10模具移交验收单
模具移交单模板范例
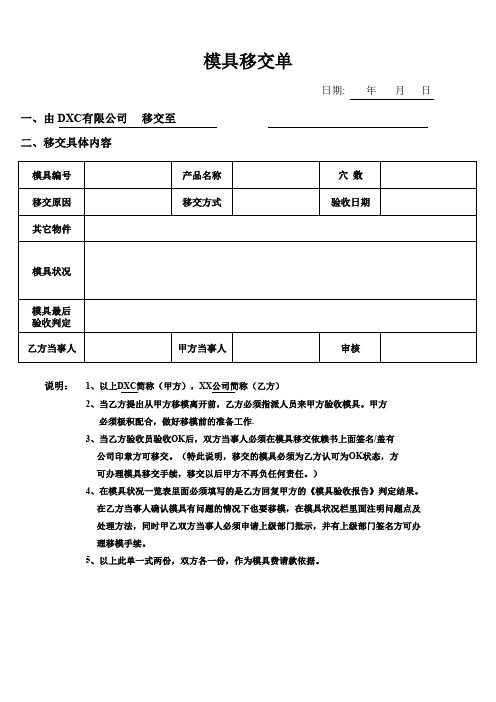
模具移交单
日期: 年月日
一、由 DXC有限公司移交至
二、移交具体内容
说明:1、以上DXC简称(甲方),XX公司简称(乙方)
2、当乙方提出从甲方移模离开前,乙方必须指派人员来甲方验收模具。
甲方
必须极积配合,做好移模前的准备工作.
3、当乙方验收员验收OK后,双方当事人必须在模具移交依赖书上面签名/盖有
公司印章方可移交。
(特此说明,移交的模具必须为乙方认可为OK状态,方
可办理模具移交手续,移交以后甲方不再负任何责任。
)
4、在模具状况一览表里面必须填写的是乙方回复甲方的《模具验收报告》判定结果。
在乙方当事人确认模具有问题的情况下也要移模,在模具状况栏里面注明问题点及
处理方法,同时甲乙双方当事人必须申请上级部门批示,并有上级部门签名方可办
理移模手续。
5、以上此单一式两份,双方各一份,作为模具费请款依据。
模具验收单
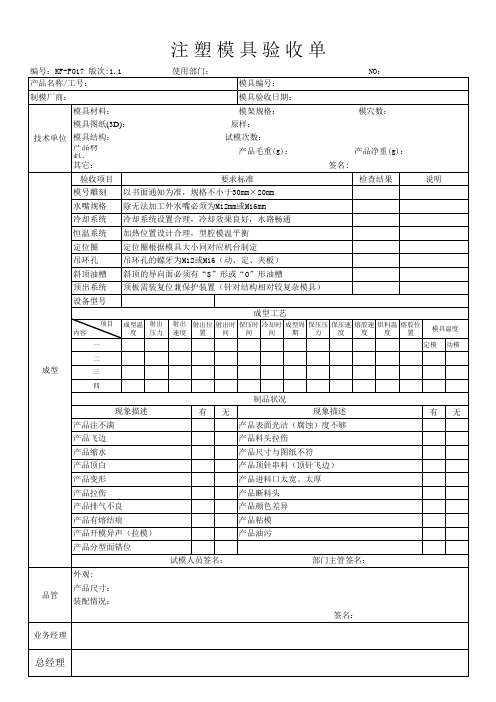
斜顶油槽 斜顶的导向面必须有“S”形或“O”形油槽
顶出系统 顶板需装复位兼保护装置(针对结构相对较复杂模具)
设备型号
内容
项目
一
成型温 射出 度 压力
成型工艺
射出 射出位 射出时 保压时 冷却时 成型周 保压压 保压速 熔胶速 烘料温 熔胶位 速度 置 间 间 间 期 力 度 度 度 置
模具温度
定模 动模
二
成型
三
四
制品状况
现象描述 产品注不满
有无
现象描述
产品表面光洁(腐蚀)度不够
有无
产品飞边
产品料头拉伤
产品缩水
产品尺寸与图纸不符
产品顶白
产品顶针串料(顶针飞边)
产品变形
产品进料口太宽、太厚
产品拉伤
产品断料头
产品排气不良
产品颜色差异
产品有熔结痕
产品粘模
产品开模异声(拉模)
产品油污
产品分型面错位
试模人员签名:
注塑模具验收单
编号:KF-F017 版次:1.1
使用部门:
NO:
产品名称/工号:
模具编号:
制模厂商:
模具验收日期:
模具材料:
模架规格:
模穴数:
模具图纸(3D): 原样:
技术单位 模具结构: 产品材
料: 其它:
试模次数: 产品毛重(g):
产品净重(g): 签名:
验收项目
要求标准
检查结果
说明
模号雕刻 以书面通知为准,规格不小于30mm×20mm
水嘴规格 除无法加工外水嘴必须为M12mm或M16mm
冷却系统 冷却系统设置合理,冷却效果良好,水路畅通
恒温系统 加热位置设计合理,型腔模温平衡
模具移交检测表
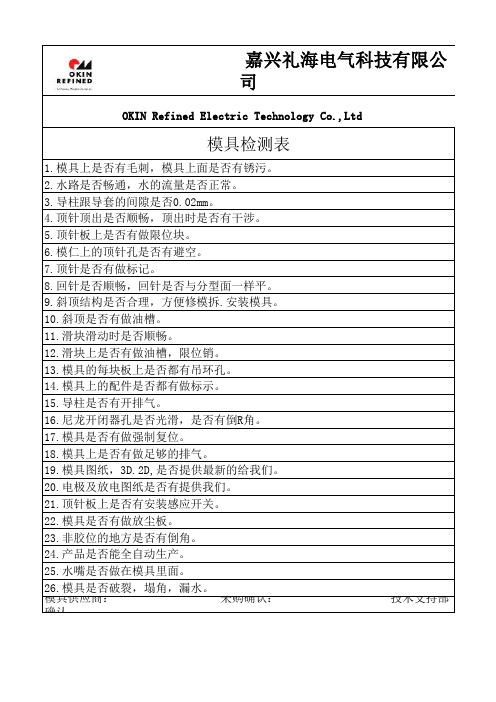
嘉兴礼海电气科技有限公司
OKIN Refined Electric Technology Co.,Ltd
模具检测表
1.模具上是否有毛刺,模具上面是否有锈污。
2.水路是否畅通,水的流量是否正常。
3.导柱跟导套的间隙是否0.02mm。
4.顶针顶出是否顺畅,顶出时是否有干涉。
5.顶针板上是否有做限位块。
6.模仁上的顶针孔是否有避空。
7.顶针是否有做标记。
8.回针是否顺畅,回针是否与分型面一样平。
9.斜顶结构是否合理,方便修模拆.安装模具。
10.斜顶是否有做油槽。
11.滑块滑动时是否顺畅。
12.滑块上是否有做油槽,限位销。
13.模具的每块板上是否都有吊环孔。
14.模具上的配件是否都有做标示。
15.导柱是否有开排气。
16.尼龙开闭器孔是否光滑,是否有倒R角。
17.模具是否有做强制复位。
18.模具上是否有做足够的排气。
19.模具图纸,3D.2D,是否提供最新的给我们。
20.电极及放电图纸是否有提供我们。
21.顶针板上是否有安装感应开关。
22.模具是否有做放尘板。
23.非胶位的地方是否有倒角。
24.产品是否能全自动生产。
25.水嘴是否做在模具里面。
26.模具是否破裂,塌角,漏水。
模具供应商: 采购确认: 技术支持部确认:
部确认:。
模具验收单范本

模具验收单范本
模具验收单范本
一、概述
模具验收单是指在模具制造完成后,由质检部门进行的检测,并出具的一份检测报告。
该报告是对模具质量的评估,也是对模具是否符合设计要求的证明。
本文将提供一份模具验收单范本,以供参考。
二、模具基本信息
1. 模具名称:
2. 模具编号:
3. 模具型号:
4. 模具材料:
5. 模具重量:
三、外观检查
1. 外观缺陷:无
2. 表面光洁度:良好
3. 喷涂情况:符合要求
4. 产品尺寸:符合设计要求
四、结构检查
1. 零件拼装情况:无误差
2. 零件间隙情况:符合要求
3. 动态配合情况:正常运转
4. 固定方式:牢固可靠
五、试模情况
1. 试模次数:10次
2. 试模材料:ABS塑料
3. 产品表面质量:良好
4. 产品尺寸偏差:小于0.05mm
5. 塑件表面气泡和痕迹情况:无明显气泡和痕迹
六、结论
1. 该模具符合设计要求,可以投入生产使用。
2. 模具制造单位:XXX公司
3. 检验员:XXX
4. 验收日期:XXXX年XX月XX日
七、备注
1. 模具制造过程中,存在一些小问题,但对模具的质量没有影响。
2. 模具使用寿命需要定期检查和维护。
八、总结
通过以上内容的详细介绍,我们可以了解到模具验收单的基本信息和要求。
在进行模具制造时,必须按照要求进行检测和验收,以保证模具的质量和使用效果。
同时,在使用过程中也需要定期检查和维护,以延长其使用寿命。
冲压模具验收单
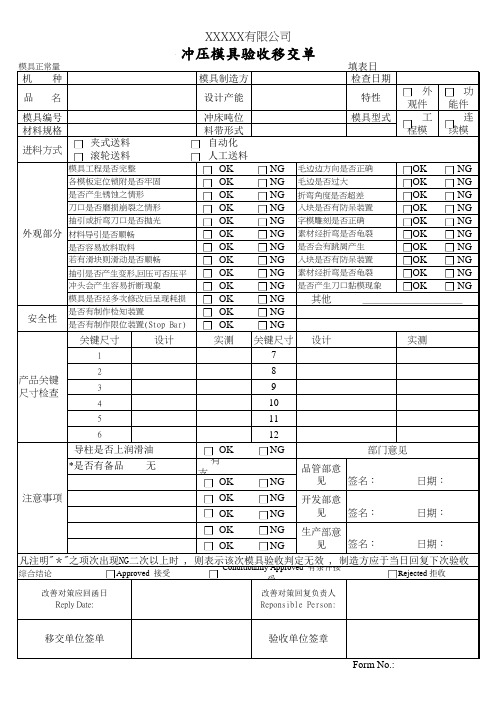
移交单位签单
验收单位签章 Form No.:
毛边边方向是否正确
设计
实测
产品关键 尺寸检查
导柱是否上润滑油 *是否有备品 注意事项 无
部门意见 品管部意见 开发部意见 签名: 签名: 日期: 日期:
生产部意见 签名: 日期: OK NG 凡注明"*"之项次出现NG二次以上时 , 则表示该次模具验收判定无效 , 制造方应于当日回复下次验收时间 .
XXXXX有限公司
冲压模具验收移交单
模具正常量产使用开始时间: ;模具正常量产产品数量: 件
机 种 品 名 模具编号 材料规格 进料方式 夹式送料 滚轮送料
模具工程是否完整 各模板定位锁附是否牢固 是否产生锈蚀之情形 刀口是否磨损崩裂之情形 抽引或折弯刀口是否抛光
外观部分 材料导引是否顺畅
是否容易放料取料 若有滑块则滑动是否顺畅 抽引是否产生变形,回压可否压平 冲头会产生容易折断现象 模具是否经多次修改后呈现耗损 是否有制作检知装置 是否有制作限位装置(Stop Bar)
填表日期: 检查日期 特性 模具型式
年
外观件 工程模
月
日
功能件 连续模
OK NG 毛边是否过大 OK NG OK NG 折弯角度是否超差 入块是否有防呆装置 OK NG 字模雕刻是否正确 OK NG 素材经折弯是否龟裂 OK NG 是否会有跳屑产生 OK NG 入块是否有防呆装置 OK NG 素材经折弯是否龟裂 OK NG 是否产生刀口黏模现象 OK NG __________ 其他
模具验收单

□NG
□不适用
6、导柱及导套。上模安装4*Ø16或Ø20的导柱,导柱伸进下模的高度至少等于产 □OK
品高度+5mm,导柱不可松动,导柱导套要符合MISUMI标准。
□NG
□不适用
□OK
7、模具受力平衡,弹簧分布均衡,且能有效脱料。
□NG
□不适用
8、送料安全检查(方法一):用检测针检测,检测针的直径要小于检测孔的直 □OK 径,检测针弹簧的力不可太大(当无法安装光感时,经我司确认后可以采用本 □NG
□NG
□不适用
13、卸料板螺丝限位,卸料板与上模板之间安装限位柱,限位柱的长度,直径 □OK
及弹簧强度要合理。
□NG
□不适用
□OK
□NG
□不适用 □OK □NG □不适用 □OK □NG □不适用 □OK □NG □不适用 □OK □NG □不适用
14、切料冲子要可以在卸料板内快速顺利活动,冲子和对应的模板位置要刻上 □OK 冲子代号,不使用的冲子要涂上防锈油分类保管。上模冲子与固定板之间要有 □NG
己制作。LED要能从外面看得到。
□不适用
10、导正钉:导正钉的直径,长度及导向是否合理,导正钉的弹簧力不能太大 。
□OK □NG □不适用
11、浮料钉:浮料钉的位置、高度及直径是否合理,浮料针要做成圆形的,导 正孔不能有毛刺,浮料针弹簧的力要大于导正钉弹簧的力。
□OK □NG □不适用
□OK
12、在必要的情况下,下模要开防跳槽。
□NG
□不适用
26、切断面与亮带面的比例:切断面太多或太少,毛刺高度是否可接受,毛刺 高度MAX: 。
□OK □NG □不适用
□OK
27、模具线切割数和表面质量符合我司要求,不存在偷工减料现象。
模具移交验收单
模具移交验收单
版本号:A-0 ;表单编号:
客户名称
模具名称
模具编号
型腔数量
产品图号
序号
移交清单
数量
移交状态
接收状态
1
模具状态
2
模具履历卡
3
顶杆
4
销子
5
推管
6
过程记录
7
8
9
10
Байду номын сангаас
11
12
1.此表单一式两联.经双方签字确认后,第一联由移交部门保留,第二联由接收部门保留;
说 明 2.此表单中接收状态由接收人对移交状态及数量和清单确认无误后进行填写;其余部分均由 移交人填写;
审核
3.此表单必须经双方签字确认并由接收部门主管审核后方可生效.
接收人
移交人
移交日期
---模具验收移交单
模具名称客户/接收部门模具完成日期供应商资料提交有 无有 无有 无有 无满足模具设计要求符合 符合模具材料及处理符合符合符合符合符合不符合不符合不符合不符合不符合无无无无模具外观品质 符合 有 符合不符合 无 不符合无要求无要求无要求设计尺寸实测尺寸设计尺寸实测尺寸设计尺寸实测尺寸主要结构件的状况(试模)有有有有正常正常正常无无无无不正常不正常不正常无要求无要求无要求无要求易损件及备件备注:____________________试模过程产品外观品质型腔号尺寸规格实测型腔号尺寸规格实测型腔号尺寸规格实测厂长意见签名日期总经理意见签名日期综合结论:Approved 接受 Conditionally Approved 有条件接收 Rejected 拒收注:1.本表一式五份,制造厂家一份,注塑部一份,技术部一份,品管部一份,财务部一份。
2.附《试模报告单》和《工艺参数卡》各一份。
检验日期高最终电极位置的设定数据:模具结构图:零件图(包括二、三维数据):打印图纸:变形、伤痕:编号:表面铁锈:模芯号标识左右件标识模具号标识时间钟标识抽心滑块顶杆备注:_____正常 不正常正常 不正常正常 不正常正常 不正常正常 不正常正常 不正常正常 不正常顶出位置:进料口:定位环:表面处理:脱模:冷却系统:其他:模具设计方案和图纸:浇口和分型面位置:设计验收描述:宽模具验收移交单部门意见品管部签名/日期:技术部签名/日期:模具部签名/日期:产品主要尺寸检查齐全 不齐全 符合 不符合模具编号模具料号成型部签名:日期:模具部签名:日期:检验人员说明:________说明:________说明:________说明:________说明:________按《模具加工协议》采购部签名:日期:不符合模具 不符合 技术部签名:日期:深圳市***科技有限公司SHENZHEN *** OPTICAL CO., LTD.验收OK,准予移交!验收NG,不可移交!制造厂商合 同 号模具试模/量产使用开始时间: ;模具正常量产产品数量: 件。
模具验收单 范本
) )
SKD11 SKD11 / / 螺丝固定 / (H)mm □无 无 □无 □无 □无 □无 无 □无 □否 □否 □否 □否 □否 □否 模具科 承认 担当
材料投入量 0.67 机器转速 机器吨位 出料方式 送料方式 机器用油 冲头 /
备 品 备 件
入子 垫片 其它
1、连续正常生产时,有无异常现象。 2、是否达到设计要求。 金 型 状 态 3、尺寸、外观、形状 是否安定,不良率是否正常0.1%以下。 4、上下模配合是否吻合,卸料板与导柱配合是否顺畅。 5、模具整体制作是否合理,精良。 6、冲头、入子是否磨损。 技术开发部判定: □合格 □需量产判定 ( □ 1批量数量 ( □ 2批量数量 量 产 情 况 第一批量注番 加工日期 生产数量
冲压科 承认 担当
评价:
事业部
成本管理部 技术开发部
欧达可电子(深圳)有限公司
管理No.CG-1-015(B)
G-1-015(B)
模具验收单(冲压模)
金型提供方 □社内模具部制作 □外协厂商制作(厂商名称: 金型名称 验收内容 部品材质 厚(T)×宽(W)×步距(P)×比重(ρ) 材料规格 金型取数 生 产 条 件 部品净重 3.5 Cav g/模 g/模 秒/pcs 吨 落料 机送 冲剪油 / / / / 资 料 金 型 规 格 单边刃口间隙 落料斜度 模高 金型主加工 金型尺寸 2D图档 3D图档 组立图 部品图 组件清单 样品 型检数据 金型保管证 / (L)× 有 有 有 有 有 有 □有 有 □是 □是 □是 □是 □是 □是 技术开发部 承认 PCS ) PCS ) 量 产 评 价 担当 / 3 170 刃口有效长度 卸料板间隙 固定方式 金型设计寿命 (W)× 模架材质 主板材质 A3 SKD11 入子材质 冲头材质 品番 □客供金型(客户名称: ) □其它( 制作图号
冲压模具验收单
模具正常量填表日机 种模具制造方检查日期品 名设计产能特性 外观件 功能件模具编号冲床吨位模具型式材料规格料带形式 夹式送料 自动化 滚轮送料 人工送料OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OKNG OK NG OKNGOKNGOK NG OK NGOK NG OK NG 关键尺寸设计实测关键尺寸设计实测172839410511612OK NG *是否有备品 无有支OKNG OK NG OK NG OKNGOK NG综合结论 工程模 连续模签名: 日期:签名: 日期:签名: 日期:进料方式外观部分安全性产品关键尺寸检查注意事项品管部意见开发部意见生产部意见凡注明"*"之项次出现NG二次以上时 , 则表示该次模具验收判定无效 , 制造方应于当日回复下次验收Approved 接受Conditionally Approved 有条件接受Rejected 拒收导柱是否上润滑油部门意见是否有制作检知装置是否有制作限位装置(Stop Bar)下模板的落料跟下垫板和模座落料是否顺畅,检验标准为:下垫板比下模板的落料孔单边要大1~1.5mm,下模座比下垫板落料单边要大共模的零件是否雕刻识别料号产品带料位置,是否过大,标准控制在正负0.03MM 模具是否经多次修改后呈现耗损其他__________若有滑块则滑动是否顺畅入块是否有防呆装置抽引是否产生变形,回压可否压平素材经折弯是否龟裂冲头会产生容易折断现象是否产生刀口黏模现象抽引或折弯刀口是否抛光字模雕刻是否正确材料导引是否顺畅素材经折弯是否龟裂是否容易放料取料是否会有跳屑产生各模板定位锁附是否牢固毛边是否过大是否产生锈蚀之情形折弯角度是否超差刀口是否磨损崩裂之情形入块是否有防呆装置模具工程是否完整毛边边方向是否正确苏州信汇圣五金科技有限公司五金冲压模具验收移交单改善对策应回函日Reply Date:改善对策回复负责人Reponsible Person:移交单位签单验收单位签章。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
客户名称 工装名称 序号 1 2 3 工 装 夹 具 尺 寸 检 验 记 录 4 5 6 7 8 9 10 11 12 13 14 15 综合判定 序号 使 用 部 门 验 证 记 录 1 2 3 4 5 6 判定结果 移交 部门 意见 接收 部门 意见 审核 验证项目 工装夹具是否可以防呆? 工装夹具使用是否顺畅? 工装夹具对产品是否有不良影响? 生产用工装夹具的标准产能是多少?
工装夹具是否有明确的标识,以便识别和管理? 工装夹具的使用安全?
表 单 编 号 产品图号 送检日期 判定 备 注
产品名称 工装编号 检验项目 检验结果 使用部门 检验依据
验证人 验证结果
验证日期 备 注
验证人
验证日期
审核
签名/日期:
接收 部门 意见 说 明
签名/日期:
1、工装夹具尺寸验证由工程部项目负责人负责完成; 2、使用部门对工装的标识、防错、使用安全等进行确认,确认OK后双方填写交接意见; 3、本记录使用部门和技术部各持一份,由技术部负责建立工装夹具汇总清单,各使用部门建立本部门工装夹具清 单并进行适当的维护和保养。
表 单 编 号
备
注
备
注
门建立本部门工