焊锡含量测试方案
锡膏的评估
锡膏的评估学会怎样通过一个稳健的焊锡系统评估的模式来为公司节省经费。
焊接系统是化学可兼容性过程的一个重要部分,应该彻底地评估,以得到维持或改进。
一个焊接系统可定义为所有具有助焊剂的化学物质,诸如锡膏、波峰焊接助焊剂和多数的返工材料。
为了本评估的目的,我们认为波峰焊接系统用的焊锡条和锡线严格地说是一种商品,不是系统评估的部分。
我们使用一个在下面将要详细描述的6σ 程序来进行焊接系统的评估分析。
在过去三年里,通用电气公司(General Electric Company)已经使用6σ 程序来评估和引入工艺。
在6σ 程序中使用的统计工具与方法适合于一个焊接系统评估所要求的分析类型。
在我们的焊接系统评估开始时,我们决定任何认可的系统必须至少与我们现有的系统一样好,不管价格。
与工业中其它人的讨论使我们相信我们现有的焊接系统是一个非常令人敬畏的敌人。
我们的目标是以许多标准来评估许多的供应商。
我们将认可所有比我们现有系统表现更好的系统。
通过认可几个不同的系统,采购部门将能够讨价还价,而不陷入唯一来源。
当我们简单地宣布我们计划进行评估时,我们现在的焊锡系统供应商将其价格降低39%! 认可几个不同的系统给你机会节约公司的资金。
要评估哪些制造商?评估中我们的第一步是决定我们要求的锡膏(solder paste)类型。
我们的板有密间距(fine pitch,小于20-mil)、侵入式回流焊接(通孔引脚在锡膏中pin-in-paste)、双面回流焊接和胶点。
通过考查我们的工艺过程和几个锡膏制造商一起工作,我们决定我们需要免洗、低残留物、探针可测试的(pin testable)、63锡/37铅、90%金属含量的锡膏。
提前决定这些需求缩短了涉及索求报价的时间与工作。
简单地询求每年多少重量的锡膏将使供应商判断我们的需求,引导他们适当地报价不同的产品。
专门确定我们所要求的锡膏是比较不同制造商类似产品的最好方法。
其次,我们决定应该让哪些供应商来完成评估。
PCBA检验标准
检验工具
检验
频率
缺点类型
CR
MA
MI
零件缺件或多件
目视/放大镜
每批
◎
零件错件规格不符者
◎
零件浮高> 1mm
◎
零件极性反
◎
CONNECTOR(连接器)、WAFER(晶体零件)及SWITCH(开关零件)不可浮高
◎
电容/立式零件倾斜> 15°
◎
点胶不良(导热胶,固定胶)
◎
零件破损
◎
零件松脚, 冷焊者不可接受
◎
焊脚长超过规格(>1.5mm)
卡尺
每批
◎
短路
目视/放大镜
每批
◎
PCB脏污(含残留助焊剂)
PCB白化
锡球、锡珠(实际大小会造成零件之间及两PIN短路)
◎
未贴VERSION 卷标
○
检验项目/标准
检验工具
检验 频率
缺点类型
CR
MA
MI
空焊
目视/放大镜
每批
◎
锡洞> 50%
焊锡面插件及PTH焊点锡尖高度不可超过100 mils
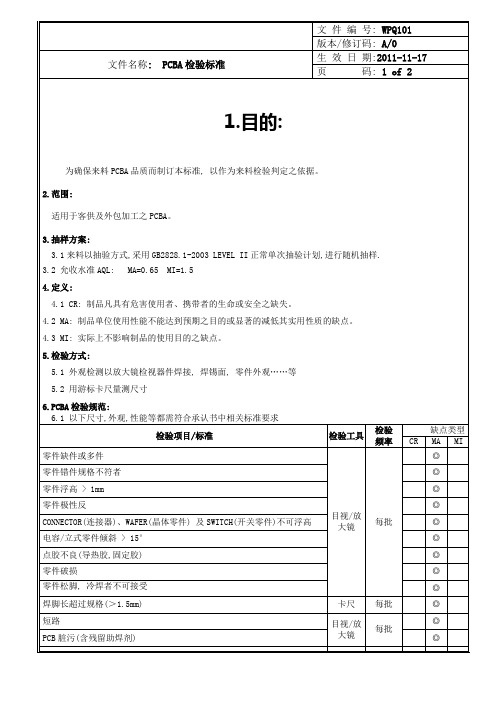
1.目的:
为确保来料PCBA品质而制订本标准, 以作为来料检验判定之依据。
2.范围:
适用于客供及外包加工之PCBA。
3.抽样方案:
3.1来料以抽验方式,采用GB2828.1-2003 LEVEL II正常单次抽验计划,进行随机抽样.
3.2 允收水准AQL: MA=0.65 MI=1.5
4.定义:
4.1 CR: 制品凡具有危害使用者、携带者的生命或安全之缺失。
4.2 MA: 制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点。
SMT常用标准
SMT常用标准SMT有哪些常用标准?接下来我们一起了解。
1)IPC-ESD-2020: 静电放电控制程序开发的联合标准。
包括静电放电控制程序所必须的设计、建立、实现和维护。
根据某些军事组织和商业组织的历史经验,为静电放电敏感时期进行处理和保护提供指导。
2)IPC-SA-61 A: 焊接后半水成清洗手册。
包括半水成清洗的各个方面,包括化学的、生产的残留物、设备、工艺、过程控制以及环境和安全方面的考虑。
3)IPC-AC-62A: 焊接后水成清洗手册。
描述制造残留物、水成清洁剂的类型和性质、水成清洁的过程、设备和工艺、质量控制、环境控制及员工安全以及清洁度的测定和测定的费用。
4)IPC-DRM -4 0E: 通孔焊接点评估桌面参考手册。
按照标准要求对元器件、孔壁以及焊接面的覆盖等详细的描述,除此之外还包括计算机生成的3D 图形。
涵盖了填锡、接触角、沾锡、垂直填充、焊垫覆盖以及为数众多的焊接点缺陷情况。
5)IPC-TA-722: 焊接技术评估手册。
包括关于焊接技术各个方面的45 篇文章,内容涉及普通焊接、焊接材料、手工焊接、批量焊接、波峰焊接、回流焊接、气相焊接和红外焊接。
6)IPC-7525: 模板设计指南。
为焊锡膏和表面贴装粘结剂涂敷模板的设计和制造提供指导方针i 还讨论了应用表面贴装技术的模板设计,并介绍了带有通孔或倒装晶片元器件的?昆合技术,包括套印、双印和阶段式模板设计。
7)IPC/EIA J-STD-004: 助焊剂的规格需求一包括附录I 。
包含松香、树脂等的技术指标和分类,根据助焊剂中卤化物的含量和活化程度分类的有机和无机助焊剂;还包括助焊剂的使用、含有助焊剂的物质以及免清洗工艺中使用的低残留助焊剂。
8)IPC/EIA J-STD -005 :焊锡膏的规格需求一包括附录I 。
列出了焊锡膏的特征和技术指标需求,也包括测试方法和金属含量的标准,以及粘滞度、塌散、焊锡球、粘性和焊锡膏的沾锡性能。
SMT焊锡原理、工艺培训
焊锡废弃物的处理与回收利用
有害废弃物处理
将有害废弃物交给专业机构进行无害化处理, 避免对环境和人体健康造成危害。
无害废弃物回收
将无害废弃物进行分类回收,如塑料、金属 等,实现资源再利用。
建立废弃物管理制度
制定废弃物分类、收集、运输和处理的具体 规定,确保废弃物得到妥善处理。
SMT焊锡原理、工艺培训
目 录
• SMT焊锡原理 • SMT工艺流程 • SMT焊接质量与控制 • SMT焊锡缺陷与解决方案 • SMT焊锡安全与环保
01 SMT焊锡原理
焊锡的物理特性
01
02
03
焊锡的粘度
焊锡在熔化状态下具有一 定的粘度,影响其流动性 和润湿性。
焊锡的表面张力
焊锡表面的分子间的吸引 力,影响焊锡的润湿和流 动。
使用防静电服
避免静电对电子元件造成损坏 。
定期检查和维护设备
确保设备正常运行,降低事故 风险。
焊锡作业的环保要求与处理方法
减少焊锡烟雾的产生
采用低烟无卤素焊锡材料,降低烟雾排放。
安装排风设备
将焊锡烟雾及时排出车间,减少室内污染。
废弃物分类处理
将废弃物分为有害和无害两类,分别进行回 收和处理。
定期监测环境质量
详细描述
焊锡桥连通常是由于焊接过程中焊锡流动不受控制或焊点间距过小等原因造成的 。为避免焊锡桥连,可以采取增加焊点间距、优化焊接工艺参数、使用防焊锡桥 连的辅助工具等措施。
05 SMT焊锡安全与环保
焊锡作业的安全防护措施
使用防护眼镜
防止焊锡烟雾和飞溅物对眼睛 造成伤害。
佩戴防尘口罩
减少吸入焊锡烟雾和微粒,保 护呼吸系统。
Solderability Test WI Ref焊锡测试指引
1.0 目的通过上锡测试来检测电镀产品的上锡性能,能否满足客户要求。
2.0 适用范围适用于全部有焊锡要求的产品。
3.0 职责3.1检测中心作业人员负锡炉的操作及日常维护点检;3.2检测中心负责锡炉的管制与维护;3.3电工负责锡炉的维修。
4.0 程序4.1作业前准备:4.1.1提前60分钟打开锡炉的电源开关,以溶解锡炉内的锡块;4.1.2准备好干净布手套,凡是接触需要焊锡的部品,作业时必须戴好干净布手套。
4.1.2 作业人员在操作时要注要高温安全。
4.2作业程序:4.2.1 将锡炉升温至245±5℃(如客户的有特殊要求依客户要求执行)。
4.2.2 用工具去除锡炉表面的氧化层。
4.2.3 用镊子捏住产品,将需焊锡部位垂直浸入锡炉中浸5秒左右。
4.2.4如有的产品需要用助焊剂,浸锡前将待上锡部位浸入助焊剂中浸2秒左右,将产品移出助焊剂,轻轻甩一下表面的助焊剂水珠,再将产品浸泡在锡炉5秒左右.然后在室温条件干燥5-20秒。
4.2.4以上测试记录由检测中心留存,出货报告记录焊锡结果随货附送给客户。
4.3检测标准:4.3.1上锡部品在上锡位置必须有95%以上的面积上锡良好,有缺陷的部分不能集中在5%的面积内,焊锡位不能有针孔、流锡、聚锡、变色出现,并每次做3-5个样品试验,检验标准是按C=0执行。
4.3.2 客户有要求的则依客户要求进行。
4.4注意事项:4.4.1使用锡炉时必须地线或漏电保护装置,不可在潮湿、可燃性气体环境下使用。
4.4.2首次使用须把锡条装入,加热溶化后将电位器调至245±5℃恒温范围作业。
4.4.3 因焊锡炉长期限使用,焊锡炉中有各种杂质的积累会影响到产品的焊锡效果,所以焊锡炉的锡使用半年后要更换一次。
4.4.4 注意不同锡炉所使用的焊锡材料可能不一致,添加锡条时不要加混。
5.0 如有未尽事宜,请参见客户提供检验标准。
6.0 测试样品保留期限6.1 客户要求保留测试样品的在出货时与产品一起附送。
焊锡检验标准

焊锡检验标准焊锡是一种常用的焊接材料,广泛应用于电子、电器、通讯等行业。
为了确保焊接质量和产品可靠性,对焊锡的检验标准非常重要。
本文将介绍焊锡检验标准的相关内容,以便于大家更好地了解和应用。
首先,焊锡的外观检验是非常重要的一项内容。
在外观检验中,需要检查焊锡的表面是否平整光滑,无氧化、杂质等缺陷。
同时,还需要检查焊锡的颜色是否均匀,是否符合标准要求。
外观检验可以直观地了解焊锡的质量状况,为后续的工艺操作提供重要参考。
其次,焊锡的化学成分也是需要进行检验的重要内容之一。
焊锡的化学成分直接影响着焊接接头的性能和可靠性。
常见的焊锡化学成分包括铅锡合金、银锡合金等,需要通过化学分析仪器进行准确检测,确保焊锡的成分符合标准要求,以保证焊接接头的质量和稳定性。
另外,焊锡的焊接性能也是需要进行检验的重要内容之一。
焊接性能包括焊接温度、焊接速度、焊接强度等指标。
通过焊接试样的制作和测试,可以全面了解焊锡的焊接性能,为工艺操作提供重要依据。
最后,焊锡的环保性能也是需要进行检验的内容之一。
随着环保意识的提高,焊锡的环保性能越来越受到重视。
焊锡在使用过程中是否会产生有害物质,对环境和人体是否有危害,都需要进行严格检验,以确保产品的安全和环保性。
总之,焊锡的检验标准涉及外观、化学成分、焊接性能、环保性能等多个方面,需要进行全面、准确的检验和测试。
只有确保焊锡的质量符合标准要求,才能保证焊接接头的质量和产品的可靠性。
希望本文的介绍能够对大家有所帮助,谢谢阅读!。
焊锡测试操作说明书

不要直接用手直接去拿要测 试的接触件
3.测试
(1)将样品的接触件 垂直于锡面侵入 锡炉(图2) (2)根据技术要求把 握测试时间
2
(1)测试时保持锡面平稳 (2)可焊性测试时间为 3~5S,耐焊接热时间为5~10S
(1)将样品取出后, 目测其表面的焊 锡效果 (2)对于耐焊接热的 样品,根据图纸 4.观察样品 要求看其塑料件 是否有起泡和变 形;接触件是否 是否有变色和脱 落等异常情况 (1)将测试后的结果 在表格中详细记 录 5.记录和 (2)对于有问题的要 反馈 及时上报上级进 行处理
机器设备操作指导书
制订 操作步骤 审核 操作方法 (1)将锡炉开关打开 (2)根据要求选择温 度—可焊性试验 一般在245±5℃, 耐焊接热试验一 般在265±5℃
焊/B
注意事项
1.开启
1
用温度计测试锡炉是 否达到设定温度
2.样品试 验前处理
(1)取样品要戴手指 套 (2)将样品干燥5S
锡层可焊性测试作业指导书
版本版次A/01锡镀层可焊性测试作业指导书页码共2页第1页1.目的:保证公司焊锡产品能满足客户焊锡要求。
2.范围:适用于公司所有需焊锡的镀锡产品。
3.标准:本标准参照国标GB2423.28-85。
3.1.本标准分锡层老化后测试和一般测试,老化后测试是指被测镀锡工件在经93±2℃蒸汽老化 8小时或高温150±5℃4小时后再浸标准助焊剂的浸锡测试。
(两者任选一种或都选)一般测试:指镀锡工件在不经老化,不沾助焊剂的情况下所做的浸锡测试。
3.2.焊料:焊料分无铅焊料和锡铅焊料。
3.2.1.无铅焊料指含锡96.5%铜0.5%银3%,其焊锡使用温度245±5℃。
3.2.2.锡铅焊料含锡63%铅37%,使用温度235±5℃。
3.3.浸锡判定标准3.3.1.浸锡面外观平滑、光亮、上锡面积大于浸入面积的95%为合格。
3.3.2.浸锡面有如下状况之一者视为不合格:漏锡、起泡、针孔、堆锡、上锡面积小于浸入面积的95%等。
4.试样抽查数量严格标准:每批抽取30件(或依客户要求);一般标准:每批抽取20件。
5. 操作步骤:5.1 一般测试:5.1.1 打开电源开关,将控温仪设定在所需的温度。
5.1.2 锡炉中的焊料完全熔化后,需用300℃的水银温度计测试焊料温度,若实测的温度与电子温度计显示的温度不一致时,则需调整控温仪至所需的温度范围。
5.1.3 用不锈钢片(或合适的刮片)轻轻刮去焊料表面的氧化层(锡渣),之后立即进行测试。
5.1.4 用专用焊锡钳(可用医用止血钳代替)夹住被测件, 即 以25±2.5mm/秒的速度垂直浸入焊料中 3 ~ 5秒(较大的浸锡工件可适当延长时间,以工件周围焊料应力窝消失为准)。
再以25±2.5mm/秒速度垂直取出工件观察(可借助4~10倍放大镜)。
5.1.5 根据3.3进行判定,并将判定结果记录于《锡层可焊性测度报告》、《来料验收检验报 编写: 日期: 审核: 日期: 审批: 日期:版本版次A/01锡镀层可焊性测试作业指导书页码共2页第1页 告》上。