AP1000核电机组反应堆压力容器的安装
第三代核电AP1000反应堆压力容器焊接技术解析

向心 环焊 缝 。均 属 于 核 岛 一路 压 力 边 界 .这些 焊缝 采 用 低 合 金 钢 窄 间 隙 自动 焊 接 技 术 完 成 焊 接 任 务
出 水 接 管
最 重 要 和 制 造难 度最 高 的核 承 压 设 备 之 一 [ 在 其
6 0年 设 计 寿命 的运行 期 间 内将 长 期 承受 着 高 温 、高
压 和 强 中子 辐 照等 作 用 ,材 料 易 产 生 脆 化 。 因此 。 核 反应 堆压 力容 器 的焊 接质 量 引起 人们 极 大 的重 视 . 对 焊接技 术提 出严格 要求
金 属 焊 接 、顶 盖 与 管座 J 形 坡 口焊 接 ,试 图成 功 解 析 第 三代 核 电反 应 堆 压 力容 器 的 焊接 技 术 。 关 键 词 :压 力 容 器 焊 接 ; 核 反 应 堆 ;A P I O 0 0;焊 接 技 术 中 图分 类 号 :T G 4 5 7 . 5 文 献标 志 码 :B
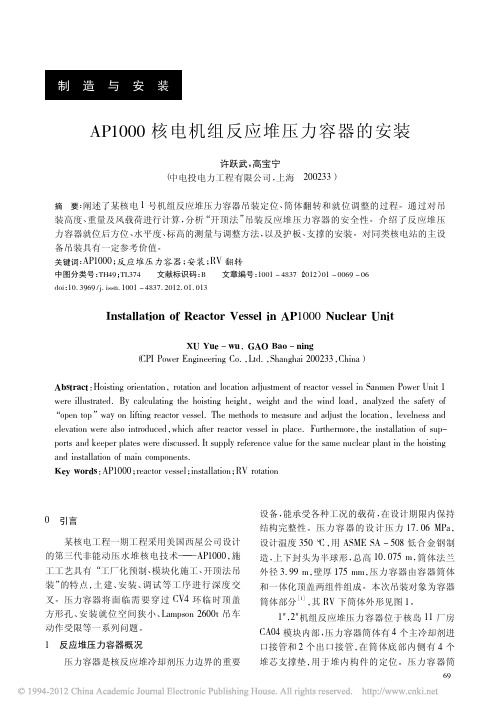
设 备 。其 主要 设 计 参数 :设 计 压 力 为 1 7 . 2 MP a ;工 作压力为 1 5 . 5 MP a :设 计 温 度 为 3 4 3℃ :简 体 内径 为4 0 3 8 mm:筒 体 外 径 为 4 4 7 7 m m:法 兰 外 径 为 4 7 7 5 mm:容器 总高 为 1 2 2 0 9 m m:容器 自身质量 为
一
图 1
压 力 窨 器 结 构
1 . 2 压力 容器设 计参 数
反 应 堆 压力 容 器 包 容 并 支 承 整 个 堆 芯 部 件 .是
回路冷却 剂 系统 的压力 边界 ( 即第 二 道 安 全 屏
AP1000核电安注箱安装技术研究论文

AP1000核电安注箱安装技术的研究【摘要】安注箱作为ap1000核电非能动堆芯冷却系统中一个重要的设备,也是首台到施工现场安装的核安全级设备,因此在设备安装过程必须严格控制。
本文主要对安注箱安装过程进行介绍,并针对安装过程中容易出现的问题进行分析和预防,从而保证安注箱正常安装就位。
【关键词】ap1000;安注箱;安装技术0.引言继日本福岛核事故之后,核安全倍受关注,因此国内新建核电机组必须符合三代安全标准。
ap1000核电机组就是采用了符合三代安全标准的第三代压水堆技术,其最大特色是采用了“非能动安全系统”。
在紧急情况下,“非能动安全系统”利用物质的重力、惯性以及流体的对流、扩散、蒸发、冷凝等物理特性,就能及时冷却反应堆厂房并带走反应堆产生的余热,而不需要泵、交流电源、柴油机等需要外界动力驱动的系统。
这种技术可以较大幅度地简化系统,减少设备数量,提高核电站的安全性和经济性。
非能动堆芯冷却系统是安全系统中最重要的一个安全相关系统。
安注箱作为非能动堆芯冷却系统中一个重要设备,其安装质量将直接影响以后核电站在发生冷却剂丧失事件(loca)时能否正常投用及对整个堆芯冷却的效果。
1.安注箱简介ap1000核电每台机组有两个安注箱,安注箱均为碳钢并内衬不锈钢的球形水箱。
安注箱为安全c级,抗震i类设备。
安注箱大部分空间由硼水占据并由氮气加压。
因为安注箱没有保温和加热功能,安注箱内硼水的温度和安全壳内环境温度相同。
安注箱通过直接注入管线连接到压力容器上。
每个安注箱的注入管线设有一个流量调节孔板,通过现场实际调节来实现设计的流量。
在正常运行期间,安注箱通过两个串联的止回阀与反应堆冷却剂系统(rcs)隔离。
当rcs的压力降到低于安注箱压力时,止回阀打开,硼水靠气压注入rcs。
止回阀的打开是安注箱向堆芯安注所需的唯一动作。
安注箱在大loca事件时,可以向反应堆容器注入高流量的硼水,从而迅速冷却堆芯。
安注箱靠压缩氮气提供驱动压力,在电厂正常运行期间可根据要求调节压力。
AP1000反应堆冷却剂系统主要设备安装技术

a d v a n c e d p a s s i v e P wR( A P 1 0 0 0 ) , t h e i n s t a l l a t i o n l o g i c a n d s e q u e n c e o f r e a c t o r v e s s e l , r e a c t o r c o o l a n t
Z UO Xu e— b i n g , C HE N J i n g- j i n g , Z HA NG J i n—d o n g , D A I S h u a i , Z H E NG DoN u c l e a r P o w e r E n g i n e e i r n g C o m p a n y , H a i y a n g 2 6 5 1 1 6 , C h i n a )
I 类 、 质量 A 0 引言
、 质保 I 级, 其设计 、 制造 、 安
装 都有严 格 的要 求
。
A P I O 0 0作 为第 三代 先进压 水堆 , 技术 虽 然先 进, 但 作 为世界 上首 次建造 的新 堆型 , 设 计 的成熟
1 系统 组成 与设计 功能
性、 完善性还有待进一步的验证 , 且没有类似 的参 考 电站可以借鉴。反应堆冷却剂系统作为核心系 统, 与常规的二代压水堆型核电技术相比, 本体特
关键词: A P 1 0 0 0 ; 反 应堆 冷却 剂 系统 ; 压 力容 器 ; 蒸汽发 生 器 ; 安装
中图分类号 : T H 4 9 ; T L 3 5 文 献 标识 码 : B 文章 编 号 : 1 0 0 1 — 4 8 3 7 ( 2 0 1 3 ) 1 1 — 0 0 6 2— 0 8
核电站反应堆压力容器安装施工方案施工组织设计
核电站反应堆压力容器安装施工方案施工组织设计一、引言核电站反应堆压力容器是核电站发电过程中的核心设备之一,其安装施工对于保证核电站的安全运行具有重要意义。
本文旨在提出一种适用于核电站反应堆压力容器安装施工的组织设计方案。
二、施工前准备工作1.准备资料在施工前,需要准备相关资料,包括但不限于工程图纸、技术标准、施工规范等。
这些资料将为施工提供准确的参考依据,确保施工的精确性和安全性。
2.编制施工计划根据工程图纸和资料,编制详细的施工计划。
施工计划应包括施工任务、施工周期、施工流程等内容,并要合理安排各项工作,确保施工进度的合理性和高效性。
三、施工方案设计1.设备清理与检验首先,应对反应堆压力容器进行清理,确保其表面洁净无污染物。
随后,进行检验,确保反应堆压力容器的结构完整性和质量安全性。
2.安装方案设计根据反应堆压力容器的特点和尺寸,设计合理的安装方案。
安装方案应包括安装位置、安装方法、安装顺序等内容,并应遵循相关的技术标准和安全规范。
3.施工人员培训为了保证施工的专业性和安全性,需对参与施工的人员进行培训。
培训内容应包括相关技术知识、安全操作规程等,以提高人员的技能水平和施工质量。
四、施工组织1.安全措施在施工过程中,必须严格遵循相关的安全规定和操作规程,做好各项安全措施的落实。
包括但不限于佩戴防护用品、设立安全围栏、进行安全检查等。
2.协调配合各参与施工的团队成员应保持良好的沟通与协调,确保施工过程中各项工作的顺利推进。
协调配合还包括与其他施工单位的协同作业,确保整个施工过程的协调性和一致性。
3.质量控制在施工过程中,应建立完善的质量控制机制,并进行必要的质量检查和验收,确保施工质量符合相关的技术标准和质量要求。
五、施工后处理1.设备保养施工完成后,应对反应堆压力容器进行保养。
包括定期检查、清洁、润滑等工作,以延长设备的使用寿命和保证设备的正常运行。
2.技术总结对施工过程中的经验和教训进行总结,以提高今后施工的效率和质量。
AP1000核电机组反应堆压力容器的安装
70
随着项目管理、制造、设计、施工水平和抗风 险能力的提 高,以 及“模 块 化 ”施 工 法 的 运 用,大 型起重机吊装法成为首选。
AP1000 核电机组重要的施工特征就是“开顶 法”吊装与“模 块 化”施 工。它 在 技 术 上 最 为 简 单,吊装过程将设备在厂房外转运与厂内翻转吊 装结为一体,节省了大量人力物力和施工时间。 2. 1. 2 起重机的选择
压力容器是核反应堆冷却剂压力边界的重要
设备,能承受各种工况的载荷,在设计期限内保持 结构完整性。压力容器的设计压力 17. 06 MPa, 设计温度 350 ℃ ,用 ASME SA - 508 低合金钢制 造,上下封头为半球形,总高 10. 075 m,筒体法兰 外径 3. 99 m,壁厚 175 mm,压力容器由容器筒体 和一体化顶盖两组件组成。本次吊装对象为容器 筒体部分[1],其 RV 下筒体外形见图 1。
升高度达 117. 4 m。另外,压力容器及专用吊具 与吊车主臂之间,吊车主臂与临时顶盖环形桁架 之间都有足够的安全距离( 5. 277 m) ,满足安全 要求[5]。 2. 2. 3 风载荷计算
根据 Lampson 吊车要求,风载荷必须低于吊 车在该工况下额定承载能力的 0. 5% 。标准设计 载荷以风速 Vw = 20 mph( 8. 89 m / s) 为基础。
设备吊装就位
45. 389
405. 9
38. 14
31. 45
图 4 反应堆压力容器吊装工序图
图 5 RV 翻转示意
压力容器吊装前,平放在 T - Pad 吊装区,且 与 J - SKID 相连。吊装就位需在安全壳外,将其 由水平位置变为竖直位置,因此需要对反应堆压 力容器翻转竖直。
关于AP1000反应堆压力容器筒体的安装工艺研究
S c 科 i e n c e & 技 T e c h 视 n o l o g y 界 V i s i o n
科技
・
探索・ 争鸣
关 于A P I O 0 0 反 应 堆压力 容器 筒 体 的 安 装 工 艺 研 究
The I ns t al l at i o n Te c hno l o g y of AP1 0 00 Re ac t o r Pr e s s ur e Ve s s e l Sh e l l
g i v e a l i t t l e r e f e r e n c e t o t h e i n s t a l l a t i o n o f ma i n e q ui p me n t o f n u c l e r a p o we r p l a n t
柏 贵 阳 ( 哈 尔滨 电气股 份 有 限公 司 核 电事 业 部 , 黑龙江 哈尔 滨 1 5 0 0 4 0 )
【 摘 要】 本文通过研 究传 统 P WR反应 堆压力容器 的安装 工艺 , 结合 A P 1 0 0 0的反应堆压 力容 器的特 殊结构 , 重点分析 A P 1 0 0 0 反 应堆压 力容器支撑的 吊装定位 以及反 应堆压力容器筒体翻 转和就位 调整的过程 , 对 同类核 电站的主设备 安装具有一定参考价值 。
【 Ke y w o r d s 】 A P I O 0 0 ; R e a c t o r p r e s s u r e v e s s e l ; T h e i n s t a l l a t i o n t e c h n o l o g y
0 引言
2 安装工艺
.
远发展。 A PI  ̄0在 自己的发源地—— 美国尚未从蓝图转变为现 实 .然而
AP1000反应堆压力容器安装技术

反应堆压力容器安装

10.2 反应堆压力容器安装10.2.1 概述反应堆压力容器是反应堆冷却剂系统压力边界的重要组成部分,其内部安装有反应堆堆芯、堆内构件以及为控制反应和安全运行所需的控制和测量元件或组件。
反应堆压力容器由压力容器筒体及上顶盖,两个“O”形环和58个螺栓组成,反应堆压力容器是一个低合金钢大型锻件,整个容器内表面堆焊耐腐蚀不锈钢。
反应堆压力容器外形尺寸为6418×5910×10555mm,重量约为256.6t,反应堆压力容器位于反应堆厂房中部堆坑里。
反应堆压力容器通过其进出口管下面的支撑结构座落在反应堆支承环上,支承环座落在堆坑混凝土基础上,支承环是一个环型梁结构,由两个水平的厚法兰和腹板组成,支承环下法兰有M48调整螺栓,用来调整反应堆容器的水平、标高,同轴度用放在堆坑壁与支承环之间的小千斤顶来调整。
10.2.2 技术参数10.2.2.1 基本概况(1) 型式三环路(2) 控制棒驱动机构管座数(顶盖)61堆内测量管座数(下封头)50热电偶管座数(顶盖) 410.2.2.2 设计运行工况设计压力17.23MPa运行压力110.5MPa设计温度343 °C10.2.2.3 试验工况水压试验压力22.9MPa水压试验温度容器材料脆性转变温度+30°C10.2.2.4 反应堆压力容器设备重量、尺寸及材料工况反应堆压力容器筒体总高(含封头及管座)13208 mm筒体法兰到下封头底部高10335 mm压力容器筒体内径Ф3989 mm压力容器接管端距离(最大运输尺寸)6378 mm压力容器的法兰内径Ф4674 mm压力容器筒体壁厚200mm压力容器内壁堆焊层最小厚度5mm法兰连接螺栓110.08t/58套压力容器重量256.6t顶盖重量510.5t材料:反应堆压力容器筒体部分16MND—5容器内堆焊部分Z2CN/8/10螺栓40NCDV—7—0310.2.2.5 支承环重量、尺寸工况最大外径Ф6820mm高度820mm本体重量20.4t总重量28.7t10.2.3 安装关键技术10.2.3.1 反应堆压力容器进厂房水平运输,翻转,竖立,吊装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XU rue—WU,GAO o—n ng Ba i
( P o e n ier gC . Ld ,h n hi 0 2 3 C ia C I w rE gnei o ,t. S a g a 2 0 3 , hn ) P n
Abta tHo t goin t n rt i n ct najs e t f e c r eslnSn e o e nt src : i i r t i , oa o a dl a o dut n o at s a m nP w r i 1 sn e ao tn o i m r ov ei U
叉 。压 力容 器 将 面 临需 要 穿 过 C 4环 临 时 顶 盖 V 方 形 孔 、 装 就 位 空 间狭 小 、 a po 6 0 安 L m sn2 0 t吊车 动 作受 限等 一 系列 问题 。
1 反应 堆压 力容 器概 况
C 0 块 内部 , A 4模 压力 容器 筒体有 4个 主冷 却剂 进
备 吊装 具 有 一定 参 考价 值 。
关键词: P 0 0; 应 堆压 力容 器 ; A 10 反 安装 ; V 翻转 R
中图分 类号 :H 9 T 3 4 T 4 ; L7 文献标识码 : B 文章编号 :0 1 4 3 (02 0 — 0 9— 6 10 — 8 7 2 1 ) 1 0 6 0
大外形 尺 寸为 6 5 . 4 4 6mm× 3 0 4m 6 8 . m×1 2 6 8 0 5 .
0 引言
设 备 , 承受各 种 工况 的载荷 , 设计 期 限内保 持 能 在 结 构 完整 性 。压 力 容 器 的设 计 压 力 1.6MP , 7 0 a 设 计 温度 3 0℃ , A MES 一 0 5 用 S A 5 8低 合 金 钢 制 造 , 下 封头 为半 球形 , 高 1 .7 简 体 法 兰 上 总 00 5m, 外径 39 壁厚 15mm, .9m, 7 压力 容 器 由容 器 简 体 和一 体化 顶盖 两 组件组 成 。本次 吊装 对象 为容 器 筒体 部 分 … , R 其 V下 简体 外形 见 图 1 。
A I0 电机组反应堆压 力容器的安装 PO0核
许 跃武 , 宝 宁 高 ( 电投 电力 工 程有 限公 司 , 中 上海 203 ) 0 2 3
摘 要: 阐述 了某核 电 1号机 组反 应堆 压 力容器 吊装 定位 、 简体 翻 转 和 就位 调 整 的 过程 。通 过 对 吊
装高度 、 重量及风载荷进行计算 , 分析“ 开顶法” 吊装反应堆压力容器 的安全 性。介绍 了反应堆压 力容器就位后方位 、 水平度、 标高的测量与调整方法, 以及护板 、 支撑的安装。对 同类核电站的主设
“
o e p a nlt grat es1 h eh d esr n duth ct n lvles n p nt ”w yo fn co v s .T em to s om auea dajs tel a o , ee s a d o ii e r e t o i n
1 2 机组 反应 堆 压力 容器 位 于核 岛 1 厂 房 , 1
某 核 电工程 一期 工程 采用 美 国西屋 公 司设计
的第 三代 非 能 动压 水 堆 核 电技 术— —A 10 , P 00 施 工 工艺 具有 “ 厂 化预 制 、 块化 施工 、 工 模 开顶 法 吊 装” 的特 点 , 建 、 装 、 试 等 工 序 进 行 深 度 交 土 安 调
di1 .99 ji n 10 — 8 72 1 . 10 3 o:0 3 6 /. s.0 1 4 3 .0 20 . 1 s
I t l to o a t r Ve s li API 0 nsal in fRe c o s e n a 0 Nuce r Un t O la i
口接管和 2 出口接管 , 个 在筒体底部 内侧有 4个
堆 芯 支撑 垫 , 于 堆 内构件 的定 位 。压 力 容 器 筒 用
6 9
压力 容 器是 核反 应堆 冷却 剂压 力边 界 的重要
A 10 P 00核电机组 反应堆压力容器的安装
体安装 后顶 部标 高 为 17 0 一1 净 重 2 35t最 1, 7 . ,
e e ai n we e a s n r d e hc fe e co e s l i p a e. F t e mo e,h n tlai n o u — lv to r lo ito uc d, ih atr r a t r v s e n l c urh r r t e i salto fs p p rs a d k e e l tswe edic s e . ts p l e e e e v l e frt e s menu l a ln n t ehosi o t n e p rp a e r s u s d I u p y r fr nc au o h a ce rp a ti h it ng a d i sal t n o i o n n tlai fma n c mpo e t . o n n s Ke r s: y wo d AP1 0;e c o e s l i sa lto RV o ain 00 r a tr v s e ;n t lain; r tto