钢筋集中加工一厂汇报ppt课件
钢筋标准化加工场课件

钢筋焊接与捆扎
总结词
确保钢筋连接质量
详细描述
采用合适的焊接工艺,对钢筋进行焊接,确保其连接牢固、稳定。同时,根据施工需要,对钢筋进行捆扎,使其 在运输和施工过程中保持稳定。
钢筋成品检验与存储
总结词
保证钢筋质量稳定
详细描述
对加工完成的钢筋进行质量检验,确保其质量符合要求。同时,对合格的钢筋进行分类、标识、存储 ,确保其在存储过程中质量稳定。
钢筋标准化加工场课件
目录
• 钢筋标准化加工场概述 • 钢筋标准化加工场设备与设施 • 钢筋标准化加工场工艺流程 • 钢筋标准化加工场质量控制 • 钢筋标准化加工场安全与环保 • 钢筋标准化加工场案例分析
01
钢筋标准化加工场概述
定义与特点
定义
钢筋标准化加工场是指按照统一 标准进行钢筋加工的场所,具备 高效、精准、自动化程度高的特 点。
05
钢筋标准化加工场安全与环保
安全管理制度与措施
1 2
制定安全操作规程
明确各岗位操作规程,确保员工熟悉并遵守。
定期安全检查
对设备、工具等进行定期安全检查,确保其处于 良好状态。
3
危险源辨识与风险评估
对加工场内的危险源进行辨识和风险评估,采取 相应措施降低风险。
环保管理制度与措施
废弃物分类处理
对加工过程中产生的废弃物进行分类处理,避免 对环境造成污染。
特点
加工设备先进、工艺流程规范、 产品质量稳定、生产效率高。
钢筋标准化加工场的重要性
01
02
03
提高工程质量
标准化加工的钢筋产品精 度高,能确保工程质量, 减少因钢筋质量不达标而 导致的工程质量问题。
提升施工效率
钢筋加工技术PPT教案
(3)坡口焊
坡口焊施工前在焊接钢筋端部切口形成坡口。 坡口面应平顺,切口边缘不得有裂纹、钝边和 缺棱。坡口平焊时,坡口角度宜为55°~65°; 坡口立焊时,坡口角度宜为40°~55°,其中, 下钢筋宜为0°~10°,上钢筋宜为35°~45°。
▪ 钢筋根部间隙,坡口平焊时 宜为4~6mm;立焊时,宜为 3~5mm。其最大间隙均不宜 超过10mm。钢垫板厚度宜 为4~6mm,长度宜为 40~60mm。坡口平焊时,垫 板宽度应为钢筋直径加第25页/共56页 10mm,立焊时,垫板宽度 宜等于钢筋直径。
钢筋级别 HPB235 d≤12
d≤25 HRB335
d=28~40 HRB400 d= 8~40 RRB400 d= 10~28
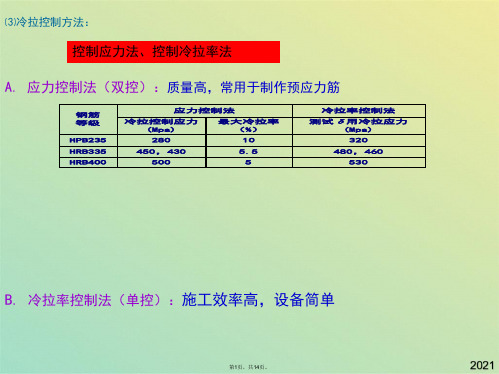
冷拉控制应力(N/mm2) 280 450 430
第1510页0/共56页 700
最大冷拉率(%) 10.0
5.5
5.0 4.0
冷拉实例1
冷拉一根直径为18mm,截面面 积为254.5 mm2 ,长30m的 HPB235级钢筋,由表中可查出 冷拉控制应力为280N/mm2, 最大冷拉率不超过10%。
构件长度: 保护层厚度: 钢筋的锚固和搭接:
序号 环境与条件
1 室内正常环境
露天或室内
2
高湿度环境
有垫层
3
无垫层
构件名称
混凝土强度等级 ≤C20 C25及C30
板、墙、壳
15
梁、柱
25
板、墙、壳
35
25
梁、柱 第38页/共4556页
35
基础
35
70
≥C35
15 25
钢筋的锚固与搭接
1、纵向受拉钢筋的搭接长度ll: ll=ξla
钢筋工工作计划工作总结述职报告PPT模板下载
认真审阅施工图纸, 掌握工程钢筋设计
做法,...
发现并解决钢筋翻 样中出现的技术问
题。
今年公司工作建议
01
企业务必为 员工购买各 类保险
02
树立榜样, 样的力量是 无穷的
03
应当提高工 资待遇和福 利
04
改实际操作潜 质端正服务 态度
05
明确公司各 部门员工岗 位职责
丰富企业文娱活动, 能够增强凝聚力
关爱员工让员工感 觉到家的温暖
鼓励员工用心参与 公司管理
感谢观看
工
作
汇
报
钢筋工工作计划述职报 告
最新版工作汇报,下载可以直接修改
工作汇报PPT模板
目录
01 去年个人工作总结
03 今年个人工作计划
02 去年个人自我评价 04 今年公司工作建议
去年个人工作总结
合理控制现场钢筋 消耗及损耗;
认真审阅施工图纸, 掌握工程钢筋设计
做法,...
发现并解决钢筋翻 样中出现的技术问
题。
去年个人自我评价
01
具有内部协 调资源统筹 落地合作能 力
02
良好的职业 道德和承压 能力
04
良好的职业 道德品质及 职业操守
06
主动沟通, 结果导向, 跨部门协作 能力强
03
思路清晰, 较强执行力, 敏锐市场洞 察力
05
能够主动担 当并协调多 方完成复杂 议题
今年个人工作计划
合理控制现场钢筋 消耗及损耗;
钢筋集中加工厂模式探究
钢筋集中加工厂模式探究钢筋集中加工厂是指将钢筋加工集中化、规模化管理的一种模式。
这种模式已经成为了目前钢筋加工行业中比较流行的一种模式,主要是因为它能够提高生产效率、降低成本,确保产品的质量稳定性等。
1.规模化:钢筋集中加工厂一般都是大型规模的,聚集了大量的加工设备和技术人员,能够快速高效地进行生产。
2.专业化:由于集中化处理后,可以形成一个大型的生产体系,在这个体系中,聘用了大量的专业技术人员进行统一的管理和生产,能够更加专业化地进行生产,不仅提高了效率,也确保了产品的质量。
3.生产效率高:由于集中化处理后,可以集中了大量的生产设备和专业技术人员,所以生产效率就会显著提高,生产速度也会更快。
4.品质稳定:由于集中化管理,可以按照某一个标准进行生产,基本上产品质量能够保证稳定性,更对原材料的选择和人流、物流进行科学管理,从而使产品质量更具有可靠性。
5.节约成本:钢筋集中加工厂模式可以更好地利用资源,降低成本,由于生产效率的提高和规模化和专业化管理的优势,产品成本会更低,降低企业的经营成本。
6.分工明确:集中化生产,可以清晰地分工,不同的工序可以专业化处理,从而避免了人为因素造成的质量问题,也让工人可以更专注地处理自己的工序。
1.优点:②一体化管理:钢筋集中加工厂是一个完整的生产体系,生产和质量控制都能够统一管理,能够更好地把关产品质量。
③技术一流:由于专业化的管理和配备了更多先进的设备,钢筋集中加工厂生产的钢筋产品质量也更稳定、更优质。
④节约成本:钢筋集中加工厂可更好地利用资源,降低成本,率先在行业中以更具有竞争力的价格销售出去。
2.缺点:①规模要求高:钢筋集中加工厂需要大规模的设备和人员,对于成本过高的小企业而言,进入市场的门槛较高。
②技术要求高:专业技术要求高,需要形成一个完整的生产体系,需要科学地安排生产流程和人流、物流等。
③市场容量局限:由于需要较大的市场配合,因此在一些市场规模较小的区域,竞争会较为激烈。
《钢筋加工技术》课件
06
CHAPTER
钢筋加工技术案例分析
水利工程
在水利工程中,大坝、水库和闸门等关键部位需要大量的钢筋,钢筋加工技术保证了水利工程的安全运行和长期耐久性。
轨道交通
轨道交通的轨道、支柱和隧道结构都需要高精度和高强度的钢筋,钢筋加工技术的应用提高了轨道交通的安全性和稳定性。
钢筋加工的重要性
早期钢筋加工主要依靠手工操作,加工精度和效率较低。
手工加工阶段
随着技术的发展,钢筋加工开始采用半机械化设备,如弯曲机、切断机等,提高了加工效率和精度。
半机械化加工阶段
现代钢筋加工已经进入自动化阶段,采用机器人和自动化设备进行加工,大大提高了加工精度和生产效率。
自动化加工阶段
严格按照设计图纸进行加工
THANKS
感谢您的观看。
钢筋焊接技术包括电弧焊、闪光焊、气压焊等。每种焊接技术都有其适用的范围和特点,需要根据具体情况进行选择。
钢筋焊接技术广泛应用于各种建筑工程中,如桥梁、高层建筑、工业厂房等。在应用钢筋焊接技术时,需要注意焊接的质量、安全性和可靠性。
钢筋焊接技术的应用
钢筋焊接技术的种类
钢筋机械连接技术包括套筒挤压连接、锥螺纹连接、直螺纹连接等。每种机械连接技术都有其适用的范围和特点,需要根据具体情况进行选择。
在操作过程中,应遵守安全操作规程,确保人身安全和设备安全。
定期对钢筋加工工具进行检查、清洁、润滑等维护工作,以保证其正常运转和延长使用寿命。
日常维护
每天对设备进行清洁、检查,确保设备正常运行。
定期保养
按照设备保养手册进行定期保养,包括更换磨损件、润滑等。
bAAA钢筋翻样及加工PPT课件 单元4钢筋工程施工质量验收-文档资料

20
4.3 钢筋连接质量验收 表4.4 接头弯曲试验指标
注:①d为钢筋直径(mm)。 ②直径大于25mm的钢筋焊接接头,弯曲直径应增加1倍钢筋直径。
21
4.3 钢筋连接质量验收 试验结果:弯至90°有2个或3个试件外侧(含焊 缝和热影响区)未发生破裂,应评定该批接头弯 曲试验合格。 当3个试件均发生破裂,则一次判定该批接头为 不合格品。 当有2个试件发生破裂,应进行复验。复验时, 应再切取6个试件。 复验结果:当有3个试件发生破裂时,应判定该 批接头为不合格品。
19
4.3 钢筋连接质量验收
注:当接头试件虽断于焊缝或热影响区,呈脆性断裂, 但其抗拉强度大于或等于钢筋规定抗拉强度的1.10倍时, 可按断于焊缝或热影响区之外,呈延性断裂同等对待。
(8)闪光对焊接头、气压焊接头进行弯曲试验 时,应将受压面的金属毛刺和镦粗凸起部分消除, 且应与钢筋的外表齐平。 弯曲试验可在万能试验机、手动或电动液压弯曲 试验器上进行,焊缝应处于弯曲中心点,弯曲直 径和弯曲角应符合表4.4的规定。
18
4.3 钢筋连接质量验收 当试验结果有2个试件抗拉强度小于钢筋规定的 抗拉强度,或3个试件均在焊缝或热影响区发生 脆性断裂时,则一次判定该批接头为不合格品。 当试验结果有1个试件的抗拉强度小于规定值, 或2个试件在焊缝或热影响区发生脆性断裂,其 抗拉强度均小于钢筋规定抗拉强度的1.10倍时, 应进行复验。 复验时,应再切取6个试件。复验结果:当仍有1 个试件的抗拉强度小于规定值,或有3个试件断 于焊缝或热影响区,呈脆性断裂,其抗拉强度小 于钢筋规定抗拉强度的1.10倍时,应判定该批接 头为不合格品。
13
4.3 钢筋连接质量验收 (3)纵向受力钢筋焊接接头,包括闪光对焊接 头、电弧焊接头、电渣压力焊接头、气压焊接头 的连接方式检查和接头的力学性能检验,规定为 主控项目。 接头连接方式应符合设计要求,并应全数检查, 检验方法为观察。 接头试件进行力学性能检验时,其质量和检查数 量应符合本单元有关规定;检验方法包括检查钢 筋出厂质量证明书、钢筋进场复验报告、各项焊 接材料产品合格证、接头试件力学性能试验报告 等。 焊接接头的外观质量检查规定为一般项目。
《钢筋的加工工艺》PPT课件
精选课件ppt
1
钢筋加工的基本过程
编制配料单:首先根据施工图纸,按不同构件分 别计算出各根钢筋切断时的直线长度(下料长 度),编制配料单,作为申请加工的依据;
填写配料牌:为了加工方便,应根据配料单上 的钢筋编号,分别填写配料牌,作为加工的依 据;
系好加工牌:加工完成后,将加工牌记在成品 钢筋上,以便在绑扎成型和安装过程中使用。
双面焊
精选课件ppt
单面焊
20
钢筋接长
电弧焊 搭接焊 钢筋宜预弯,以保证两钢筋的 轴线的同一直线。
双面焊
单面焊
精选课件ppt
21
钢筋接长
电弧焊 坡口焊 坡口焊分为平焊和立焊,适用 于装配式框架结构的节点。
精选课件ppt
22
钢筋接长
电弧焊
窄间隙焊接头 水平钢筋窄间隙焊适用于直径 20mm以上钢筋的现场水平连接。焊接时,两钢筋 端部置于U形铜模中,留出10-15mm的窄间隙,用 焊条连接焊接,溶化钢筋端面,并使熔化钢筋充 填间隙形成接头。
缺点:造价较高。
精选课件ppt
26
机械加工连接
套筒挤压连接
套筒挤压连接方法是将需要的连接的钢筋(应为带肋钢 筋)端部插入特制的钢套筒内,利用挤压机压缩钢套筒, 使它产生塑性变形,靠变形后的钢套筒与带肋钢筋的机械 咬合紧固力来实现钢筋的连接。这种连接方法一般用于直 径为16~40mm的Ⅱ级,Ⅲ级钢筋(包括余热处理钢筋), 分径向挤压和轴向挤压两种。
精选课件ppt
18
钢筋接长
各种连接方式的特点 2、焊接连接 是目前应用最广的一种钢筋连接方法。 优点:传力性能好,节约钢材、适用范围广;
缺点:需要技术高的焊工,用电量大,接头质 量受操作工人的水平、体力和情绪的影响, 还可能受大气候和防火的限制。
钢筋加工(共14张PPT)
滑轮组门数 3 4 5 6 7
8
工作线数 7 9 11 13 15 17
总效率η 0.88 0.85 0.83 0.80 0.77 0.74
选择卷扬机时:Q≥(1.2~1.5)N
第2页,共14页。
钢筋的冷拉速度V:
V D n m (m/min)
式中:D——卷扬机卷筒直径(m); n——卷扬机卷筒转速(r/min);
第9页,共14页。
第10页,共14页。
第11页,共14页。
4.2.4 钢筋配料 L=外包尺寸-量度差值+弯钩增长值
外包尺寸:钢筋外皮至外皮之间的长度。 量度差值:钢筋的外包尺寸和轴线长度之间的差值。
1.钢筋中部弯曲处的量度差值:
2 D d tan D d
2 2
360
A' B'
d
A
外包宽(高)=构件宽(高)-2×保护层厚 +2×箍筋直径
箍筋弯钩调整值:
构 件 高
宽
受力钢筋(mm) φ10~φ25
>φ25
φ6 φ8 φ10 φ12 160 200 240 280 180 210 260 300
第14页,共14页。
B. 冷拉率控制法(单控):施工效率高,设备简单
第1页,共14页。
⑷冷拉设备:
拉力设备、承力结构、测量装置、钢筋夹具
卷扬机的设备能力Q:
Q Tm F(KN)
式中:Q——设备拉力(KN); T——卷扬机牵引力(KN); m——滑轮组工作线数; η——滑轮组总效率; F——设备阻力,一般取5~10KN。
B
C' C
D
弯起角度 30° 45°
取值 0.3d 0.5d
60°
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
选址地理位置图 .
选址地理位置图 .
四、项目部组织机构及人员配备
1、项目班子2人,其中经理1人,负责中心全面工作 。副经理1人(兼生产部部长),负责生产加工和材料 进库及配送工作。
2、部门设置:项目部设置两部,即生产部、保障部 。生产部配备6人,包括技术主管1人(兼工经),质 检工程师1人(兼安全及试验),技术员1人,材料员1 人(兼调度),机电2人。保障部配备4人,包括部长1 人,财务1人,小车司机1人,厨师1人。
.
一、基本情况 由中铁青岛地铁钢筋集中加工一厂(下称“加工一 厂”)承担青岛地铁1号线8个车站的钢筋加工及配送 任务,即沧安路站、永年路站、兴国路站、南岭路站、 遵义路站、瑞金路站、沟岔村站、东郭庄站。合计数 量为81016.562吨。
.
二、加工数量表
.
三、临建驻地建设方案
拟将加工中心位置选址确定在正阳中路与正阳西路交 汇处往南520米,位于城阳区城阳街道京口社区。该 地性质为京口社区居委会所有,租赁给个人使用,租 赁期限20年,租赁期于2029年12月到期,现处于闲置 空地。该处场地占地面积10000平方米(含物贸公司 材料储存库),场地呈矩形,东西长、南北窄,大门 设置在东边。该场地西边、北边与污水处理厂一路之 隔,东边、南边与喜盈门纺织工业园等相邻。交通运 输便利、居住密度稀疏。(见选址地理位置图),加 工一厂配置钢筋加工设备共53台套。见附表,其中大 型自动化设备13台(套)。即弯箍机、弯曲机、钢筋 滚焊机、钢筋网片机、切断机、切锯机、对丝机、对 焊机、桁吊、随车吊等,生. 产能力达到38000吨/年。
3、作业工区划分 加工中心设置4个加工生产区、2个原材料存放区、2 措施
为确保厂区临建工程质量,我项目成立了以项目经理为组长, 相关人员为组员的质量管理组织机构。
1、场地硬化保证措施 ⑴选用专业化混凝土硬化作业工班,配备专用路面硬化混凝土 机具,保证场地硬化外观质量; ⑵所用混凝土为青岛市广联发商品混凝土站供应,采用商品混 凝土保证混凝土内在质量。 2、厂房建设保证措施 ⑴厂房图纸由有资质的单位设计,经过公开招标选择具有安装 资质的单位负责安装,保证设计及安装的专业化,保证厂房施工质 量; ⑵厂房安装过程中,项目质量管理小组人员对安装过程全程旁 站,检查每道工序的安装过程。
技 术 人 员 对 钢 筋 下 料 进 行 验 收 返 工 处 理
合 格
合 格
成 型 钢 筋 制 作 ( 含 弯 曲 、 套 丝 、 加 戴 丝 扣 保 护 帽 等 )
不 合 格
技 术 人 员 对 成 型 钢 筋 进 行 验 收 返 工 处 理
.
.
八、临建施工费用
.
.
九、钢筋加工厂管理模式
⑵加工配送流程
成型钢筋组织生产流程图 根 据 工 区 下 发 技 术 交 底 进 行 钢 筋 翻 样
技 术 人 员 向 工 班 下 发 成 型 钢 筋 加 工 通 知 单 及 技 术 交 底
工 班 根 据 技 术 交 底 进 行 钢 筋 下 料
不 合 格
.
六、临建施工安全保证措施
1、施工用电 ⑴加强现场临时用电的管理,电线路的布局要合理、实用,各种接 线盒要统一配置,坚持“一电、一闸、一箱、一漏”制度,严禁乱 拉接线现象。 ⑵凡施工现场内使用的手持电动工具均要有合格的漏电保护装置, 漏电保护装置应定期检验,保持动作灵敏、性能可靠。 2、施工机械 ⑴严禁酒后操作,严禁疲劳作业,严禁在患病和精神失常时操作机 械。 ⑵夜间作业时,要有足够的照明设施,工作视线不清时禁止作业。 ⑶在使用吊车作业时,要按起重作业安全规定办理,使用前要认真 检查,确认良好,并经试运转正常后,方可
加工厂房采用钢结构厂房形式,钢构厂房基础设计有70个,并设有 地梁,均采用混凝土标号为C30进行施工,基础尺寸偏差允许范围中线 +10mm,标高+10mm,现场需严格控制尺寸,以方便以后航吊的安装,混 凝土施工过程中需进行保暖措施,施工完毕后进行土方回填并分层夯 实。待7天后混凝土强度达到95%,开始立钢构厂房的H型钢,H型钢应 在风力小于3级的情况下进行。现场施工人员高空作业均需要配带安全 绳,安全绳应高挂低用。H钢柱立完以后安装顶面支撑,根据青岛市政 府要求所有建筑顶面均采用红色,现场屋顶采用红色安装。
.
使用。起重设备工作人员必须持证上岗,遵守安全操作规程,设立统 一的指挥信号,不盲目作业;当必须布置两台起重机同时作业时,应保证 两台起重机械的吊臂端部的间距要超过4米,以保证所提升的物体即使在 惯性的作用下,也不至于发生碰撞,施工中使用的起重机械应进行定期保 养、检修,杜绝带病进行,并做好设备运转记录;保证起重机吊臂旋转范 围内,不得有任何人员进入,不允许发生交叉起重作业的情况。
3、高空作业安全防护措施 高空(指在坠落高度基准面在2米或2米以上)作业进行之前,应正确 穿着或配戴必须的安全防护用品,并检查其性能完好符合要求,高空作业 人员持证上岗;高空作业时,不得随意放置或向下抛弃工具、物件、余料 或废料等。 1、(附机械设备配备计划表) 2、(临建工程数量表)
.
七、机械配置情况
钢筋加工一厂情况汇报
2016年5月12日
.
一、基本情况
青岛市地铁一号线工程线路起于黄岛区峨眉山路站,止 于城阳区东郭庄,途经黄岛区、市南区、市北区、李沧区、 城阳区,沿黄岛长江路、滨海大道向北过海至主城区团岛, 沿费县路、胶州路、延安路、和兴路、人民路、四流路、重 庆路、凤岗路、中城路、S209至城阳东郭庄,线路全长 59.941km,共设车站40座,其中换乘站12座,平均站间距 1564m。
钢筋加工区设置27米宽*2跨*110米长。场区内原地面整平后地面采 用20cm厚C20混凝土整体硬化,中间运输道路采用25cm厚C30混凝土硬 化。地面混凝土浇筑后切割5条横缝1条纵缝,地面按照中间高两边低 的原则设置2%的横坡,并在两侧设置30cm深排水沟。场地硬化按照四 周低,中心高的原则进行,面层设1.5%排水坡度,水流向场外排水沟 ,排水沟底面采用M7.5砂浆进行抹面。