哈氏可磨性指数测定仪(煤炭化验设备)
哈氏可磨性指数测定仪使用说明书
哈氏可磨性指数测定仪使用说明书1 操作准备1.1 彻底清扫研磨碗、研磨环和钢球,把钢球放入研磨碗中,将钢球固定架放入钢球上,将钢球位置固定。
1.2 称量50±0.01g 粒度为0.63mm-1.25mm 的煤样,均匀在分布在研磨碗内,并平整表面,然后将钢球固定架取出,将落在研磨凸起部份和球上面的煤样扫到钢球周围。
2 日常操作为了确保您的实验顺利进行,在日常的使用中请按下述步骤操作该仪器。
2.1 打开主机电源。
2.2将研磨环插入主轴销钉上按顺针旋转30度后将其固定。
2.3 将已装煤样及钢球的研磨碗顺着槽插入框架内,由研磨碗定位撑板圆弧定位后按“启动”按键。
2.4 当运转60 转时,旋转电机自动停止,,同时蜂鸣器“嘀”一声;研磨环自动掉入研磨碗内,然后由人工取出研磨碗,整个研磨流程完成。
2.5 将保护筛、0.071mm筛和筛底盘套好,把粘在研磨环上的煤粉刷到保护筛上,然后将磨过的煤样连同钢球一起倒入保护筛,并仔细将粘在研磨碗和钢球上的煤粉刷到保护筛上。
再把粘在保护筛上的煤粉刷到0.071mm筛子内。
取下保护筛并把钢球放回研磨碗内。
2.6 将筛盖盖在0.071mm筛子上,连筛底盘一起放在振筛机上振筛10min。
取下筛子,将粘在0.071mm筛面底下的煤粉刷到筛底盘内,重新放到振筛机上振筛5min,再刷筛面底下一次,振筛5min,刷筛面底下一次。
2.7 将两个量杯分别放入漏斗下面,将0.071mm筛上的煤样及筛下煤样分别倒入漏斗中,将筛内及漏斗中的煤样全部刷入量杯中。
2.8 称量0.071mm筛上的煤样(称准到0.01g),记作m1(g)。
2.9 称量0.071mm筛下的煤样(称准到0.01g),记作md(g)。
2.10 每个煤样按上述步骤测试两次,然后分别将两组煤样的m,m1, md输入查询仪内,即可查询可磨性指数。
3 仪器维护与保养1、研磨环、研磨碗和钢球在每次使用之后应擦拭干净,防止生锈。
哈氏操作方法
煤的可磨性指数测定方法方法要点:将煤样制成规定的粒度,经哈氏可磨性测定仪研磨后,在规定条件下筛分,称量筛上煤样质量,从由标准煤样绘制的标准图上查得哈氏可磨性指数。
1、仪器设备.1 哈氏可磨性测定仪由机座、电气控制盒、蜗轮盒、电动机、小齿轮、大齿轮、重块、护罩、拔杆、计数器、主轴、研磨环、钢球、研磨碗相关部件组成。
电动机通过蜗轮、蜗杆对一对齿轮减速后,带动主轴和研磨环以20±1r/min的速度运转。
研磨环驱动研磨碗内的8个钢球运动,钢球直径为25.4mm,由重块、齿轮、主轴和研磨环施加在钢球上的总垂直力为284±2N(约29±0.2kgf)。
研磨环与研磨碗材料相同,并经过淬火处理。
.2 试验筛:孔径为0.071㎜、0.63㎜、1.25㎜,直径为200㎜,并配有筛盖和筛底盘。
.3 保护筛:能套在试验筛上的方孔筛或圆孔筛,孔径范围16~19㎜。
.4 振筛机:可以容纳外径为200mm的一组垂直套叠并加盖和底盘的筛子,垂直振击频率为149min-1,水平回转频率为221 min-1,回转半径为12.5mm。
.5 天平:最大称量100g,感量0.01g。
.6 二分器:分样格槽宽约5mm。
.7 破碎机:辊式破碎机,辊间距可调,能将粒度6mm的煤样破碎到1.25mm,而只生成最小量、小于0.63mm的煤粉。
1、制样a、将煤样破碎到6㎜后缩分出约1㎏左右的样品,然后将煤样在盘中摊开,层厚不超10㎜,进行空干后称量;b、将空干后煤样分5次用1.25㎜、0.63㎜的筛子筛分,直到煤样全部通过1.25㎜的筛子,留取0.63㎜~1.25㎜的煤样,0.63㎜以下的弃去;c、称取0.63㎜~1.25㎜煤样的重量,计算出其在空干后煤样中所占的百分数(出样率),如出样率小于45%,则该煤样作废,重新缩分、制样。
2、 测定a、将0.63㎜~1.25㎜的煤样混匀后缩分出两份,用0.63㎜的筛子在振筛机上筛5min,去除0.63㎜以下的粉末,一份备样,一份留做下面的试验。
煤炭各个指标之间的关系

煤炭各个指标之间的关系煤炭各个指标之间的关系(神华煤炭化验设备)之前,我们了解到了:如何⽤神华煤炭化验设备去测量分析计算煤质各项指标的含量,那么这些煤炭质量指标之间⼜有什么关系呢煤的发热量、⽔分、灰分、挥发分、硫分、灰熔融性、G值、Y值之间有什么关系呢本⽂参考于:煤质检测分析新技术新⽅法与化验结果的审查计算实⽤⼿册,各项煤质指标间的相互关系,另外还有我神华煤炭化验设备公司专业技术⼈员提供的资料。
1.煤的⼯业分析各指标间的关系煤的⼯业分析项⽬,是了解和研究煤性质最基本指标,特别是⽔分、挥发分等指标,都能表征煤的不同煤化程度,之间均有显著的相关关系。
此外,煤中矿物质的数量及其组分对煤的挥发分、发热量和真(视)相对密度等其他指标也都有显著影响。
(2)原煤、精煤间的灰分关系:⼀般,洗选后的精煤灰分要⽐原煤的低,但灰分的降低幅度因煤的可选性⽽异。
某些灰分不太⾼的年轻褐煤,往往⽤氯化锌重液洗后,其精煤的灰分反⽽⽐原煤的⾼。
这是因为洗选过程中吸附造成的。
(3)挥发分、焦渣特征和⽔分的关系:挥发分⾼低反映了煤的变质程度。
焦渣特征在⼀定程度上反映了煤的粘结性和结焦性。
1)⼲燥⽆灰基挥发分和焦渣特征之间通常有下列关系:Vdaf≤l0%,焦渣特征为l~2号;Vdaf<13%,焦渣特征不超过4号;Vdaf>40%的褐煤,焦渣特征为1~2号;Vdaf=l8%~33%的炼焦⽤烟煤,焦渣特征为5~8号。
2)精煤⼲燥⽆灰基挥发分和原煤⼲燥⽆灰基挥发分之间,矿物质含量⾼的煤,其精煤⼲燥⽆灰基挥发分往往稍⼩于原煤的。
矿物质含量愈多,差值就愈⼤。
但是,粘结性上,总是精煤⾼于原煤。
2.硫含量和⼯业分析指标间的关系⼀般,硫分⾼低和其它⼯业分析指标没有直接关系,但是,有机硫含量⾼的⾼硫煤,其发热量值常⼩于同⼀牌号的低硫煤。
因为有机硫⾼的煤,其结构单元聚六碳环上的部分C、H被S取代,⽽C 和H的燃烧热值⾼。
硫分和灰分间没有直接关系,但是,如果⾼硫煤中是以硫铁矿硫为主,则硫分⾼,其灰分产率也⾼;对于低硫煤,如果是有机硫为主,则情况相反。
煤炭各个指标之间的关系

煤炭各个指标之间的关系(神华煤炭化验设备)之前,我们了解到了:如何用神华煤炭化验设备去测量分析计算煤质各项指标的含量,那么这些煤炭质量指标之间又有什么关系呢?煤的发热量、水分、灰分、挥发分、硫分、灰熔融性、G值、Y值之间有什么关系呢?本文参考于:煤质检测分析新技术新方法与化验结果的审查计算实用手册,各项煤质指标间的相互关系,另外还有我神华煤炭化验设备公司专业技术人员提供的资料。
1.煤的工业分析各指标间的关系煤的工业分析项目,是了解和研究煤性质最基本指标,特别是水分、挥发分等指标,都能表征煤的不同煤化程度,之间均有显著的相关关系。
此外,煤中矿物质的数量及其组分对煤的挥发分、发热量和真(视)相对密度等其他指标也都有显著影响。
(2)原煤、精煤间的灰分关系:一般,洗选后的精煤灰分要比原煤的低,但灰分的降低幅度因煤的可选性而异。
某些灰分不太高的年轻褐煤,往往用氯化锌重液洗后,其精煤的灰分反而比原煤的高。
这是因为洗选过程中吸附造成的。
(3)挥发分、焦渣特征和水分的关系:挥发分高低反映了煤的变质程度。
焦渣特征在一定程度上反映了煤的粘结性和结焦性。
1)干燥无灰基挥发分和焦渣特征之间通常有下列关系:Vdaf≤l0%,焦渣特征为l~2号;Vdaf<13%,焦渣特征不超过4号;Vdaf>40%的褐煤,焦渣特征为1~2号;Vdaf=l8%~33%的炼焦用烟煤,焦渣特征为5~8号。
2)精煤干燥无灰基挥发分和原煤干燥无灰基挥发分之间,矿物质含量高的煤,其精煤干燥无灰基挥发分往往稍小于原煤的。
矿物质含量愈多,差值就愈大。
但是,粘结性上,总是精煤高于原煤。
2.硫含量和工业分析指标间的关系一般,硫分高低和其它工业分析指标没有直接关系,但是,有机硫含量高的高硫煤,其发热量值常小于同一牌号的低硫煤。
因为有机硫高的煤,其结构单元聚六碳环上的部分C、H被S取代,而C 和H的燃烧热值高。
硫分和灰分间没有直接关系,但是,如果高硫煤中是以硫铁矿硫为主,则硫分高,其灰分产率也高;对于低硫煤,如果是有机硫为主,则情况相反。
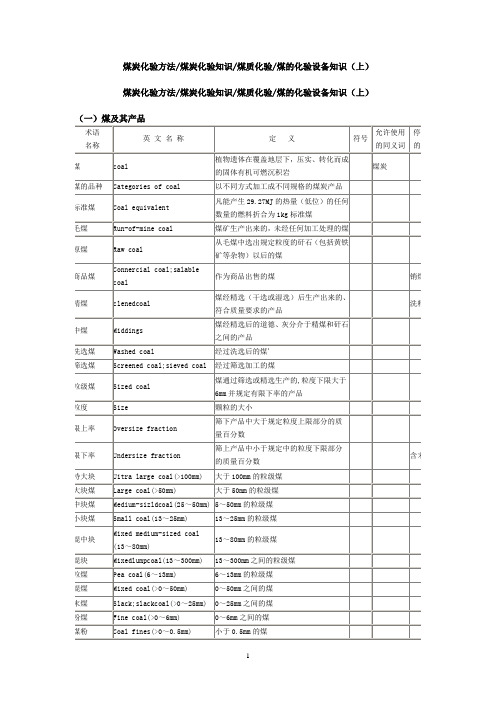
煤炭化验方法
沉煤样
Sink sample
经重液分选沉在下部的煤样
2.2.17
实验室煤样
Laboratory sample
由总样或分样缩制的、送往试验室供进一步制备的煤样
2.2.18
空气干燥煤样
Air-dried sample
粒度小于0.2mm、与周围空气湿度达到平衡的煤样一般分析煤样
2.2.19
标准煤样
surfacemoisture
在一定条件下煤样与周围空气湿度达到平衡时所失去的水分
Mf
2.3.3
内在水分
moisture intheairdriedsemple moisture inthe analy sissample
在一定条件下煤样达到空气干燥状态时所保持的水分
Minh
2.3.4
全水分
TOTAL MOISTURE
2.3.10
外来灰分
EXTRANEOUS ASH
由煤炭生产过程混入煤中的矿物质所形成的灰分
2.3.11
内在灰分
INHERENT ASH
由原始成煤植物中的和由成煤过程进入的矿物质所形成的灰分
2.3.12
碳酸盐二氧化碳
Carbonate carbon dioxide
煤中以碳酸盐形态存在的二氧化碳
CO2
2.3.13
定义
符号
允许使用
的同义词
停止使用
的同义词
2.5.1
结焦性
Chking property
挥发分
VOLATILE MATTER
煤样在规定条件下隔绝空气加热,并进行水分校正后的质量损失
V
2.3.14
焦渣特征
Characteristics of charresidue
煤的可磨性指数测定方法(哈德格罗夫法)

煤的可磨性指数测定方法(哈德格罗夫法)GB2565—2014代替 GB2565—1998Determination of grindability index of coal(Hardgrove method)前言本标准按照GB/T1.1-2009给出的规则起草。
本标准代替GB/T2565-1998《煤的可磨性指数测定方法(哈德格罗夫法)》。
本标准与GB/T2565-1998相比主要变化如下:一增加了引言、试剂和材料、试验报告(见引言,第4章,第11章);一增加了制样过程中对煤样进行空气干燥的要求(见6.2);一增加使用一元线性回归方程计算出哈氏可磨性指数(见附录C的C.2)。
本标准使用重新起草法修改采用ISO5074:1994<硬煤-哈德格罗夫可磨性指数的测定方法>。
本标准与ISO5074:1994相比在结构上有所调整,附录A中列出了本标准与ISO5074:1994的章条编号对照一览表。
本标准与ISO5074:1994相比存在技术性差异,这些差异涉及的条款已通过在其外侧页边空白位置的垂直单线(l)进行了标示,附录B中给出了相应技术性差异及其原因的一览表。
本标准由中国煤炭工业协会提出。
本标准由全国煤炭标准化技术委员会(SAC/TC42)归口。
本标准起草单位:煤炭科学研究总院检测研究分院、神华销售集团有限公司。
本标准主要起草人:杨华玉、张云红、张宝青、薛俊海、王振华。
GB/T2565-1998历次版本发布情况为:-GB2565-1981;GB2565-1987。
引言煤的可磨性指数是煤的物理一机械(如硬度、强度)等性能的综合体现,,一般采用哈德格罗夫法(哈氏可磨性指数测定仪,简称哈氏仪)测定煤的可磨性指数,测定煤的可磨性指数目的是评价煤研磨成粉的难易程度。
影响煤的可磨性指数测定结果可靠性的两个重要的因素是煤样制备方法(煤样的粒度范围)和煤中的水分含量。
煤的可磨性指数可以用来评估工业用磨煤机的产率和能耗。
哈氏可磨性指数测定仪
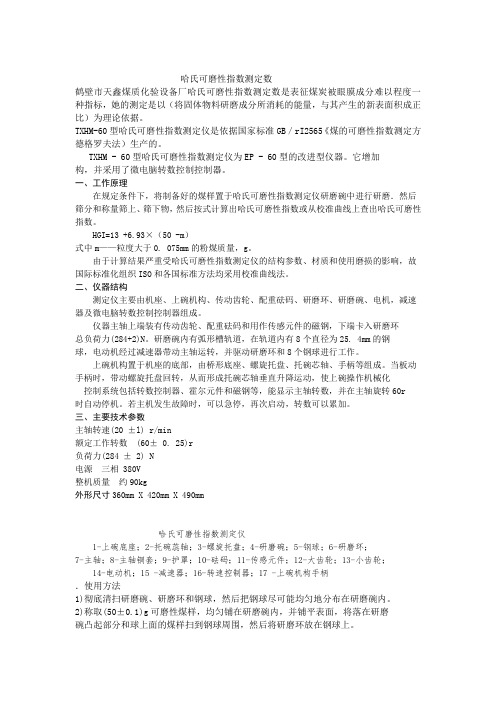
哈氏可磨性指数测定数鹤壁市天鑫煤质化验设备厂哈氏可磨性指数测定数是表征煤炭被眼膜成分难以程度一种指标,她的测定是以(将固体物料研磨成分所消耗的能量,与其产生的新表面积成正比)为理论依据。
TXHM-60型哈氏可磨性指数测定仪是依据国家标准GB/rI2565《煤的可磨性指数测定方德格罗夫法)生产的。
TXHM - 60型哈氏可磨性指数测定仪为EP - 60型的改进型仪器。
它增加构,并采用了微电脑转数控制控制器。
一、工作原理在规定条件下,将制备好的煤样置于哈氏可磨性指数测定仪研磨碗中进行研磨.然后筛分和称量筛上、筛下物,然后按式计算出哈氏可磨性指数或从校准曲线上查出哈氏可磨性指数。
HGI=13 +6.93×(50 -m)式中m——粒度大于0. 075mm的粉煤质量,g。
由于计算结果严重受哈氏可磨性指数测定仪的结构参数、材质和使用磨损的影响,故国际标准化组织ISO和各国标准方法均采用校准曲线法。
二、仪器结构测定仪主要由机座、上碗机构、传动齿轮、配重砝码、研磨环、研磨碗、电机,减速器及微电脑转数控制控制器组成。
仪器主轴上端装有传动齿轮、配重砝码和用作传感元件的磁钢,下端卡入研磨环总负荷力(284+2)N。
研磨碗内有弧形槽轨道,在轨道内有8个直径为25. 4mm的钢球,电动机经过减速器带动主轴运转,并驱动研磨环和8个钢球进行工作。
上碗机构置于机座的底部,由桥形底座、螺旋托盘、托碗芯轴、手柄等组成。
当板动手柄时,带动螺旋托盘回转,从而形成托碗芯轴垂直升降运动,使上碗操作机械化控制系统包括转数控制器、霍尔元件和磁钢等,能显示主轴转数,并在主轴旋转60r时自动停机。
若主机发生故障时,可以急停,再次启动,转数可以累加。
三、主要技术参数主轴转速(20 ±l) r/min额定工作转数 (60± 0. 25)r负荷力(284 ± 2) N电源三相 380V整机质量约90kg外形尺寸360mm X 420mm X 490mm哈氏可磨性指数测定仪1-上碗底座;2-托碗蕊轴;3-螺旋托盘;4-研磨碗;5-钢球;6-研磨环;7-主轴;8-主轴铜套;9-护罩;10-砝码;11-传感元件;12-大齿轮;13-小齿轮;14-电动机;15 -减速器;16-转速控制器;17 -上碗机构手柄.使用方法1)彻底清扫研磨碗、研磨环和钢球,然后把钢球尽可能均匀地分布在研磨碗内。
哈氏可磨指数检测技术及影响因素的探讨

哈 氏可磨 性 指 数 测 定 仪 : 5 E—H A 6 0 x
低, 即不容易磨细。煤的可磨性还随煤的水 分和灰分的增加而减少 , 同一种煤 , 水分和灰 分越高 , 其可磨指数就越低。煤的可磨指数 在现代冶金技术中有着重要的意义 , 特别是 喷 吹工艺 中 , 煤 的可磨 指 数 的重 要性 不 亚 于
1 . 1 测 定原理
采用哈德格罗夫法测定煤的可磨性, 其
理论依据是磨碎定律 , 即在固体物料磨碎成 粉时所消耗的能量与其产生的表面积成正
3 2
a . 将0 . 6 3一 L 2 5 m m的煤样混合均匀 , 用二分器分 出 1 2 0 g , 用0 . 6 3 m m筛子在振筛 机上筛 5 mi n , 以除 去 煤 粉 ; 再 用 二 分 器 缩 分
为每 份不 少于 5 0 g的两 份煤样 。 b .试运 转 哈 氏仪 , 检 查是否正常 , 然 后 调到 合适 的启 动位 置 。
2 结果与讨论
2 . 1 再现 性检测
c . 彻底清扫研磨碗、 研磨环和钢球 , 并 将钢球用钢球固定架均匀地分布在研磨碗的
凹槽 内。
对3 个不同可磨指数 的煤样进行两次测
哈 氏可磨指数检测技术及影响 因素的探讨
质量检 验监督 中心 赵 小元
摘 要
周秩耿
肖 星
通过建立哈 氏可磨指数 测定方法 , 为准确评价喷吹煤的质量提供一个关键指标 , 并对可磨
指数测定的影 响因素进行了初步探讨 。
煤的可磨性是一种与煤的硬度、 韧性 、 强 度 与脆性 有关 的综合 物 理特 性 , 哈 氏可 磨 指 数( H G I ) 是一个无量纲的物理量 , 是用以反 映煤制粉难易程度和煤 的耐磨性 , 它主要与 煤 的变 质程 度有 关 , 不 同牌 号 的煤 具 有 不 同
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鹤壁市英泰电子电器有限公司PDF 文档系列 哈氏可磨性指数测定仪
鹤壁市英泰电子电器有限公司
常用煤炭化验设备简介
哈氏可磨性指数测定仪
制造商制造商::鹤壁市英泰电子电器有限公司
地址地址::河南省鹤壁市淇滨区嵩山路方圆巷
电话电话::(0392)3355801,3355802,3355803,3303800
传真传真::(0392)3355801
网址网址::
邮箱邮箱::ytdzdq@
鹤壁市英泰电子电器有限公司PDF 文档系列 哈氏可磨性指数测定仪
常用煤炭化验设备简介
HM HM--60G 哈氏可磨性指数测定仪哈氏可磨性指数测定仪
1.1.性能特点性能特点性能特点::
HM-60G 哈氏可磨性指数测定仪的测定过程,是从磨碎定律(磨碎煤粉所消耗的能量、与煤粉产生的新表面积成正比)为理论依据,在GB/T2565-1998《煤的可磨性指数测定方法》(哈德格罗夫法)规定的条件下,将制备好的煤样进行研磨、筛分、称量,从由标准煤绘制的标准图上查得哈氏可磨性指数,指数越大,表明越易磨碎。
鹤壁市英泰电子电器有限公司PDF 文档系列 哈氏可磨性指数测定仪
HM-60G 哈氏可磨性指数测定仪由微电脑计数,计数器显示60转时自动停机。
若主机发生故障可以紧急停机,再次启动时转数可以累加等多元功能。
2.2.技术参数技术参数技术参数::
转速:20±1r/min
限额转数:60±1/4r
负荷力:284±2N
电机功率:90W
电源电压:380v 50Hz
重量:90Kg
外形参考尺寸:360 x 420 x490(mm)
3.3.技术要求技术要求
3.1 工作环境条件:
温度:5-40℃; 相对湿度:<85%;
电源:AC(220+22)V,(50±1)Hz。
3.2 测定仪:
3.2.1 测定仪主要性能
3.2.1.1 主轴转速:(20±1)r/min。
3.2.1.2 工作转数:(604±0.25)r 。
3.2.2 测定仪研磨件
3.2.2.1 几何尺寸精度和表面粗糙度:
a) 水平轨道圆弧半径:(19.05±0.13)mm。
b) 水平轨道中心直径:76.20mm。
c) 水平轨道弧弦高(研磨环):(3.50±0.05)mm。
d) 水平轨道弧面表面粗糙度:0.05。
3.2.2.2 研磨环、研磨碗弧面硬度:HRC(45-50)。
3.2.2.3 钢球:
a) 直径:(25.40±0.13)mm。
b) 硬度:HRC(45-50)。
c) 粗糙度:0.05。
3.2.3 钢球受力:(284±2)N。
3.2.4 圆柱齿轮精度应符合GB/T10095中的规定。
3.2.5 蜗轮蜗杆精度应符合GB/T10089中的规定。
3.2.6 测定仪的计数控制器动作应灵敏、准确、并保证测定仪在(60±0.25)r 时自动停止运转。
3.2.7 测定仪装配要求:
3.2.7.1 外购件、外协件应有产品合格证,所有零、部件应经检验合格方能组装。
3.2.7.2 零、部件的连接应无松动现象。
传动部件应转动平稳、灵活、无异常声响。
轴承的密封不能渗油。
3.2.7.3 测定仪的研磨件与机座组装后,应能顶起主轴。
主轴中间档圈与机
鹤壁市英泰电子电器有限公司PDF 文档系列 哈氏可磨性指数测定仪
座端面的间隙应不小于3mm。
3.2.7.4 在测定仪的每个重块应有钢字码打的编号和质量。
第四块重块的质量在装配前调 整。
四块重块、主轴、大齿轮和研磨环作用在钢球上的总垂直力应为(284±2)N。
总垂直力用最大称量30kg、感量10g 的天平进行校准。
3.2.8测定仪运转时的噪声不大于65dB。
3.2.9 绝缘电阻和绝缘强度:
测定仪独立供电部分的电源接线端与机壳间的绝缘电阻不小于20MΩ。
应能承受1500V、50Hz 交流电,历时1min 无飞弧和击穿。
3.2.10 测定仪外观要求:
结构合理,金属镀层及化学处理表面应色泽均匀,不得有露底、起皮、起泡、斑痕或有擦伤和划痕,具有较好的防腐、防锈性能。
3.3 振筛机:可以容纳外径为200mm 的一组垂直套叠并加盖和筛底盘的筛子。
3.3.1 垂直振击频率:149min-1。
3.3.2 水平回转频率:221 min-1。
3.3.3 回转半径:12.5 mm。
3.4 试验筛:符合GB/T 6003的要求,孔径为0.071mm、0.63mm、1.25mm,直径为200mm,并配有筛盖和筛底盘。
3.5 保护筛:能套在试验筛上的圆孔筛或方孔筛,孔径范围13-19mm,孔径均匀,孔数不少于30。
3.6 二分器:格槽宽度为5mm,两边格槽数相等且各不少于10。
3.7 测定仪校准图的相关系数:不小于0.98。
3.8 测量精密度应同时满足以下两个要求:
a) 多个试样的2次重复测定值的差值落在GB/T 2565规定的重复性限内; b) 一个试样的多次重复测定值的方差与由GB/T 2565规定的重复性限计算的方差无显著性差异。
4.4.试验方法试验方法
4.1 测定仪的主要性能试验:
4.1.1 主轴转速用不低于1.0级,量程不小于75r/min 的转速表测量。
4.1.2 工作转数用计数控制器测量。
每台重复测量次数不应少于10次,每次测量的工作转速均应符合要求,测量前应将计数控制器调整到零位。
4.2 测定仪研磨件试验:
4. 2.1 研磨件的几何尺寸用专用成形量规测量;表面粗糙度采用比较法,用粗糙度标准样块与被测表面对比评定级别。
4.2.2 研磨环和研磨碗弧面硬度用洛氏硬度计测定。
4.2.3 钢球用精度为0.01mm、测量范围为25-50mm 的外径百分尺测量;钢球硬度和表面粗糙度的测量同4.2.1。
4.3 测定仪圆柱齿轮试验:
用万能测齿仪测量,测齿仪的最小分度值为0.001mm,测量直径不大于360mm,模数1-10。
4.4 测定仪蜗杆、蜗轮试验:
鹤壁市英泰电子电器有限公司PDF文档系列哈氏可磨性指数测定仪用万能测齿仪测量,测齿仪的最小分度值为0.001mm,测量直径不大于360mm,模数1-10。
4.5 总装完成的测定仪进行不小于0.5h运转后,依次进行以下各项试验:
4.5.1 检查各紧固件是否牢靠,徒手盘动电机轴端应轻快、灵活、无异常声响。
4.5.2 用洁净的吸油纸擦拭各轴承外部,查看有无油迹污染。
4.5.3 用厚度3mm的标准块规检查主轴中间档圈与机座端面面隙。
4.6 测定仪的噪声测量:按GB/T 3768进行。
4.7 绝缘电阻与绝缘强度:按照GB/T 15479测量。
4.8 金属镀层、抛光件、油漆层和发黑处理面用目视法检查。
4.9 振筛机的试验:
4.9.1 垂直振击频率在空载中用计数器来测定;
4.9.2 水平回转频率的测定同4.9.1。
4.9.3 回转半径用块规及百分表来测量。
4.10 试验筛的试验:按照GB/T 6003的规定进行。
4.11 保护筛的孔径测量:用常规量具来测量。
4.12 二分器的格槽宽度的试验:同4.11。
4.13 测定仪校准图的相关系数测定:按GB/T 2565附录A规定进行1组4个标准煤样测定,然后按以下公式计算:
鹤壁市英泰电子电器有限公司PDF 文档系列 哈氏可磨性指数测定仪
式中:
R——测定仪校准图的相关系数;
xi——可磨性标准煤样测定后筛下煤样质量的平均值;
yi——哈氏可磨性标准物质的标准值。
4.14 精密度试验:
a) 取3个可磨指数值为高、中、低(在校准图测值范围内)的煤样,各进行2次重复测定,2次测定值之差都应落在GB/T 2565规定的重复性限内;
b) 对同一煤样进行10次重复测定,重复测定值(x)的方差与由GB/T 2565规定的重复性限计算的方差应无显著性差异。
比较方法如下:按(1)式计算10次重复测定的方差:
如F≤F 0.05,9,∞(2.41),则S 2与S r 2无显著性差异;否则S 2显著大于S r 2。
注:精密度试验也可和校准图相关系数确定试验同时进行。
若4个标准煤样4次重复测定的极差落在GB/T 2565规定的重复性限内,则精密度检验合格。
注:本文档形成于2011年02月28日,在此以后我公司的各类信息或产品如有变化,将以新的文档加以补充将以新的文档加以补充,,请以最新资料为准请以最新资料为准,,本文档不做修改本文档不做修改,,望见谅望见谅!!!!本本文档鹤壁英泰版权所有文档鹤壁英泰版权所有。