CA6140普通车床传动系统分析与结构组成分析
CA6140车床结构解读
CA6140车床结构解读首先是床身结构。
床身通常由整体铸铁制成,具有很高的刚性和稳定性。
床身上会设置导轨,用于支撑和引导床载部件的运动。
导轨通常采用V型铁,能够提供良好的刚性和稳定性,以确保加工精度。
其次是主轴箱结构。
主轴箱由床身上的主轴孔、主轴承、主轴驱动装置和变速机构组成。
主轴孔是主轴的安装位置,主轴承用于支撑和导引主轴的旋转运动。
主轴驱动装置和变速机构提供主轴转速的调节功能,以满足不同加工要求。
进给箱作为车床的重要组成部分,负责实现工件和刀具的相对运动。
进给箱通常包括齿轮传动装置、进给电机、进给机构等。
齿轮传动装置通过传递动力,使工件能够实现旋转运动。
进给电机供给机械能给进给机构,使刀架能够沿工件轴向或横向进行进给运动,实现加工操作。
刀架是用于夹持和定位刀具的部件,通常由刀架座、刀架滑块和卡爪等部分组成。
刀架的设计受到加工要求和操作方便性的影响。
刀架座上设置有刀架滑块,可沿床身上的导轨进行移动,并通过刀尖定位器实现刀具的定位。
卡爪用于夹持刀具,确保刀具切削过程中的稳定性和精度。
主轴是车床中最重要的零件之一,主要负责工件的旋转运动。
主轴由主轴箱提供动力,通过主轴承与床身连接,实现工件的位置固定。
主轴的旋转速度和精度对加工结果有着重要的影响,所以主轴设计要求高刚性、高精度,并具备调整旋转速度的功能。
最后是进给系统。
进给系统包括工作台、进给轴、进给传动装置等。
工作台是放置工件的位置,通过进给轴的运动实现工件在车床上的移动。
进给传动装置可以通过手动或自动控制,确保工作台的运动平稳、精度高。
总结起来,CA6140车床的结构复杂而精密,通过床身、主轴箱、进给箱、刀架、主轴和进给系统等组成部分的协同工作,实现对金属材料的精密加工。
这种结构设计能够有效提高车床的加工效率和加工精度,满足制造业对金属零部件加工的要求。
CA6140车床结构解析

主轴传动路线图
②传动路线
• 从主轴至进给箱中轴ⅩⅦ的一段传动路线与螺纹传动链公用。
③增倍变速组
轴ⅩⅤ到轴ⅩⅦ之间的传动路线为:
有1/8、1/4、1/2、l等4种传动比,这4种传 动比成倍数关系排列,称增倍变速组
2.车削螺纹运动传动链的传动路线表达式
3.纵向、横向进给量的计算
CA6140型卧式车床纵向机动进给量有64种,并由4种类型的传 动路线来获得。 纵向常用进给量 纵向常用进给量共有40种,由常用螺距螺纹 的米制传动路线获得32种,英制传动路线获得8种。 横向进给量 按纵向进给量相同的传动路线与计算方法也
CA6140车床外形图 1-主轴箱;2-刀架;3-尾座;4-床身;5、9-床腿; 6-光杠;7-丝杠;8-溜板箱;10-进给箱;11-挂轮
内装有主轴实现主运动,主轴 端部有三爪或四爪卡盘以夹持 主ቤተ መጻሕፍቲ ባይዱ箱1: 工件
三箱
车 床 结 构
作用是变换进给量,并把运动 进给箱10:
传给溜板箱
带动刀架实现纵向、横向进 溜板箱8:给,快速移动或车螺纹
刀架2:装四组刀具,按需要手动转位使用
尾座3: 支持工件或安装钻头等孔加工刀具 如图
部件都安装在床身上,以保持部件 床身4: 间相互位置精度。
2.CA6140型车床传动系统图
电 机
皮带
传动路线简图2
1.主轴箱部分
①主轴箱内有多组齿轮变速机构,变换箱外手柄位置, 可以使主轴得到各种不同的转速。(如下图)
可获得64级横向进给量。
4.刀架的快速移动传动链
溜板箱内装有250W、2800 r/min的快速移动电动机,
当接通纵向或横向机动进给时,起动快速电动机,通过 齿轮副 使轴ⅩⅩ快速转动,运动经蜗轮蜗杆传动 副 沿工作进给相同的传动路线实现刀架的纵向或 横向快速移动。
CA6140普通车床传动系统分析与结构组成分析
CA6140普通车床传动系统分析与结构组成分析传动系统分析:1.主电动机:主电动机是车床的动力源,通过提供旋转的动力来驱动车床的工作。
2.主轴:主轴是车床的核心部件,承载着工件的夹持装置和刀具的安装装置。
主轴可根据不同加工需求进行转速调整,同时也可通过变速箱调节转速。
3.传动装置:传动装置将主电动机的动力传递给主轴。
在CA6140普通车床的传动系统中,常见的传动方式有皮带传动和齿轮传动。
皮带传动通过皮带带动主轴转动,齿轮传动则通过齿轮配对实现动力传递。
4.进给装置:进给装置是指车床上用来实现工件进给运动的装置。
进给装置可以根据加工需要实现不同的进给速度和进给量,通常通过电机和螺杆传动来实现。
结构组成分析:1.床身:床身是车床的基础部件,用来支撑和固定整个车床的各个部件。
床身一般采用整体铸铁结构,具有足够的刚性和稳定性,以保证车床的加工精度。
2.滑座:滑座是车床上的移动工作台,用来支撑和固定工件。
滑座通常由铸铁制成,可以在床身上沿着机床的横向和纵向滑动,以实现工件的进给运动。
3.主轴箱:主轴箱是主轴的安装装置,同时也是主轴传动装置的一部分。
主轴箱一般位于车床的尾部,包括主轴箱座、主轴箱盖、主轴箱横梁等部分,用来固定和支撑主轴及其传动装置。
4.工作台:工作台是车床上的工作平台,用来安装和夹持待加工的工件。
工作台可以进行水平和垂直的调整,以适应不同类型和尺寸工件的加工需求。
5.刀架:刀架是用来安装和固定切削刀具的装置。
刀架通常包括刀塔、刀杆和刀架座等部分,它们可以进行水平和垂直的调整,以实现刀具的进给和切削运动。
以上是对CA6140普通车床传动系统的分析与结构组成的简要介绍。
作为一种传统车床,CA6140普通车床在结构和传动方面相对简单,但它可以满足中小型工件的常规车削需求。
CA6140车床的传动系统

3×[1+(2×2-1)]=12级
8
二、主运动传动链
1. 传动路线
5)主轴的转速 正转n主时的n电最 高DD1转(1速 :)uⅠⅡuⅡⅢ uⅢ Ⅳ
nm a x
1450
130 230
(1
0.02)
56 38
39 41
63 50
r
/
min
1418r
/
min
正转时的最低转速:
u扩1=
58 26
80 20
50 50
44 44
26 58
=4
u扩2=
58 26
80 20
80 20
44 44
26 58
=16
27
三、车螺纹传动链 6. 非标准和较精密螺纹 1)传动链
28
三、车螺纹传动链 6. 非标准和较精密螺纹 2)车削非标螺纹和较精密螺纹的运动平衡式
1 58 33 u 12=L=KP
130
51 22 20 20 26
nmin 1450 230 (1 0.02) 43 58 80 80 58 r / min 10r / min
9
三、车螺纹传动链 1. 米制螺纹 1)米制螺纹的导程
L工 1r主轴u总L丝
10
三、车螺纹传动链 1. 米制螺纹 2)传动链
25
三、车螺纹传动链
5. 大导程螺纹
2)传动路线表达式
50
主轴Ⅵ — 58 —Ⅴ — 80 — Ⅳ — 50
26
20
80
—Ⅲ —
20
CA6140型普通车床的传动系统

2.2 CA6140型普通车床的传动系统分析机床的传动系统时,应根据被加工工件的形状确定机床需要哪些运动,实现各个运动的执行件和运动源是什么,进而分析机床需要有哪些传动链。
方法是:首先找到传动链所联系的两个端件(运动源和某一执行件,或者一个执行件和另一执行件),然后按照运动传递顺序从一个端件向另一端件依次分析各传动轴之间的传动结构和运动传递关系,查明该传动链的传动路线以及变速、换向、接通和断开的工作原理。
机床运动计算按每一传动链分别进行,一般步骤为:(1) 确定传动链的两端件,如电动机—主轴,主轴—刀架等;(2) 根据传动链两端件的运动关系,确定它们的计算位移,即在指定的同一时间间隔内两端件的位移量。
例如,车床螺纹进给传动链的计算位移为:主轴转一转,刀架移动工件螺纹一个导程L(单位为mm);(3) 根据计算位移以及相应传动链中各个顺序排列的传动副的传动比,列写运动平衡式;(4) 根据运动平衡式,计算出执行件的运动速度(转速、进给量等)或位移量,或者整理出换置机构的换置公式,然后按加工条件确定挂轮变速机构所需采用的配换齿轮齿数,或确定对其他变速机构的调整要求。
图2.4为CA6140型卧式车床的传动系统图,它是反映机床全部运动传递关系的示意图。
图2.4 CA6140型卧式车床的传动系统图2.2.1 主运动传动链1.传动路线主运动传动链的作用是把电动机的运动传给主轴,使主轴带动工件实现主运动。
主运动由电动机经三角皮带传至主轴箱中的轴Ⅰ。
在轴Ⅰ上装有双向多片式摩擦离合器M 1,M 1的作用是使主轴(轴Ⅵ)正转、反转或停止。
M 1左、右两部分,分别与空套在轴Ⅰ上的两个齿轮连在一起。
当压紧离合器M 1左部的摩擦片时,轴Ⅰ的运动经M 1左部的摩擦片及齿轮副5638或5143传给轴Ⅱ。
当压紧离合器M 1右部分的摩擦片时,轴Ⅰ的运动经M 1右部的摩擦片及齿轮Z 50 传给轴Ⅶ上的空套齿轮Z 34,然后再传给轴Ⅱ上的齿轮Z 30,使轴Ⅱ转动。
CA6140型车床的传动系统
目的和重要性
研究目的
深入了解ca6140型车床的传动系统,探究其工作原理、组成 结构、性能特点以及维护保养等方面的知识,为实际操作和 维修提供理论支持。
重要性
随着工业生产的不断发展,车床作为重要的加工设备,其传 动系统的稳定性和精度直接影响到加工质量和生产效率。因 此,对ca6140型车床的传动系统进行深入研究具有重要的实 际意义。
• 智能化与自动化:随着工业4.0和智能制造的推进,未来的ca6140型车床传动 系统可以与数控系统、传感器等技术结合,实现智能化和自动化控制。通过实 时监测和调整传动系统的状态,可以提高加工精度和生产效率。
• 绿色环保:随着环保意识的提高,未来的ca6140型车床传动系统需要更加注 重绿色环保。可以采用低能耗、低噪音、低污染的设计,使用环保材料和清洁 能源,降低对环境的影响。
排屑系统将切削过程中产生的切屑及 时排出,保持加工区域的整洁。
04 传动系统的主要部件
主轴箱
01
主轴箱是车床传动系统 的重要组成部分,主要 负责传递主轴的旋转运 动。
02
主轴箱内部装有主轴, 主轴通过轴承安装在主 轴箱内,实现主轴的高 速旋转。
03
04
主轴箱还包含润滑系统, 用于为主轴和轴承提供 润滑,减少摩擦和磨损。
主轴箱的密封性能要好, 以防止润滑油泄漏和灰 尘进入,影响主轴的正 常运转。
进给箱
进给箱是车床传动系统的另一个重要部件,主要负责进 给运动的控制。
进给箱可以根据加工需求进行进给量的调整,实现不同 的切削速度和进给速度。
进给箱内部装有进给轴,进给轴上安装有丝杠或螺母, 通过丝杠或螺母的传动实现刀具的进给运动。
06 结论
对ca6140型车床传动系统的总结
普通卧式车床CA6140主要结构技术参数

普通卧式车床CA6140主要结构技术参数
一、机床床身
二、主轴箱
主轴箱是普通卧式车床CA6140的核心部件,包括主轴、轴承、传动装置和润滑装置等。
主轴采用优质合金钢制造,经过热处理,具有高强度和耐磨性。
轴承选用精密支撑轴承,能够承受较大的径向和轴向负荷。
传动装置采用齿轮传动和变速器,可实现多种转速的调整。
润滑装置通过油泵和管路,为主轴箱提供充足的润滑油。
三、刀塔
四、刀架
五、尾座
尾座是普通卧式车床CA6140的辅助设备,用于支撑和定位长而细的工件,以防止工件在加工过程中的偏移和振动。
尾座的运动有进给装置和伺服电机控制,具有良好的稳定性和可靠性。
六、润滑系统
1. 最大加工直径:400mm
2. 最大加工长度:1000mm
3. 主轴转速范围:10-2000rpm
4. 主轴孔径:55mm
5. 刀架行程:220mm
6. 刀架快进速度:4m/min
7. X轴行程:240mm
8. Z轴行程:1000mm
9. X、Z轴快速移动速度:4m/min
10. 重复定位精度:0.01mm
11. 主电机功率:7.5kw
综上所述,普通卧式车床CA6140主要由机床床身、主轴箱、刀塔、刀架、尾座和润滑系统等部分组成,它具有结构合理、精度高、稳定可靠等特点,适用于各种中小型工件的加工。
CA6140普通车床传动系统分析与结构组成分析
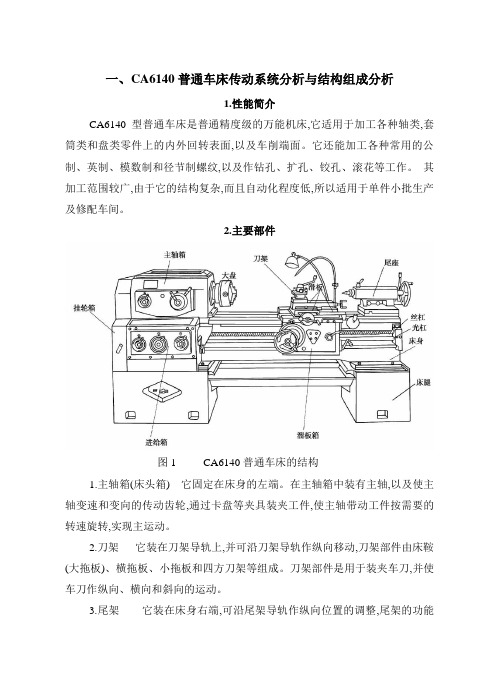
一、CA6140普通车床传动系统分析与结构组成分析1.性能简介CA6140 型普通车床是普通精度级的万能机床,它适用于加工各种轴类,套筒类和盘类零件上的内外回转表面,以及车削端面。
它还能加工各种常用的公制、英制、模数制和径节制螺纹,以及作钻孔、扩孔、铰孔、滚花等工作。
其加工范围较广,由于它的结构复杂,而且自动化程度低,所以适用于单件小批生产及修配车间。
2.主要部件图1 CA6140普通车床的结构1.主轴箱(床头箱) 它固定在床身的左端。
在主轴箱中装有主轴,以及使主轴变速和变向的传动齿轮,通过卡盘等夹具装夹工件,使主轴带动工件按需要的转速旋转,实现主运动。
2.刀架它装在刀架导轨上,并可沿刀架导轨作纵向移动,刀架部件由床鞍(大拖板)、横拖板、小拖板和四方刀架等组成。
刀架部件是用于装夹车刀,并使车刀作纵向、横向和斜向的运动。
3.尾架它装在床身右端,可沿尾架导轨作纵向位置的调整,尾架的功能是用后顶尖支承工件, 还可安装钻头,铰刀等孔加工工具,以进行孔加工,尾架作适当调整,以实现加工长锥形的工件。
4.进给箱它位于床身的左前侧,进给箱中装有进给运动的变速装置及操纵机构,其功能是改变被加工螺纹的螺距或机动进给时的进给量。
它用来传递进给运动,改变进给箱的手柄位置,可得到不同的进给速度,进给箱的运动通过光杠或丝杠传出。
5.溜板箱它位于床身前侧和刀袈部件相连接,它的功能是把进给箱的运动(光杠或丝杠的旋转运动)传递给绐刀架,使刀架实现纵向进给、横纵向进给、快速移动或车螺纹。
6.床身它固定在左右床腿上,它是车床的基本支承元件,是机床各部件的安装基准,是使机床各部件在工作过程中保持准确的相对位置。
7.光杠和丝杠是将运动由进给箱传到溜板箱的中间传动元件。
光杠用于一般车削,丝杠用于车螺纹。
3.传动系统简介图2 CA6140普通车床的传动系统方框图由图2及图2-1-1可知,电动机经主换向机构、主变速机构带动主轴完成主运动。
进给传动从主轴开始,经进给换向机构、交换齿轮和进给箱内的变速机构和转换机构、溜板箱中的传动机构和转换机构传至刀架。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、CA6140普通车床传动系统分析与结构组成分析1.性能简介CA6140 型普通车床是普通精度级的万能机床,它适用于加工各种轴类,套筒类和盘类零件上的内外回转表面,以及车削端面。
它还能加工各种常用的公制、英制、模数制和径节制螺纹,以及作钻孔、扩孔、铰孔、滚花等工作。
其加工范围较广,由于它的结构复杂,而且自动化程度低,所以适用于单件小批生产及修配车间。
2.主要部件图1 CA6140普通车床的结构1.主轴箱(床头箱) 它固定在床身的左端。
在主轴箱中装有主轴,以及使主轴变速和变向的传动齿轮,通过卡盘等夹具装夹工件,使主轴带动工件按需要的转速旋转,实现主运动。
2.刀架它装在刀架导轨上,并可沿刀架导轨作纵向移动,刀架部件由床鞍(大拖板)、横拖板、小拖板和四方刀架等组成。
刀架部件是用于装夹车刀,并使车刀作纵向、横向和斜向的运动。
3.尾架它装在床身右端,可沿尾架导轨作纵向位置的调整,尾架的功能是用后顶尖支承工件, 还可安装钻头,铰刀等孔加工工具,以进行孔加工,尾架作适当调整,以实现加工长锥形的工件。
4.进给箱它位于床身的左前侧,进给箱中装有进给运动的变速装置及操纵机构,其功能是改变被加工螺纹的螺距或机动进给时的进给量。
它用来传递进给运动,改变进给箱的手柄位置,可得到不同的进给速度,进给箱的运动通过光杠或丝杠传出。
5.溜板箱它位于床身前侧和刀袈部件相连接,它的功能是把进给箱的运动(光杠或丝杠的旋转运动)传递给绐刀架,使刀架实现纵向进给、横纵向进给、快速移动或车螺纹。
6.床身它固定在左右床腿上,它是车床的基本支承元件,是机床各部件的安装基准,是使机床各部件在工作过程中保持准确的相对位置。
7.光杠和丝杠是将运动由进给箱传到溜板箱的中间传动元件。
光杠用于一般车削,丝杠用于车螺纹。
3.传动系统简介图2 CA6140普通车床的传动系统方框图由图2及图2-1-1可知,电动机经主换向机构、主变速机构带动主轴完成主运动。
进给传动从主轴开始,经进给换向机构、交换齿轮和进给箱内的变速机构和转换机构、溜板箱中的传动机构和转换机构传至刀架。
溜板箱中的转换机构起改变进给方向的作用,使刀架做纵向或横向、正向或反向进给运动。
4.主传动系统及主要结构1.主运动传动链CA6140型卧式车床的主运动传动链的两末端件是主电动机与主轴,它的功用是把运动源(电动机)的运动及动力传给主轴,使主轴带动工件旋转实现主运动,并满足卧式车床主轴变速和换向的要求。
主传动系统图如下:传动路线如下:运动由电动机经三角皮带传给主轴箱中的轴Ⅰ。
在轴Ⅰ上装有双向多片式摩擦离合器1M 。
1M 的作用使主轴(轴Ⅵ)正转、反转或停止。
1M 的左右两部分分别与空套在轴Ⅰ上的两个齿轮连在一起。
当压紧离合1M 左部的摩擦片时,轴Ⅰ的运动经1M 左部的摩擦片及齿轮副3856或4351传给轴Ⅱ。
当压紧离合器1M 右部的摩擦片时,轴Ⅰ的运动经离合器右部的摩擦片1M 及齿轮50Z ,传至轴Ⅶ上的空套齿轮34Z ,然后再传给轴Ⅱ上的齿轮30Z ,使轴Ⅱ转动。
这时,由轴Ⅰ传到轴Ⅱ的运动多经过了一个中间齿轮34Z ,因此轴Ⅱ的转动方向与经离合器1M 左部传动时相反。
运动经离合器1M 的左部传动时,使主轴正转;运动经1M 的右部传动时,则使主轴反转。
轴Ⅱ的运动可分别通过三对齿轮副413950305822或、 传给轴Ⅲ。
运动由轴Ⅲ到主轴有两种不同的传动路线。
(1)当主轴需要高速运转(主n =450min r ~1400min r )时,主轴上的滑动齿轮50Z 处于左端位置,(与轴Ⅲ上的齿轮63Z 啮合)轴Ⅲ上的运动经齿轮副5063直接传至主轴。
(2)当主轴需以较低的转速运转时(主n =10min r ~500min r )这时,主轴上的滑齿50Z 移到右端位置,使齿式离合器2M 啮合。
于是轴Ⅲ上的运动就经齿轮副8020或5050传给轴Ⅳ经齿轮副8020或5051、5826及齿式离合器2M 传给主轴。
CA6140普通车床的主运动传动路线表达式为: 电动机→→⎪⎪⎭⎫ ⎝⎛230130min r 1450kw 5.7φφ()主轴右左Ⅵ50635826Ⅴ50518020Ⅳ50508020Ⅲ582250304139Ⅱ3034Ⅶ345043513856211→⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧→→→→→⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧→→⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧→→⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧→→⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧→→→→⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧→M M M 2.主传动系统主要结构①传动机构主轴箱中的传动机构包括定比机构和变速机构两部分,前者仅用于传递运动和动力,或进行升速、降速,一般采用齿轮传动副;后者用来使主轴变速,通常采用滑移齿轮变速机构,因其结构简单紧凑,传动效率高。
②传动轴的支承结构主轴箱中的传动轴由于转速较高,一般采用向心球轴承或圆锥滚子轴承支承。
常采用的双支承结构,对较长的传动轴,为了提高其刚性,则采用三支承结构。
例如,轴Ⅲ、Ⅳ的两端各装有一个圆锥滚子轴承,在中间还装有一个向心球轴承作为辅助支承。
③传动齿轮主轴箱中的传动齿轮多数是直齿的,为了使传动平稳,在Ⅴ—Ⅵ轴间使用了一对斜齿轮。
齿轮和传动轴的连接,有固定、空套和滑移的三种。
在主轴箱中共有七个滑移齿轮,其中:轴Ⅱ、Ⅲ、Ⅳ上的滑移齿轮和主轴Ⅵ上的齿轮离合器M2上的齿轮是用于主轴变速的;轴Ⅹ、Ⅸ上的滑移齿轮是分别用于车削左、右旋螺纹及正常螺距、扩大螺距的变换。
操纵这些滑移齿轮共用三套操纵机构。
④卸荷带轮主轴箱的运动由电机经皮带传入。
为了改善主轴箱输入轴的工作条件,并使传动平稳,主轴箱运动输入轴上的皮带轮采用卸荷结构。
皮带轮与花键套用螺钉连接成一体,支承在法兰体内的两个向心球轴承上,而法兰体则固定在主轴箱体上。
这样,皮带轮可通过花键套带动Ⅰ轴旋转,而皮带的张力经法兰体直接传至箱体上,轴Ⅰ便不致受横向力作用而产生弯曲变形,提高了传动的平稳性。
⑤双向多片式摩擦离合器、制动器及其操纵机构在轴Ⅰ上装有双向摩擦片式离合器,它用于主轴起动和控制正、反转,并可起过载保护作用。
该离合器由内摩擦片、外摩擦片、定位片、滑套及空套齿轮等组成。
左离合器传动主轴正转,用于切削加工,传递的扭矩较大,因而片数多;右离合器片数少,传动主轴反转,主要用于退刀。
离合器的内外片松开时的间隙要适当,当发生间隙过大或过小时,必须进行调整。
调整方法为:将定位销压入缺口,然后转动左侧螺母,可调整左边摩擦片的间隙;转动右侧螺母,可调整右边摩擦片的间隙。
调整好后,让定位销弹出,重新卡住螺母缺口,以防螺母在工作过程中松动。
为了缩短辅助时间,提高生产率,在轴Ⅳ上装有钢带式制动器(刹车),当需要机床停止工作时,即当摩擦的时刻,为克服主轴的转动惯量,该制动器立即使主轴停止转动。
制动器由杠杆、制动盘、调节螺钉及弹簧、制动带等组成。
制动盘和轴Ⅳ用花键连接,钢制制动带的内侧有一层夹铁砂帆布,以增加摩擦面的摩擦系数,制动带的一端与和杠杆相连接,另一端由接头和调节螺钉固定于箱体。
制动器和摩擦离合器共用一套操纵机构。
当操纵手柄使离合器脱开时,齿条轴处于中间位置,此时,齿条轴上的凸起部分刚好处于与杠杆下端相接触的位置,使杠杆按逆时针方向摆动,使制动带拉紧,使轴Ⅳ和主轴迅速停止转动。
若摩擦离合器接合、主轴转动时,杠杆处于齿条轴凸起部分的右边或左边的凹槽中,使制动带放松,主轴就不再被制动。
这样制动器和离合器两者是互锁的。
制动带对制动盘制动力(即制动带的拉紧程度)可由调节螺钉进行调节。
⑥主轴部件主轴是车床的主要零件之一,在工作时承受很大的切削力,故要求主轴具有足够的刚度和较高的精度。
它是一个空心的阶梯轴,其内孔(φ48㎜)用于通过φ47㎜以下的长棒料或穿入钢棒以卸下顶尖,也可用于装置气动、电动和液压夹紧机构。
主轴前端的锥孔为莫氏6号锥度,用于安装顶尖套及前顶尖;也可安装心轴,有自锁作用,可借助于锥面配合的摩擦力直接带动心轴和工件转动。
主轴后端具有锥度为1:2O的锥孔,它是加工主轴用的工艺基准面。
主轴前端采用短锥法兰式结构,用于安装卡盘或拨盘,由主轴端面上的圆形拨块传递扭矩。
主轴尾部的圆柱面用作安装各种辅具(电气、液压及气动装置等)的安装基面。
主轴有前、中、后三个支承,保证主轴具有较好的刚性。
这种支承方式要求箱体上三个支承孔的同轴度好,否则不但装配困难,并影响主轴的工作性能。
采用三支承后,主轴空转时摩擦功率的损耗较大。
前支承由两个滚动轴承组成。
前面是D级精度的318212型圆锥孔双列向心短圆柱滚子轴承,用于承受径向力,这种轴承具有刚性好,精度高,尺寸小和承载能力大等优点。
另外采用一个D级精度双列60°角接触向心推力轴承,以承受正反两方向的轴向力。
这种轴承的轴向承载能力、刚性和极限转速都较高。
该机床主轴推力轴承安装在前支承中,离加工部位的距离较近,中、后轴承都只能承受径向载荷,而在轴向方向可以游动,当主轴在长时间运转发热膨胀时,可以允许向后微量伸长,以减少主轴的弯曲变形,因而对加工精度的影响较小。
但结构复杂,装配不方便。
后支承使用一个E级精度的318212型圆锥孔双列向心短圆柱滚子轴承。
主轴的中间支承是一个E级精度的32216型单列向心短圆柱滚子轴承。
主轴支承对主轴的运转精度及刚度影响很大。
主轴轴承应在无间隙(或少量过盈)条件下进行运转。
轴承中的间隙,直接影响机床的加工精度。
因此,主轴轴承的间隙须定期地进行调整。
前轴承间隙的调整方法为:松开前端螺母,拧动带锁紧键的圆螺母,这时轴承的内环就相对主轴锥形轴颈向右移动;由于该轴承内环很薄,而且内孔也和主轴锥面一样,具有1:12的锥度,因此,内环在轴向移动时,便产生向外的径向弹性变形(胀大),达到调整轴承径向间隙或预紧的目的。
主轴的径向跳动和轴向跳动允差都是0.01㎜。
主轴的径向跳动影响加工表面的圆度和同轴度;轴向跳动影响加工端面的平面度和螺距精度。
当主轴跳动量超过许用值时,一般情况下是适当调整前支承的间隙,就可使主轴跳动量调整到许用值内。
如径向跳动仍达不到要求时,可调整后轴承的间隙,中间支承的间隙不可调整。
⑦润滑装置为了保证机床的正常工作和减少零件的磨损,需采用合理的润滑装置。
润滑方式有以下两种:1)溅油润滑:依靠高速旋转的齿轮将润滑油飞溅各处。
这种方式存在油量不能按需要控制,还会引起润滑油发热,润滑油输送到摩擦面之前不能滤净等缺点。
机床很少采用,只使用在一些减速器中。
2)油泵供油循环润滑:润滑油由油泵从油箱中吸出经滤油器,滤清后输送至分油器,然后经油管送至个各摩擦面。
CA6140型车床采用了油泵供油箱外循环润滑方式。
这种润滑方式有两大优点:A.可以把箱体内的热量带到箱外,降低主轴箱的温升,减少热变形,有利于保证加工精度。