分不变,但是铸铁的组织(石墨化程度、白口倾向以及石墨形态甚至集体组织)都会发生变化,炉料与铸铁组织之间的这种关系,习惯上称为遗传性。
2、碳当量:根据各元素对共晶点的实际碳量的影响,将这些元素的量折算成碳量的增减。
铸铁:是以铸造生铁为主要原料,经配料,化铁炉熔化并浇注成形的高碳系铁碳合金灰铸铁:通常是指具有片状石墨的铸铁,断口呈现灰色。
球墨铸铁:铸铁的金相组织中,碳主要是以球状石墨的形态存在的铸铁,在光学显微镜下看起来像片状,短而厚,头部较圆。
蠕墨铸铁:铁液在浇注之前,经蠕化处理和孕育处理,碳主要是以蠕虫状石墨的形态存在的铸铁。
可锻铸铁:将一定化学成分的铁液浇注成百口毛坯,经退火而获得的一种高强度铸铁。
合金铸铁:在普通铸铁中加入合金元素而具有特殊性能的铸铁 .低合金铸铁 :中合金铸铁 :高合金铸铁 :白口铸铁:是碳以渗碳体形态存在的铸铁,其断面为灰白色。
它是一种良好抗磨材料,适于磨料磨损条件下工作。
麻口铸铁:介于白口铸铁和灰铸铁之间的一种铸铁,其断口呈灰白相间的麻点状。
麻口铸铁中的碳既以渗碳体形式存在,又以石墨状态存在 . 成熟度 : 硬化度 : 相对强度 : 相对硬度 : 品质系数 : 3、熔化率:每小时能够熔化金属炉料的质量熔化强度 : q=Q/A 冲天炉熔化率/路内熔化带断面积。
送风量:冲天炉的风量以每分钟在标准状态下鼓风的立方米数。
送风强度:单位炉膛截面积的风量的大小炉体:至加料口下缘至第一排风口中心之间的炉身炉膛:炉体内部的空腔底焦高度:第一排风口中心线到底焦顶为止有效高度 :预热带 :熔化区:从铁料开始熔化至熔化结束这一段炉身高度过热区:将铁料熔化完毕至第一排中心之间的炉身高度。
炉缸区:第一排风口中心至炉底之间的炉体。
氧化带:从空气与焦炭接触的位置开始至炉气中自由氧消失, co2 浓度达到最大。
还原带 :CO2 与 CO 反应, CO2 开始减少 CO 增加,炉温降低。
喂丝球化孕育介绍

e) 线卷的米数在屏幕上可以显示出来(线卷余量在 500 米以上线卷显示为绿色,500 米到 200 米之间显示为黄色,少于 200 米显示为红色并闪烁)
f) 输入 FeSiMg 包芯线数据如下: 输入处理包内铁水的重量,铁水硫含量,温度,喂丝的速度 (取决于处理包的深度,铁水 的压力),镁的吸收率以及球化处理后的目标残余镁量。基于这些参数和包芯线内化学成 分进行计算,得出要达到目标残余镁量需要加入的包芯线长度以及喂丝时间(棕色)。
图 3.a、没有密闭处理室的喂丝处理站设计
图 3.b、每次处理三吨铁水的处理站两种不同的设计
图 3.c、每次处理五吨铁水的处理站设计 2、喂丝机 (1)、单线喂丝机
此设备的发动机带动一个喂丝口,由 CPU 控制。包芯线的喂入速度可以通过主控制软件 进行调整。要控制调整包芯线的速度,使包芯线可以达到处理包的底部, 然后才开始从最低层 金属液开始发生反应,以保证 Mg 可以最大程度的被吸收。喂丝机装有一个开关,设定了米数。 在包芯线的米数达到设定米数时,喂丝机自动停止并抽出包盖下方的包芯线。此设备用于小型 包的球化处理,没有孕育处理工艺。
kg/吨铁水 (25% Mg) 最少 最多
13
22
11
18
-
-
12
18
11
14
-
-
18
24
16
20
-
-
13
17
11
15
-
-
11
14
-
-
-
-
-
-
-
-
6
9
成本(6% Mg) (元/吨铁水)
球墨铸铁球化处理方法
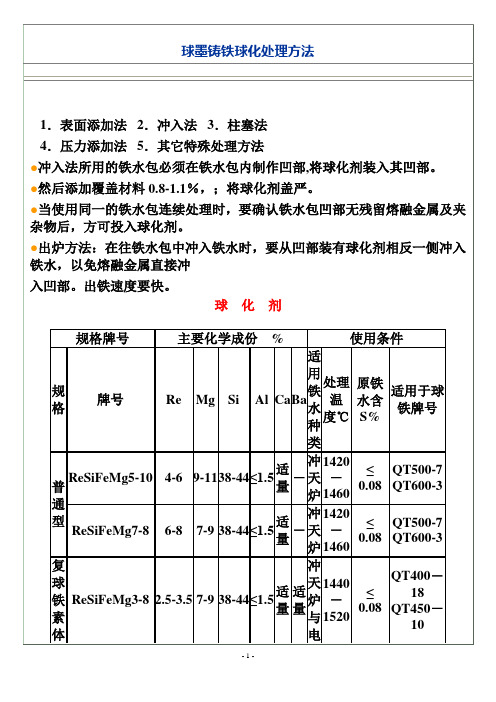
2.1 炉料选择
球铁球化剂的加入效果条件是:高碳、低硅、大孕育量。
为了稳定化学成分和有效地控制促进白口化元素和反球化元素,保证熔炼铁水的质量,选用张钢Z14生铁,其化学成分:C>3.3%,Si 1.25%~1.60%,P≤0.06%,
S≤0.04%。
2.2 球化剂的选择
球化剂的选用应根据熔炼设备的不同,即出铁温度及铁液的纯净度(如含硫量、氧化程度等)而定。
我国最常用的是稀土镁硅铁球化剂,采用这种球化剂处理时,由于合金中含硅量较高,可显著降低镁处理时反应的剧烈程度。
同时也能因增硅而有些孕育作用。
电炉生产时,因温度相对较高,所用球化剂的化学成分见表1。
表1 球化剂FeSiMg8Re7化学成分
项目
出铁温度
/℃S %
球化剂成分/%
Mg Re Si
电炉1420~1480≤0.047.0~9.0 6.0~8.0≤44.0
3 炉前控制
3.1 化学成分选择
球铁原铁液应高碳、低硅、低硫、低磷。
控制好硫的含量,是生产球铁的一个重要条件。
几种牌号的球铁的化学成分见表2。
3.2 球化和孕育处理
球化剂加入量应根据铁液成分、铸件壁厚、球化剂成分和球化处理过程的吸收率等因素分析比较确定。
一般为1.6%~2.0%,若球化剂放置时间较。
生产球铁铁素体基体低的原因

生产球铁铁素体基体低的原因有多个方面。
化学成分:铁素体含量与硅、锰等元素的比例有关。
当硅、锰含量过高时,会使铁素体含量降低。
因此,需要控制好原材料的化学成分,特别是硅、锰的含量。
冷却速度:冷却速度过快或过慢都会影响铁素体的形成。
冷却速度过快可能导致部分区域温度过低,从而抑制铁素体的形成;而冷却速度过慢则可能使整体温度过高,导致奥氏体晶粒长大,从而影响铁素体的形成。
因此,需要控制好冷却速度,以保证铁素体的正常形成。
球化处理:球化处理是生产球铁的关键环节之一。
如果球化处理不当,会导致石墨球形貌不佳,从而影响铁素体的形成。
因此,需要控制好球化剂的加入量和球化处理温度,以保证石墨球的球化效果。
孕育处理:孕育处理能够促进铁素体的形成。
如果孕育处理不当,如孕育剂的加入量不足或孕育温度过低,都可能影响铁素体的形成。
因此,需要控制好孕育剂的加入量和孕育温度,以保证铁素体的正常形成。
炉料:炉料的状态和成分也会影响铁素体的形成。
例如,如果原材料中含有较多的氧化物、硫化物等杂质,会降低铁素体的形成。
因此,需要控制好原材料的质量和加入量,以保证铁素体的正常形成。
总之,生产球铁铁素体基体低的原因是多方面的,需要从原材料、工艺参数等方面进行控制和优化,以保证球铁的质量和性能。
球墨铸铁
球墨铸铁球墨铸铁是指铁液经球化处理后,使石墨大部或全部呈球状形态的铸铁。
与灰铸铁比较,球墨铸铁的力学性能有显著提高。
因为它的石石墨呈球状,对基体的切割作用最小,可有效地利用基体强度的70%~80%灰铸铁—般只能利用基体强度的30%。
球墨铸铁还可以通过合金化和热处理,进一步提高强韧性、耐磨性、耐热性和耐蚀性等各项性能。
球墨铸铁自1947年问世以来,就获得铸造工作者的青睐,很快地投入了工业性生产。
而且,各个时期都有代表性的产品或技术。
20世纪50年代的代表产品是发动机的球墨铸铁曲轴,20世纪60年代是球墨铸铁铸管和铸态球墨铸铁,20世纪70年代是奥氏体-贝氏体球墨铸铁,20世纪80年代以来是厚大断面球墨铸铁和薄小断面轻量化、近终型球墨铸铁。
如今,球墨铸铁已在汽车、铸管、机床、矿山和核工业等领域获得广泛的应用。
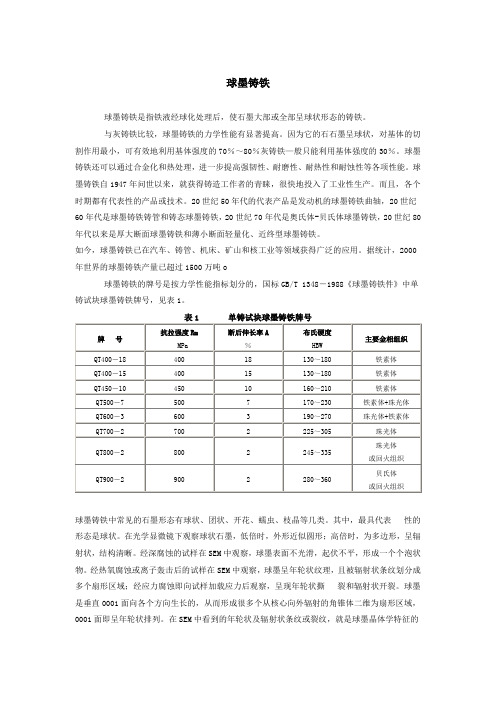
据统计,2000年世界的球墨铸铁产量已超过1500万吨o球墨铸铁的牌号是按力学性能指标划分的,国标GB/T 1348-1988《球墨铸铁件》中单铸试块球墨铸铁牌号,见表1。
球墨铸铁中常见的石墨形态有球状、团状、开花、蠕虫、枝晶等几类。
其中,最具代表性的形态是球状。
在光学显微镜下观察球状石墨,低倍时,外形近似圆形;高倍时,为多边形,呈辐射状,结构清晰。
经深腐蚀的试样在SEM中观察,球墨表面不光滑,起伏不平,形成一个个泡状物。
经热氧腐蚀或离子轰击后的试样在SEM中观察,球墨呈年轮状纹理,且被辐射状条纹划分成多个扇形区域;经应力腐蚀即向试样加载应力后观察,呈现年轮状撕裂和辐射状开裂。
球墨是垂直0001面向各个方向生长的,从而形成很多个从核心向外辐射的角锥体二维为扇形区域,0001面即呈年轮状排列。
在SEM中看到的年轮状及辐射状条纹或裂纹,就是球墨晶体学特征的反映。
球墨铸铁一般为过共晶成分,因此球状石墨的长大,应包括两个阶段:①先共晶结晶阶段,球墨核心形成后,在铁液及贫碳富铁的奥氏体晕圈中长大。
②共晶结晶阶段,球墨周围形成奥氏体外壳,即球墨-奥氏体共晶团。
大型球铁件的生产技术
大型球铁铸件的熔炼技术天乾重工铸铁厂年生产能力铸件3万吨,以大中型铸件生产为主。
自2008年投产以来主要生产风电铸件、大型机床件、注塑机模板、核电机壳、各种缸体等等。
在大断面球铁铸件的生产中也积累了雄厚的技术基础,在同行业和客户中获得了良好的口碑。
今年我分公司发展再上台阶,与国内一些著名企业结成了战略合作伙伴关系。
有三一集团、陕鼓集团、杭州创研、海天集团、沈阳机床、中国一重、中国二重、上海迎风等核心客户。
形成了单件铸件超过了120吨的生产能力。
中捷横梁长度13米,铸件毛重87吨,最大壁厚300mm。
技术要求导轨面硬度不低于175HB,球化等级大于3级。
是标准的大型球铁件。
牌号:QT500-7 属厚大断面铁素体+珠光体球墨铸铁熔炼设备:20T+40T中频电炉浇注设备:25T+40T铁水包球化处理浇注造型工艺:呋喃树脂砂砂箱造型补缩工艺:外冷铁+自补缩容易产生的问题:球化衰退,石墨漂浮,碎块状石墨,反白口,缩松缩孔,中心部位石墨球数减少。
关键词:球墨铸铁,大断面,吨位大,球化等级,硬度,预处理一:原辅材料选用1 选用优质高纯生铁,生铁应属共晶成分,避免过共晶成分以避免生成过共晶的粗大石墨。
微量元素总量≤0.1%,Ti≤0.04%,微量反球化干扰元素的总量<0.1%。
干扰元素分为两大类,一类是消耗球化元素型干扰元素,例如硫;另一类是晶间偏析型干扰元素,包括锡,锑,砷,铜,钛,铝等等。
在共晶结晶时,这些元素富集在晶界,促进碳在共晶后期形成畸形的枝晶状石墨。
P含量要求≤0.03%,避免产生磷共晶。
P 既显著升高塑-脆转变温度,又强烈降低球墨铸铁的上限冲击功,P对球铁的脆化危害作用主要是形成磷共晶(三元磷共晶,二元磷共晶)。
所以成为裂纹的发源地,同时加剧球墨铸铁的缩松倾向。
S含量要求≤0.015% 国内产自本溪和林州的生铁干扰元素少纯净度高,故适合生产大型球铁铸件。
2废钢选用纯净低锰低磷低硫无铁锈无涂层的碳素钢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
③ 减小晶间偏析。
第六次课 讲解
孕育处理方法
1. 炉前一次孕育; 2. 倒包孕育; 3. 瞬时孕育; (1) 浇口杯孕育; (2) 浇包漏斗随流孕育法; (3) 孕育丝法; (4) 浇包孕育棒法; (5) 浮硅孕育;
(6) 型内孕育。
第六次课 讲解
球化处理方法
1. 冲入法; 2. 自建压力加镁法; 3. 转包法;
4. 盖包;
5. 型内法; 6. 钟罩法; 7. 密封流动法; 8. 型上法。
第六次课 讲解
孕育处理
孕育处理就是在浇注前或浇注过程中向金属液 中加入少量的某种物质,以影响金属液生核过程,从 而改变其凝固特性的处理工艺。 孕育处理的目的