数控加工工艺ppt课件
数控ppt课件完整版

contents •数控技术概述•数控机床结构与分类•数控编程基础•数控加工工艺与刀具选择•数控机床操作与维护•数控技术发展趋势与展望目录01数控技术概述数控技术的定义与发展数控技术的定义采用数字化信息对机床运动及其加工过程进行控制的技术。
数控技术的发展历程从手动控制到数字控制,经历了多个阶段的发展,包括电子管、晶体管、集成电路、计算机等技术的应用。
数控技术的现状与趋势当前数控技术已经广泛应用于制造业各个领域,未来将继续向智能化、高精度、高效率等方向发展。
数控系统的组成与工作原理数控系统的组成01数控系统的工作原理02数控系统的特点03机械制造领域航空航天领域汽车制造领域其他领域数控技术的应用领域02数控机床结构与分类为确保加工精度和稳定性,数控机床采用高刚度材料和结构。
通过先进的制造工艺和装配技术,实现高精度加工。
采用高性能伺服驱动系统和高速主轴,提高加工效率。
配备自动换刀装置、自动排屑装置等,实现自动化加工。
高刚度高精度高速度高自动化按工艺用途分类按运动方式分类按伺服系统类型分类常见数控机床类型介绍数控车床数控铣床加工中心数控磨床03数控编程基础数控编程的概念是将零件的加工信息,按照数控系统规定的代码和格式,编制成加工程序文件,并输入到数控装置中,由数控装置控制机床进行自动加工的过程。
0203分析零件图样和工艺要求确定加工方案数控编程的步骤01选择合适的数控机床选择合适的刀具、夹具和量具编制加工程序01 02 03机床坐标系工件坐标系用于控制机床的直线插补、圆弧插补等加工动作。
M指令用于控制机床的辅助功能,如换刀、冷却液开/关等。
G指令VSS指令01F指令02T指令03数控编程的常用指令与格式地址符+数字程序段格式一个完整的程序段由若干个字组成,每个字由地址符和数字组成,程序段结束以分号或回车符表示。
04数控加工工艺与刀具选择先进行粗加工,再进行精加工,逐步提高加工精度。
先粗后精原则一次装夹原则工序集中原则基准统一原则尽可能在一次装夹中完成多道工序,减少装夹次数,提高加工效率。
数控加工工艺ppt课件

精选编辑ppt
31
数控车拉工艺
车拉切削加工实际是车削和拉削加工的 结合。在车拉加工时,除了工件作旋转运动 以外,刀具也作运动。
精选编辑ppt
32
典型数控车削零件的 加工工艺分析
工艺分析和制定过程:
零
件
确
确
确
确
确
图
定
定
定
定
定
纸
装
工
工
进
所
工
夹
序
步
给
刀
分
案
案
序
线
具
析
确
填
定
写
切
工
削
艺
参
文
数
件
由轮廓曲线构成的回转表面 具有微小尺寸要求的结构表面 同一表面采用多种设计要求的结构 表面有严格几何关系要求的表面
精选编辑ppt
18
选择并确定进行数控加工的内容
通用机床难加工质量难保证内容作为重点选择内容 例如: 1、表面有严格位置精度要求但普通机床无法一 次加工完成
2、表面粗糙度要求严格的锥面、曲面、端面等
较高位置精度的表面应在一次装夹中完成
表面粗糙度较高表面应确定恒线速切削
精选编辑ppt
22
零件图形的数学处理及编程尺寸 设定值的确定
编程原点的选择:
选在设计基准上 容易找正对刀 编程方便
位置能够容易准确的确定
精选编辑ppt
23
零件图形的数学处理及编程尺寸 设定值的确定
数控加工的数值计算是程序编制中一个关键的环节。 编程尺寸确定的步骤:
精选编辑ppt
1
第四单元 数控车削加工工艺
数控铣削加工工艺PPT课件

定中心装夹 a) 用三爪自定心卡盘装夹 b) 用两顶尖装夹 c) 用自定心虎钳装夹
ห้องสมุดไป่ตู้、组合夹具
组合夹具的基本特点是满足标准化、 系列化、 通 用化的要求,具有组合性、 可调性、 柔性、 应急性和 经济性,使用寿命长,能适应产品加工中的周期短、 成本低等要求,比较适合在加工中心上应用。
数控夹具的调整 a) 平移式 b) 回转式 c) 复合式
1—定位支撑 2—钩形压板 3, 7—滚珠丝杠副 4—步进电动机 5, 6—齿轮 8—滑座 9—活动定位销
平移式自调数控夹具
数控夹具还有哪几种? 数控车床上有吗?
5. 专用夹具
l一夹具体 2一压板 3、7一螺母 4、5一垫圈 6一螺栓 8一弹簧 9一定位键 10一菱形销 11一圆柱销
双刃镗刀分类
结构特点不同
整体式(Ⅰ和Ⅱ) 模块式 (Ⅲ和Ⅳ)
工作特点不同 尺寸是否可调
浮动式(Ⅰ) 固定式(Ⅱ,Ⅲ,Ⅳ) 可调式(Ⅰ, Ⅲ,Ⅳ)
不可调式(Ⅱ)
可转位双刃镗刀的特点及适用场合见表4—3。
(2) 镗刀刀头 分为粗镗刀刀头和精镗刀刀头。
粗镗刀刀头
精镗刀刀头
将精镗刀刀头旋转一周,刀头在半径方向 上移动多少?镗孔直径变化多少?
第一节 工件在数控铣床/ 加工中心上的装夹
一、 工件的夹紧
1. 夹紧装置应具备的基本要求
(1) 夹紧过程可靠,不改变工件定位后所占据的正确位置。 (2) 夹紧力的大小适当,既要保证工件在加工过程中其位置 稳定不变, 振动小,又要使工件不会产生过大的夹紧变形。 (3) 操作简单、 方便、 省力、 安全。 (4) 结构性好, 夹紧装置的结构力求简单、 紧凑,以便于制 造和维修。
数控车削加工工艺课件(共21张PPT)《数控车削编程与操作训练》
1.对刀点 对刀点是在数控机床上加工零件时,
刀具相对于工件运动的起点。
ZO 对刀点X源自2.换刀点换刀点是指刀架转位换刀的位置。 以刀架转位时不碰工件及其他部件 为准。
3.刀位点 刀位点是指在加工程序编制中,用以表
示刀具位置的点
注:每把刀的刀位点在整个加工中只能有一个位置。
1.2.7 数控加工工艺技术文件的编写
确定原则: 粗加工时,选择较大的背吃刀量,
以减少走刀次数,提高生产率;
精加工时,通常选较小的 ap值,以
保证加工精度及表面粗糙度。
2.进给量f 的确定
确定原则: 粗加工时,进给量在保证刀杆、刀具、
机床、工件刚度等条件前提下,选用尽可 能大的f 值;
精加工时,进给量的选择主要受表面粗 糙度要求的限制,当表面粗糙度要求较高 时,应选较小的f 值。
以使总的工序数量减少。 适用于单件小批量生产。
2.工序分散原则 加工零件的过程在较多的工序中进行,
而每道工序的加工内容很少。 适用于大批量生产。
1.2.3 加工路线的确定
加工顺序确定原则:先粗后精、先近后远。
先粗后精
先近后远
1.2.4 刀具的选择
1.机架式可转位车刀
2. 数控车床常用刀具类型及用途
3.主轴转速n的确定
确定原则: 粗车时,选较低的切削速度, 精车时,选较高的切削速度。 由切削速度计算主轴转速的公式如下: n=1000v/(d) 式中:d ——工件直径,mm; v ——切削速度,m/min。
切削用量选择参考表
1.2.6 数控加工中对刀点、换刀 点及刀位点的确定
1.对刀点 2.换刀点 3.刀位点
谢谢观看!
第一章 数控车削编程基础
第二节. 数控车削加工工艺
数控加工工艺基础ppt
模具类零件的数控加工工艺
• 模具类零件的数控加工工艺主要涉及铣削、磨削、钻孔和电火花加工等加工方 法。在铣削和磨削过程中,需要选择合适的刀具、切削参数和冷却方式,以确 保加工精度和表面质量。同时,还需要对工件进行装夹和定位,以减小加工误 差。
• 板类零件的数控加工工艺流程一般包括粗铣、半精铣、精铣等工序。在粗铣阶 段,主要去除余量,留有余量供后续加工;在半精铣阶段,对工件进行半精加 工,为精铣做准备;在精铣阶段,对工件进行精细加工,确保精度和表面质量 。
• 在钻孔和攻丝加工中,需要选择合适的钻头、丝锥和切削参数,以确保钻孔和 攻丝的质量和效率。同时,还需要注意工件的装夹和定位精度,以及切削液的 使用。
• 轴类零件的数控加工工艺还需要注意工件的装夹和定位精度,以及切削液的使 用。合理的装夹方式和切削液能够有效减小加工误差和提高表面质量。
板类零件的数控加工工艺
• 板类零件的数控加工工艺主要涉及铣削、钻孔和攻丝等加工方法。在铣削过程 中,需要选择合适的刀具、切削参数和冷却方式,以确保加工精度和表面质量 。同时,还需要对工件进行装夹和定位,以减小加工误差。
总结词
装夹方案的确定是数控加工工艺设计中的重要环节,合理的装夹方案能够有效提 高加工效率和质量。
详细描述
在确定装夹方案时,需要考虑零件的结构特点、装夹方式、夹具设计等因素。同 时,还需要根据现有设备和工艺条件进行选择和优化,确保装夹方案的可行性和 经济性。
刀具进给路线的确定
总结词
刀具进给路线的确定是数控加工工艺设计中的重要环节,合理的刀具进给路线能够有效提高加工效率和质量。
数控加工课件ppt

采取相应的控制措施,减小或消除误 差,如提高机床精度、定期刀具维护 、优化加工程序等。
数控加工质量改进措施
质量改进计划
制定针对数控加工的质量改进计划,明确改进目标、措施和实施步骤。
持续改进
通过收集和分析加工过程中的质量数据,评估改进效果,持续优化加工过程,提高加工质量。
05
CATALOGUE
消耗。
绿色制造与数控加工的可持续发展
随着环保意识的不断提高,绿色制造 成为制造业发展的重要趋势,数控加 工作为制造过程中的重要环节,需要 实现可持续发展。
可持续发展不仅有助于保护环境,也 有助于提高企业形象和市场竞争力, 为制造业的长期发展奠定基础。
通过采用环保材料、优化加工工艺、 减少能耗和排放等措施,数控加工可 以实现绿色制造的目标。
数控加工常见问题与解决方案
刀具磨损
表面质量不佳
刀具磨损是数控加工中常见问题,解 决方案包括选择合适的刀具材料、优 化切削参数、定期更换刀具等。
表面质量不佳可能与切削参数设置不 当有关,解决方案包括优化切削参数 、选用合适的刀具、控制冷却效果等 。
加工精度不足
加工精度不足可能是由于编程错误、 机床精度误差等原因造成的,解决方 案包括校验加工程序、检查机床精度 、调整补偿参数等。
数控加工课件
目录
• 数控加工简介 • 数控加工技术基础 • 数控加工操作实践 • 数控加工质量控制 • 数控加工发展趋势与未来展望
01
CATALOGUE
数控加工简介
数控加工的定义与特点
数控加工的定义
数控加工是一种基于数字控制技 术的加工方式,通过编程控制机 床的加工运动,实现零件的加工 制造。
批量加工
数控加工工艺教程PPT课件

总结
数控加工工艺的发展历程
从传统的手动加工到现代的数控加工, 技术的不断进步使得加工效率和精度 得到了显著提升。
数控加工工艺的应用领域
从机械制造到航空航天,数控加工工 艺在各个领域都得到了广泛应用,为 产业的发展做出了巨大贡献。
数控加工工艺的基本原理
介绍了数控加工工艺的基本原理,包 括数字控制技术、加工参数设置、加 工路径规划等方面的知识。
工件装夹
冷却液使用
工件装夹是数控加工中的重要环节,合理 的装夹方式可以减少加工误差,提高加工 精度。
冷却液在数控加工中起到冷却、润滑和清 洗的作用,可以有效降低切削温度,减少 刀具磨损,提高加工表面质量。
03 数控加工工艺流程
零件图工艺分析
总结词
零件图工艺分析是数控加工的第一步,主要对零件图样进行审查,确保其符合加 工要求。
数控编程的基本概念
01 02
数控编程定义
数控编程是数控加工准备阶段的主要内容之一,它是以零件图样为基础, 根据零件的工艺要求,利用数控编程语言,按照规定的格式和标准,编 写零件的加工程序的过程。
数控编程的步骤
分析零件图样、确定加工工艺、建立数学模型、编写加工程序、程序校 验与修改。
03
数控编程的方法
模具类零件的数控加工实例
总结词:质量保障
详细描述:在模具类零件的数控加工中,质量保障是非常重要的。为了提高加工质量和效率,可以采 用先进的测量和控制技术,如三坐标测量机、激光干涉仪等,对工件进行精确测量和误差补偿;同时 ,要加强生产过程的监控和管理,确保各道工序的加工质量和稳定性。
07 总结与展望
详细描述
数控加工中常用的刀具种类包括铣刀、钻头、车刀、铰刀等,每种刀具都有不同的切削原理和应用范 围。在选择刀具时,需要考虑刀具的材料、切削刃的几何形状、切削用量和刀具使用寿命等因素,以 确保加工质量和效率。
典型零件的数控铣削加工工艺ppt课件
数量 刀长/mm
加工表面
Φ6高速钢立铣刀 1
20
粗加工凸轮槽内外轮廓
2 T02 Φ6硬质合金立铣刀 1
20
精加工凸轮槽内外轮廓
编制
审核
批准
共页 第页
火灾袭来时要迅速疏散逃生,不可蜂 拥而出 或留恋 财物, 要当机 立断, 披上浸 湿的衣 服或裹 上湿毛 毯、湿 被褥勇 敢地冲 出去
六、确定切削用量
火灾袭来时要迅速疏散逃生,不可蜂 拥而出 或留恋 财物, 要当机 立断, 披上浸 湿的衣 服或裹 上湿毛 毯、湿 被褥勇 敢地冲 出去
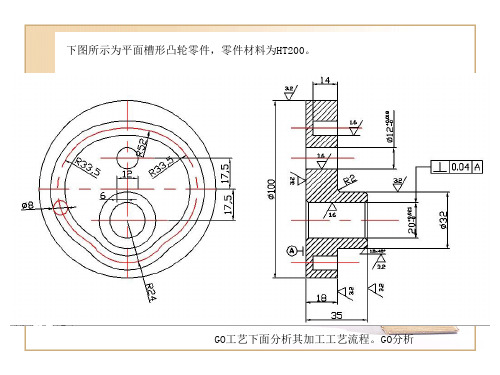
二、制定工艺过程
• ①普通铣床:铣底平面。GO • ②立式钻床:钻中心孔,钻、镗Φ20、
Φ12两个孔。GO • ③数控铣床:粗铣凸轮槽内外轮廓。GO • ④数控铣床:精铣凸轮槽内外轮廓。GO • ⑤钳工:矫平底面、表面光整、尖边倒
角。 • ⑥表面处理
火灾袭来时要迅速疏散逃生,不可蜂 拥而出 或留恋 财物, 要当机 立断, 披上浸 湿的衣 服或裹 上湿毛 毯、湿 被褥勇 敢地冲 出去
三、确定装夹方案
• 根据零件的结构特点,加工 Φ20、Φ12两个孔时,以底面A 定位(必要时可设工艺孔), 采用螺旋压板机构夹紧。
• 加工凸轮槽内外轮廓时,采用 “一面两孔”方式定位,即以 底面A和Φ20、Φ12两个孔为定 位基准,装夹示意图如下图所 示。
主轴转速 进给速度 背吃刀量 /(r/min) /(mm/min) /mm
1 一面两孔定位,粗 T07 铣凸轮槽内轮廓
2 粗铣凸轮槽外轮廓 T07
3 精铣凸轮槽内轮廓 T08
4 精铣凸轮槽外轮廓 T08
编制
审核
Φ6
Φ6 Φ6 Φ6 批准